


摘要:Z 3040 型搖臂鉆床電氣控制系統線路復雜,可靠性和靈活性差,故障率高,采用三菱FX2N-40MR 可編程控制器對其電氣控制系統進行技術改造可提高整個電氣控制系統的工作性能和工作效率。就三菱FX2N-40MRPLC 在Z3040 型搖臂鉆床電氣控制系統中的應用,進行了系統PLC 控制軟硬件的設計,可為同類設備的技術改造提供工作借鑒。
關鍵詞:三菱FX2N-48MR 可編程控制器;Z3040 型搖臂鉆床電氣控制系統改造;PLC 梯形圖
一、引言
搖臂鉆床主要用于鉆孔、擴孔、鉸孔、攻螺紋等多種形式的加工, 某企業所用Z3040 型搖臂鉆床役齡幾十年,普遍采用繼電接觸器電路控制,對其進行故障查找排除、機床維護等工作都很繁瑣,工作量非常大。本文采用三菱FX2N-40MR 可編程控制器對Z3040 型搖臂鉆床的繼電接觸電控系統實施技術改造,重新進行了機床電氣控制的軟、硬件設計。
二、Z3040 型搖臂鉆床的電氣控制功能分析
Z3040 型搖臂鉆床的電氣控制原理圖如圖1 所示[1-3]。
Z3040 型搖臂鉆床主電路及控制電路功能如下:
1.SB1 和SB2 分別為總起動按鈕和總停止按鈕,是專門為操縱搖臂鉆床的起動和急停而設置。
2.主電路采用了隔離開關QS1、QS2 進行保護。在QS1、QS2 隔離開關中,使用電磁脫扣裝置,其作用為短路保護, 取代了熔斷器, 這樣開關與保護合二為一,結構也更加簡單方便。熱繼電器KR1、KR2 分別裝設在M1 主電動機與M3 液壓泵電動機的主電路當中,起到長期過載保護的作用。
3.在動力拖動方面,采用四臺電動機。其中,M1為旋轉主軸的主電動機,僅作單方向旋轉控制,加工螺紋時, 主軸的正反轉采用機械方法變換實現;M2為升降搖臂的電動機,可實現正反轉,短時工作,不用設長期過載保護;M3 和M4 分別為放松與夾緊搖臂、同時實現立柱與主軸箱放松與夾緊的液壓泵電動機和冷卻泵電動機。這四臺電動機的容量都較小,其控制方式均采用直接起動控制。
4.搖臂部分應在M3 啟動松開后才能實施上升和下降的移動, 到達需要的位置后再實施搖臂夾緊的動作。搖臂松開由行程開關ST2 執行,其夾緊則由行程開關ST3 執行。
5.信號指示包括電源指示燈HL1、立柱與主軸箱松開指示燈HL2、立柱與主軸箱夾緊指示燈HL3、主軸電動機旋轉指示燈HL4。
6.搖臂的夾緊放松及升降設計為自動控制進行方式, 立柱和主軸箱的夾緊放松功能設計成既可單獨操作,也可同時操作。它們由轉換開關SC 和按鈕SB5 或SB6 控制實現。
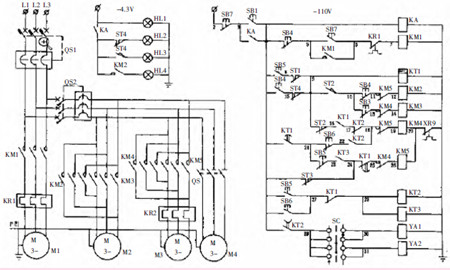
圖1 Z3040 搖臂鉆床的電氣控制原理圖
三、電氣控制系統的PLC 硬件改造
(一)PLC 硬件任務分析
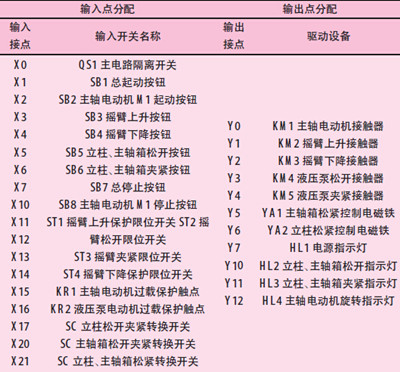
對Z3040 型搖臂鉆床進行電氣控制線路的PLC改造時,主要是改造控制電路,電源電路、主電路中的接觸器觸點、熱繼電器發熱元件是保持不變的,原控制電路中的繼電邏輯功能采用PLC 控制。為了確保各種聯鎖功能,需要將位置開關ST1~ST3,按鈕開關SB1~SB8,熱繼電器常閉觸點KR1、KR2,立柱與主軸箱松開、夾緊轉換開關SC 分別接入PLC 的輸入端。控制四個電動機的接觸器KM1~KM5,主軸箱控制電磁鐵YA1,立柱控制電磁鐵YA2,指示燈顯示HL1~HL4 分別接入PLC 的輸出端。輸出器件接觸器使用127V 交流電壓, 指示燈顯示使用6.3V 交流電壓。
表1 I/O 分配表及接線圖
PLC I/O 接線圖
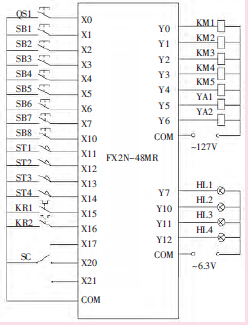
圖2 I/O 接線圖
(二)硬件改造
Z3040 型搖臂鉆床的控制系統有18 個輸入點,11 個輸出點,根據接點數量,并考慮系統的擴展功能,選擇三菱FX2N-48MR(24 點輸入/24 點輸出)繼電器輸出型PLC。所有的電器元件還是采用改造前的型號,其安裝位置也不變。表1 為Z3040 型搖臂鉆床各輸入/輸出點的PLC 地址分配及接線圖(圖2)。
四、PLC 軟件設計
根據Z3040 型搖臂鉆床的控制電路及各個輸入/輸出點的PLC 地址分配,設計該電氣控制系統的PLC 梯形圖,如圖3 所示[7-9],其功能控制及調試實現如下所述。
(一)編程控制環節
采用通用輔助繼電器M0~M3 作為中間環節,為編程簡單化做好準備。按下QS1,引入三相電源,X0接通,M0 得電;按下SB1,控制電路電源接通,X1 接通,M1 得電;按下SB3 或SB4,開啟搖臂上升或下降工作,X3 或X4 接通,M2 得電; 按下SB5 或SB6,立柱、主軸箱松開或夾緊,X5 或X6 接通,M3 得電。時間繼電器按3 秒設置, 另考慮時間繼電器瞬時觸點功能,采用M4 實現T0 時間繼電器瞬時特性,M5 實現T1 和T2 時間繼電器的瞬時特性。
(二)主軸電動機控制
QS1 接通,X0 接通。SB1接通,X1 接通。按下SB2,主軸電動機M1 起動,X2 接通,Y0 接通。SB8 為主軸電動機M1 停止按鈕,X10 實現,X15 接主軸熱繼電器保護觸點。
(三)搖臂上升、下降,放松、夾緊控制
按松開搖臂,再移動搖臂,移動到位后自動夾緊搖臂方式工作。按下SB3 或SB4,X3 或X4 接通,時間繼電器T0 及M4 得電,Y3 接通,液壓電動機供出壓力油松開搖臂,搖臂松開后,ST2 搖臂松開限位開關斷開,即X12 斷開,Y3 失電。此時Y1 或Y2 支路中X12 接通,Y1 或Y2 得電,搖臂上升或下降。搖臂上升或下降到需要位置時, 松開SB3 或SB4,X3 或X4 斷開,Y1 或Y2 失電, 搖臂停止上升或下降。Y4支路中因T0、M4 的斷電,使得Y4 接通,液壓電動機分配壓力油夾緊搖臂。搖臂夾緊時,ST3 搖臂夾緊限位開關斷開,X13 處于開斷狀態,Y4 失電,完成了搖臂先放松,再上升或下降,最后夾緊的工作過程。
(四)主軸箱、立柱放松、夾緊控制
將SC 立柱、主軸箱轉換開關置于X21 接通狀態,則立柱、主軸箱松開或夾緊可同時進行;SC 置于X17 接通狀態, 則立柱可松開或夾緊;SC 置于X20接通狀態, 則主軸箱可松開或夾緊。考慮SC 置于X21 接通狀態,按下SB5,X5 接通,M3 得電,T1、M5、T2 得電,使得Y5、Y6 得電,主軸箱、立柱松緊電磁鐵YA1、YA2 通電吸合,為主軸箱、立柱松開做準備。另一方面,T2 延時觸點得電后使得Y3 得電,控制著立柱、主軸箱松開。立柱、主軸箱松開后,手動立柱回轉或主軸箱徑向移動。移動到位后改按SB6,X6 接通,X5 斷開,Y4 得電,控制著立柱、主軸箱夾緊。
(五)指示燈控制
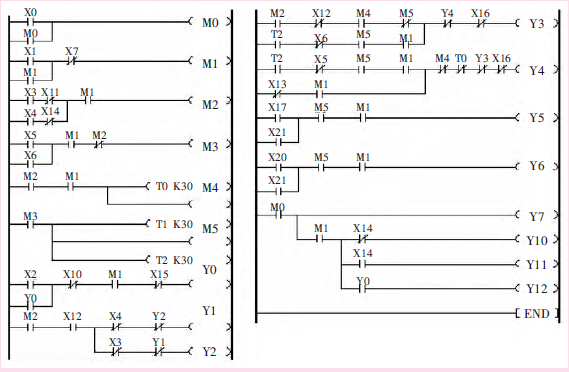
圖3 PLC 梯形圖
Y7 因QS1 上電使得X0 接通而得電,HL1 電源指示燈亮。Y10 因ST4 復位使得HL2 立柱、主軸箱松開指示燈亮。Y11 因立柱、主軸箱已經夾緊使得HL3 立柱、主軸箱夾緊指示燈亮。HL4 是當主軸電動機旋轉時伴隨著發亮。
(六)調試
將18 個各輸入元器件按圖2 接到PLC 的輸入端,可先用11 個LED 燈代替各輸出元器件,把如圖3 所示的PLC 梯形圖程序輸入到FX2N-48MR 可編程控制器中,按Z3040 型搖臂鉆床的動作順序操作接在PLC 輸入端的指令開關, 通過觀察LED 燈的點亮和熄滅變化情況,燈亮即為有輸出接通,燈滅即為關斷無輸出,逐段調試程序直到完全符合控制系統要求。然后再接上各實際輸出設備,繼續調試,使之符合預期要求, 接上主電路即可完成改造工作。
五、結束語
采用PLC 改造后的Z3040 型搖臂鉆床操作控制方便、抗干擾且響應快,故障少且易維護,提高了設備生產效率。既保證了原電路的工作邏輯關系和整機的安全性能, 而且還可適應經常變動的工藝條件,有較好的經濟效益預期,對其它同類設備的技術改造有一定的借鑒作用。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

