


[摘要] 我國對于典型零件的加工,主要依靠數(shù)控機(jī)床等機(jī)械設(shè)備。但是隨著社會(huì)各個(gè)行業(yè)領(lǐng)域的不斷發(fā)展,特別是加工制造業(yè)發(fā)展迅速,這也使得對各種零件的加工質(zhì)量要求越來越高。新技術(shù)新工藝的不斷出現(xiàn),也使得典型零件的加工工藝不斷發(fā)展和優(yōu)化。要使典型零件的加工既保證質(zhì)量又提高效率,不僅需要一臺(tái)先進(jìn)的加工設(shè)備,更要有科學(xué)合理的加工工藝做支撐。本文對典型零件的加工工藝的優(yōu)化進(jìn)行探討,旨在保證加工質(zhì)量的前提下提高加工效率,從而創(chuàng)造更大的經(jīng)濟(jì)效益。
[關(guān)鍵詞] 典型零件;加工工藝;優(yōu)化
加工制造業(yè)的不斷發(fā)展,我國的數(shù)控技術(shù)進(jìn)步迅速,特別是加工制造業(yè)的主要設(shè)備數(shù)控機(jī)床,不斷地更新升級,其生產(chǎn)范圍不斷擴(kuò)大,生產(chǎn)質(zhì)量和效率也不斷提高。在使用數(shù)控機(jī)床進(jìn)行零件加工的過程中,需要對零件的加工工藝進(jìn)行正確的編制。而工藝編制需要參考的條件包括零件的材質(zhì)和形狀、工藝過程、刀具的選擇以及運(yùn)動(dòng)軌跡、切削量的設(shè)定頂燈,加工工藝編制越詳細(xì)具體,對兩件的加工質(zhì)量的提高越有利。只有對加工方案進(jìn)行合理的確定,再進(jìn)行數(shù)控機(jī)床的加工編程。對于典型零件的加工,必須在不斷地加工中對工藝不斷優(yōu)化,爭取將加工編程進(jìn)一步的簡化,保證行程正確的同時(shí)更要加快行程時(shí)間,從而達(dá)到提高加工效率的效果。本文選取一種典型零件為例,對其加工工藝及其優(yōu)化進(jìn)行探討。
1 、典型零件的加工要求及工藝分析
本文選取的這款典型零件為短軸類零件,外觀為外六角,需要加工六方面、外螺紋、密封錐面,內(nèi)孔的加工精度要求很高,同時(shí)還加工有卸油橫孔。特別是內(nèi)控的加工要求公差在0.02mm 以下。其加工難點(diǎn)在于不僅加工孔徑較小,而且要求錐面是密封的,同時(shí)對角度和圓跳動(dòng)要求也較高。加工工人在對此典型零件制定加工方案的過程中,考慮到零件內(nèi)孔在精度方面的高要求,如果單純使用一臺(tái)數(shù)控車床進(jìn)行加工恐怕難以達(dá)到理想的加工效果。經(jīng)反復(fù)斟酌,加工人員決定選取兩臺(tái)數(shù)控車床進(jìn)行該典型零件的加工。首先使用BX26S 雙主軸數(shù)控機(jī)床進(jìn)行加工,選擇此臺(tái)機(jī)床是因?yàn)樵摍C(jī)床屬于經(jīng)濟(jì)型機(jī)床,實(shí)用性強(qiáng),操作簡單,使用與復(fù)雜零件的加工并且性能表現(xiàn)可靠。使用BX26S 數(shù)控機(jī)床首先對坯體進(jìn)行粗車、鉆橫孔、精車,再進(jìn)行端面槽、螺紋、端面的加工,最后進(jìn)行鉆孔,對孔首先進(jìn)行粗鏜,在進(jìn)行半精鏜。然后,使用CK3320 數(shù)控機(jī)床進(jìn)行進(jìn)一步的精加工,選擇CK3320 機(jī)床是因?yàn)樵摍C(jī)床具有良好的剛性且操作簡單,機(jī)床位置具有較高的精度,排刀布局簡單可靠,在典型零件的鏜孔和錐面的精加工方面表現(xiàn)出良好的性能。在BX26S 數(shù)控機(jī)床零件加工的基礎(chǔ)上采用CK3320 數(shù)控機(jī)床進(jìn)行典型零件的鏜孔精加工和錐面的精加工。
2 、加工方案的初步確定
根據(jù)上述加工工藝的分析,需要使用兩臺(tái)機(jī)床進(jìn)行該典型零件的加工,刀具使用數(shù)量總共需要13 把,運(yùn)行加工時(shí)間大約需要4 分十秒。但是即使是在兩臺(tái)機(jī)床合作加工使用的情況下,仍然有諸多不足存在。第一,加工時(shí)間長,加工效率不高,如果該典型零件是批量生產(chǎn),工期太長,無法滿足生產(chǎn)的需求。第二,要使用兩臺(tái)機(jī)床進(jìn)行加工,那么相
應(yīng)的就需要投入兩臺(tái)機(jī)器的操作人力。第三,加工穩(wěn)定性不高,使用鏜刀進(jìn)行典型零件的內(nèi)孔精加工,而內(nèi)孔的孔徑為Φ8.62mm,所以只能使用6mm 的鏜刀桿來加工,加上錐度問題更是加工難度增加,加工效率不高。第四,容易發(fā)生斷刀,如果在粗鉆孔的過程中出現(xiàn)斷刀,直接影響后續(xù)的粗鏜刀的使用,刀具容易斷裂,造成損失。第五,換刀頻繁,鏜刀直徑太小,刀片以及固定螺絲都會(huì)出現(xiàn)破損或者丟失的現(xiàn)象,換刀會(huì)造成時(shí)間的拖延,為零件加工帶來麻煩。從以上分析來看,使用該加工工藝并不是最好的選擇。
3、 加工工藝的優(yōu)化
鑒于原工藝方案存在的不足,對加工工藝方案進(jìn)行優(yōu)化,如下圖1所示:
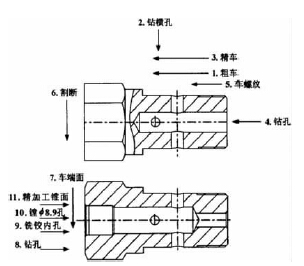
圖1 優(yōu)化后的加工工藝方案
為了既保證零件內(nèi)控尺寸的正確性和粗糙度,又改變原有加工時(shí)間過長的問題,優(yōu)化后的工藝方案選擇由一臺(tái)BX26S 數(shù)控機(jī)床完成全部加工任務(wù)。這樣不僅可以減少人力和設(shè)備的投入,而且鏜刀的使用數(shù)量得到明顯的減少,有效避免頻繁換刀帶來的麻煩。鉆頭選擇性能良好的Φ8.5mm 的鉆頭,以避免鉆頭發(fā)生斷裂。在內(nèi)孔精加工方面,粗鉆孔完成后,直接用鉸刀進(jìn)行精加工,使用銑鉸刀,做到孔底倒角及底平面一次加工成型。在加工過程中,銑鉸刀在空口部分刀具出現(xiàn)了震動(dòng),為了避免孔口產(chǎn)生錐度,通過對進(jìn)給量和加工步驟的調(diào)節(jié)有效的解決了這一問題。在孔徑尺寸的控制上,鉸刀相比較鏜刀而言有明顯的優(yōu)勢,對內(nèi)孔精度的加工上表現(xiàn)出更好的性能。對排刀的位置進(jìn)行優(yōu)化,使兩主軸的加工在時(shí)間上盡可能的保持平衡狀態(tài)。
4 、結(jié)語
優(yōu)化后的加工工藝方案投入運(yùn)行后,經(jīng)過一段時(shí)間的檢驗(yàn),新方案較原工藝方案,在加工時(shí)間上有了明顯的減少,加工效率顯著提高。典型零件的加工尺寸上更加穩(wěn)定,同時(shí)斷刀現(xiàn)象明顯改善。因?yàn)槭褂昧诵阅芰己玫你@頭,粗鉆孔徑有了保證,因此也給銑鉸刀的余量控制上也打下了良好的基礎(chǔ)。因?yàn)橹皇褂昧艘慌_(tái)數(shù)控機(jī)床,所以在人力和物力的
成本投入上節(jié)省,因此,使用優(yōu)化后的工藝方案,是完全能夠滿足典型零件的加工要求的。在生產(chǎn)實(shí)踐中,對不同類型的零件選擇合適的加工工藝,盡量考慮加工時(shí)間短、經(jīng)濟(jì)、高效率的工藝方法,不斷提高關(guān)鍵工序的生產(chǎn)效率,做到事半功倍、提升產(chǎn)能。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別