


摘要: 針對6000 kN 鍛壓機的3 種泄壓回路,進行了AMESim 建模、參數設置和仿真,對比分析了3 種泄壓回路中的工作缸的活塞桿位移、速度、加速度特性以及工作缸進出油口的壓力脈動和其穩定狀態下壓力的情況。仿真對比結果表明: 泄壓開始1 s 內,在3 種泄壓回路活塞桿的位移接近相同情況下,節流閥泄壓回路工作缸活塞桿的速度最先達到穩定狀態,波動幅度最小,加速度峰值最小,工作缸運動最為平穩,慣性沖擊最小; 節流閥泄壓回路是3 種泄壓回路中泄壓特性最佳的回路,節流-順序閥泄壓回路的泄壓特性次之,順序閥泄壓回路的泄壓特性最差。
關鍵詞: 鍛壓機; 泄壓回路; AMESim; 仿真分析
鍛壓機在加工工件時,其工作缸高壓腔需要很高的工作壓力[1]。泄壓時,工作缸內積蓄的大量高壓液體能量瞬間釋放,將引起泄壓管道內的油液壓力脈動或沖擊,并導致振動和噪音,從而對整個鍛壓機的穩定工作產生重要影響[2]。若在工作缸回程之前不對其進行合理地泄壓,將對設備產生危害[3]。所以,鍛壓機在加載完畢回程時,工作缸積蓄的能量需要平穩泄壓。
在1993 年,張利平等[5]在鍛壓機進行泄壓時,以液壓系統的壓力沖擊而產生噪音的機理為著手點,詳細分析了噪音的來源,提出蓄能器可以有效減小噪音和振動的方案,但是蓄能器會引起系統回路的壓力閥的誤動作。何世友等[6]和徐銘等[7]對比了鍛壓機的4 種泄壓回路: 節流閥泄壓回路、二位三通閥泄壓回路、泄壓閥組泄壓回路和壓力閥組泄壓回路,分析了4 種回路的優缺點。宋擁政[8]在研究鍛壓機泄壓回路的泄壓過程時提出: 通過泄壓回路的液壓元件合理地延長泄壓時間是消除泄壓沖擊的主要措施。
本文以6000 kN 鍛壓機的3 種泄壓回路為研究對象,通過AMESim 建模仿真分析,對鍛壓機工作缸的活塞桿位移、速度、加速度和工作缸進出口壓力脈動5 組參數進行仿真分析,最終對比分析出活塞桿速度平穩、慣性沖擊小和工作缸進出口壓力脈動小的泄壓回路,為鍛壓機的泄壓回路選擇和應用提供了參考。
1 、3 種泄壓回路數學模型
1. 1 泄壓原理
6000 kN 鍛壓機的3 種泄壓回路如圖1 所示,其泄壓的基本原理如下。
( 1) 節流閥泄壓回路,如圖1a 所示。由于其節流閥的節流作用,在鍛壓機工作缸無桿高壓腔泄壓時,少量的高壓腔壓力油先經過節流閥流回油箱,實現泄壓功能。
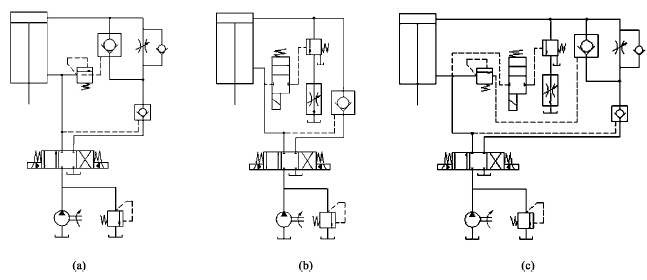
圖1 3 種泄壓回路
( a) 節流閥泄壓回路( b) 順序閥泄壓回路( c) 節流- 順序閥泄壓回路
( 2) 順序閥泄壓回路,如圖1b 所示,依據其順序閥的順序動作作用,鍛壓機液壓無桿高壓腔缸泄壓時,二位二通換向閥動作,油液打開順序閥,少量的高壓油液從順序閥經過調速閥后流回油箱,起到了泄壓作用。
( 3) 節流- 順序閥泄壓回路,如圖1c 所示,將節流閥泄壓回路與順序閥泄壓回路的單向節流閥與順序閥組合起來,共同組成節流- 順序閥泄壓回路,其基本工作過程是在節流閥完成少量泄壓油液,同時二位二通換向閥動作,油液打開順序閥,少量高壓油液同時從順序閥經過調速閥流回油箱,節流閥與順序閥二者共同完成泄壓作用。
1. 2 數學模型
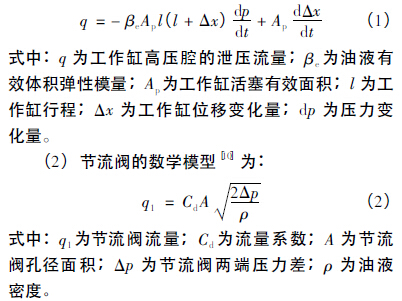
在上述3 種鍛壓機泄壓回路中,其數學模型分別是: 節流閥的流量模型、工作缸高壓腔泄壓流量模型、工作缸流量連續性原理模型和工作缸與負載間的平衡方程數學模型。
( 1) 工作缸高壓腔的泄壓流量數學模型[9]為:

2 、泄壓回路建模及其參數設置
為了分析對比3 種泄壓回路的特性,根據6000 kN鍛壓機液壓系統的功能、原理和泄壓回路的液壓元件的參數,建立AMESim 模型,并對其模型進行參數設置[12 - 13]。
2. 1 節流閥泄壓回路建模及其參數設置
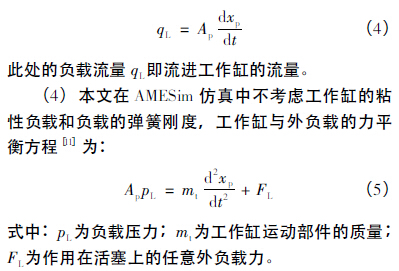
根據節流閥泄壓回路的液壓系統原理圖,模型在定量泵供油下泄壓時,工作缸11 的高壓腔的少量高壓油液經過節流閥8、液控單向閥I 5 流回油箱,待高壓腔壓力瞬間釋放后,無桿腔大量油液經過液控單向閥II 9、液控單向閥I 5 流回油箱。AMESim仿真模型見圖2。
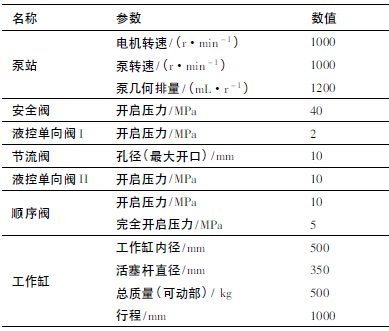
圖2 中,為了便于仿真分析計算,液壓系統原理圖中的換向閥使用了伺服閥代替。因為伺服閥換向閥的額定控制電流是40 mA,其控制信號4 值分別是- 40,0,40,所有伺服閥作用和換向閥完全相同,控制時間分別是: 0 ~ 10 s 右位工作,工作缸加壓,活塞桿伸出; 10 ~ 20 s 中位工作,工作缸保壓,活塞桿停止; 20 ~ 30 s 左位工作,工作缸泄壓,活塞桿縮回。節流閥控制信號是0. 8 的節流開口度。負載信號是: 0 ~ 10 s,施加載荷5890 kN; 10 ~30 s,無載荷。參數設置見表1。
圖2 節流閥泄壓回路AMESim 仿真模型
1. 泵站2. 安全閥3. 三位四通換向閥4. 換向閥控制信號5. 液控單向閥I 6. 單向閥7. 節流閥控制信號8. 節流閥
9. 液控單向閥II 10. 順序閥11. 工作缸12. 負載信號
表1 節流閥泄壓回路仿真模型的參數設置
2. 2 順序閥泄壓回路建模及其參數設置
根據上面的順序閥泄壓回路的液壓系統原理圖,在AMESim 軟件建模,如圖3 所示。
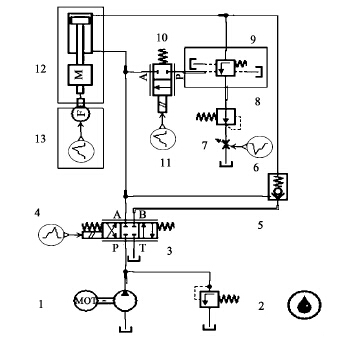
圖3 順序閥泄壓回路AMESim 仿真模型
1. 泵站2. 安全閥3. 三位四通換向閥4、11. 換向閥控制信號5. 液控單向閥6. 節流閥控制信號7. 節流閥8. 減壓閥9. 順序閥10. 二位二通換向閥12. 工作缸13. 負載信號
圖3 中的泵站1、安全閥2、換向閥控制信號4與圖2 的參數一致,圖3 中工作缸和負載信號的參數也與圖2 的相同。圖3 中,節流閥控制信號6 值設置為0. 5 的節流開口度。換向閥控制信號11 值:0 ~ 20 s,值為0; 20 ~ 30 s,值為20 ( 二位二通電磁伺服閥換向閥的額定控制電流是20 mA) 。參數設置如表2 所示。
表2 順序閥泄壓回路仿真模型的參數設置

2. 3 節流- 順序閥泄壓回路建模及參數設置
對于節流- 順序閥泄壓回路的參數設置,其中圖4 的液控單向閥I 5 參數和圖2 的液控單向閥I 5相同,其他參數數值與節流閥泄壓回路、順序閥泄壓回路的對應元件模型參數相同。AMESim 模型如圖4 所示。
圖4 節流- 順序閥泄壓回路AMESim 仿真模型. 泵站2. 安全閥3. 三位四通換向閥4、15. 換向閥控制信號. 液控單向閥I 6. 單向閥7、14. 節流閥控制信號8. 節流閥I9. 液控單向閥II 10. 順序閥I 11. 順序閥II 12. 減壓閥13. 節流閥II 16. 二位二通換向閥17. 工作缸18. 負載信號
3、 泄壓回路AMESim 仿真對比分析
3. 1 泄壓回路的仿真
根據鍛壓機的實際工作過程和AMESim 中三位四通換向閥的換向信號參數設置,3 種泄壓回路的仿真過程分為3 個過程。
( 1) 加壓過程。三位四通換向閥控制信號將換向閥置于左位工作,泵為系統供液,同時工作缸負載信號給工作缸施加載荷,泵輸出的油液進入工作缸的無桿腔。
( 2) 保壓過程。在加壓完成后,三位四通換向閥控制信號將換向閥置于中位工作,工作缸的無桿腔和有桿腔被鎖死,泵輸出的油液完全經過安全閥流回油箱,液壓系統處于保壓階段。
( 3) 泄壓過程。保壓完成后,三位四通換向閥控制信號將換向閥置于右位工作,泵輸出的油液進入有桿腔,此時無桿腔的高壓油液流回油箱。同時,將工作缸的負載信號置于0,工作缸活塞桿空載縮回,系統處于泄壓階段。
3. 2 泄壓回路的仿真結果對比分析
在鍛壓機的工作過程中,影響其工作性能的主要因素是執行元件工作缸活塞桿的位移、速度、加速度和工作缸的高、低壓腔的壓力脈動,結合3 種泄壓回路的仿真結果進行對比分析。
( 1) 活塞桿位移對比分析
在鍛壓機的整個30 s 仿真時間內,其仿真對比如圖5 所示,仿真結果表明: 0 ~ 10 s 的加壓階段,3 種泄壓回路工作缸位移相同,為1 m; 10 ~ 20 s 處于保壓階段; 20 ~ 30 s,工作缸泄壓,到25 s 時3種回路工作缸回程到起始位置。3 種泄壓回路工作缸的位移曲線差別不明顯。
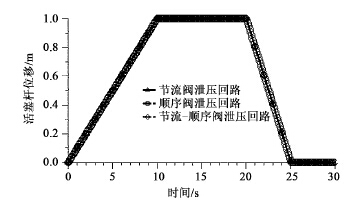
圖5 活塞桿位移仿真圖
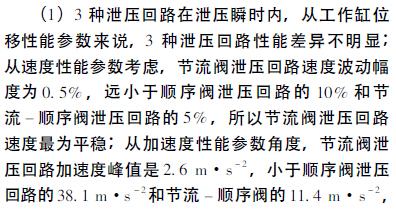
( 2) 活塞桿速度、加速度對比分析
為了對比研究鍛壓機泄壓時的短暫時間內的工作狀態,仿真圖截取20 ~ 21 s 時間段的工作狀況,如圖6 所示。仿真結果表明: 泄壓的1 s 內,節流閥泄壓回路速度最先達到穩定狀態,穩定值為
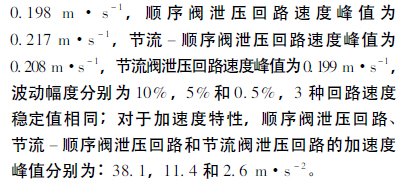

圖6 活塞桿速度( a) 和加速度( b) 的仿真圖
( 3) 工作缸無桿腔、有桿腔壓力對比分析圖7a 和圖7b 為鍛壓機泄壓過程6 s 內工作缸無桿腔和有桿腔的壓力仿真圖。
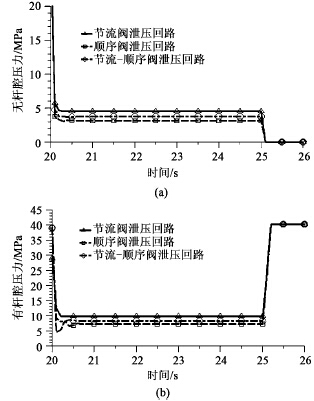
圖7 無桿腔( a) 和有桿腔( b) 壓力仿真圖
泄壓時間t = 20 ~ 26 s,對于工作缸無桿腔壓力變化來說,3 種回路的無桿腔壓力從高壓泄壓至4 MPa 左右的低壓區都比較平穩,節流閥泄壓回路的無桿腔壓力值最高為4. 5 MPa,順序閥泄壓回路的壓力值為3. 1 MPa,節流- 順序閥泄壓回路的壓力值為3. 7 MPa; 對于工作缸有桿腔壓力變化,節流- 順序閥泄壓回路在泄壓瞬間壓力波動較另外2 種回路更明顯,在穩定狀態下,節流閥、順序閥和節流- 順序閥泄壓回路的壓力值依次分別為:
9. 8,7. 2 和8. 3 MPa。
4 、結論
所以節流閥泄壓回路慣性沖擊最小,節流- 順序閥泄壓回路較好,順序閥泄壓回路慣性沖擊最明顯。
( 2) 針對于工作缸無桿腔、有桿腔壓力情況,節流閥泄壓回路的壓力值相比其他兩種回路稍高,順序閥泄壓回路壓力值最低。在有桿腔泄壓瞬間,節流- 順序閥泄壓回路壓力脈動最為嚴重。綜合考慮,雖然節流閥泄壓回路的工作缸進出油口壓力偏高,但是節流閥泄壓回路泄壓時,工作缸運動更加平穩,慣性沖擊小,所以它是3 種泄壓回路中泄壓特性最佳的回路,節流- 順序閥泄壓回路的泄壓特性次之,順序閥泄壓回路的泄壓特性最。在鍛壓機泄壓回路的設計和選擇中可以優先考慮使用節流閥泄壓回路。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

