


數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗建模與仿真方法
2017-12-25 來(lái)源: 重慶大學(xué)機(jī)械傳動(dòng) 南京理工大學(xué)機(jī)械工 作者:何彥 林申龍 王禹林 李育鋒 王立祥
摘要:機(jī)床能量消耗過(guò)程的評(píng)估和分析是機(jī)床能效優(yōu)化研究的基礎(chǔ)。現(xiàn)有研究提出的機(jī)床能耗模型主要是靜態(tài)能耗模型,少數(shù)對(duì)機(jī)床動(dòng)態(tài)性能耗的研究又主要集中在機(jī)床運(yùn)行狀態(tài)的動(dòng)態(tài)性的建模,缺乏對(duì)機(jī)床能量源特別是數(shù)控機(jī)床多能量源的動(dòng)態(tài)性能耗的研究。針對(duì)數(shù)控機(jī)床能量源多、加工任務(wù)及加工參數(shù)動(dòng)態(tài)變化等特點(diǎn),提出了一種數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗建模與仿真方法。對(duì)數(shù)控機(jī)床能耗過(guò)程的動(dòng)態(tài)性進(jìn)行分析;在此基礎(chǔ)上,結(jié)合面向?qū)ο笾x時(shí)Petri 網(wǎng)(Colored timedobject-oriented Petri netCTOPN)和虛擬部件方法建立數(shù)控機(jī)床多能量源動(dòng)態(tài)能耗模型,其中CTOPN 模型用于描述數(shù)控機(jī)床能耗過(guò)程機(jī)床和多能量源運(yùn)行狀態(tài)的動(dòng)態(tài)特性,虛擬部件方法用于描述數(shù)控機(jī)床多能量源受加工參數(shù)影響的動(dòng)態(tài)特性;通過(guò)CTOPN 中“變遷”蘊(yùn)含的信息來(lái)驅(qū)動(dòng)虛擬部件模型實(shí)現(xiàn)對(duì)數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗特性的建模。案例分析結(jié)果證明了該方法的可行性,上述模型可為數(shù)控機(jī)床動(dòng)態(tài)能耗的預(yù)測(cè)、綜合的能耗特性分析以及定量的能耗影響因素分析提供一種基礎(chǔ)支持,具有較廣闊的應(yīng)用前景。
關(guān)鍵詞:數(shù)控機(jī)床;多能量源;動(dòng)態(tài)能耗;建模仿真
0 前言
近年來(lái),隨著制造業(yè)能耗和環(huán)境問(wèn)題的日益嚴(yán)峻以及全球低碳化形勢(shì)的發(fā)展,機(jī)床能量消耗問(wèn)題的研究受到了歐美等發(fā)達(dá)國(guó)家地區(qū)政府的廣泛關(guān)注。機(jī)床量大面廣,能耗總量巨大,但機(jī)床有效能量利用率低[1]。因而研究機(jī)床的能量特性對(duì)機(jī)械制造行業(yè)的高效低碳運(yùn)行具有重要意義。在美國(guó)、歐洲、日本等發(fā)達(dá)國(guó)家和地區(qū),機(jī)械加工設(shè)備的能耗特性建模已受到廣泛關(guān)注,特別是在歐洲,頒布的一系列能耗指令、標(biāo)準(zhǔn)[2-3]推動(dòng)了大量的機(jī)床能耗建模技術(shù)研究。目前對(duì)機(jī)床的能耗特性建模的研究主要集中在基礎(chǔ)性能耗、工藝性能耗、結(jié)構(gòu)性能耗和動(dòng)態(tài)性能耗建模等四個(gè)方面。
基礎(chǔ)性能耗建模的研究主要采用熱動(dòng)力學(xué)方法研究機(jī)床加工過(guò)程的能耗模型。如GUTOWSKI等[4]建立了機(jī)床加工過(guò)程的熱動(dòng)力學(xué)能耗模型框架。而工藝性能耗建模的研究主要通過(guò)分析加工參數(shù)對(duì)機(jī)床運(yùn)行能耗的影響建立機(jī)床的比能模型。DRAGANESCU 等[5]通過(guò)試驗(yàn)建立了機(jī)床主軸的比能模型;DIAZ 等[6]通過(guò)試驗(yàn)將機(jī)床比能表示為材料切除率的函數(shù);LI 等[7]將機(jī)床視為一個(gè)整體,通過(guò)測(cè)量不同切削條件下的功率獲得了機(jī)床的比能模型。上述能耗模型都是將整個(gè)機(jī)床視為黑色或灰色系統(tǒng),不能詳細(xì)描述機(jī)床內(nèi)部的能耗過(guò)程,并且需要開(kāi)展大量試驗(yàn)。進(jìn)一步開(kāi)展的結(jié)構(gòu)性能耗建模的研究是對(duì)機(jī)床及其各耗能部件的能耗特性進(jìn)行分析建立機(jī)床的能耗模型。如文獻(xiàn)[8]建立了數(shù)控機(jī)床主傳動(dòng)系統(tǒng)的率平衡方程;文獻(xiàn)[9-11]采用參數(shù)化建模方法對(duì)機(jī)床各能量源進(jìn)行了仿真。文獻(xiàn)[12]建立了數(shù)控機(jī)床多源能量流的系統(tǒng)數(shù)學(xué)模型。
上述的基礎(chǔ)性能耗、工藝性能耗、結(jié)構(gòu)性能耗建模研究主要針對(duì)機(jī)床的能量消耗進(jìn)行了靜態(tài)的建模,無(wú)法對(duì)機(jī)床加工過(guò)程的動(dòng)態(tài)能耗特性進(jìn)行分析。目前,文獻(xiàn)[1]建立了機(jī)床服役過(guò)程機(jī)電主傳動(dòng)系統(tǒng)的時(shí)段能量模型,該研究局限于主傳動(dòng)系統(tǒng)的能耗動(dòng)態(tài)性分析;國(guó)外少數(shù)學(xué)者采用離散事件建模方法對(duì)機(jī)床動(dòng)態(tài)能耗特征進(jìn)行建模。DIETMAIR 等[13-14]提出了一種離散狀態(tài)建模方法對(duì)機(jī)床能耗進(jìn)行系統(tǒng)化建模。該研究主要對(duì)機(jī)床運(yùn)行狀態(tài)的動(dòng)態(tài)性進(jìn)行了分析,無(wú)法對(duì)機(jī)床耗能部件的能耗的動(dòng)態(tài)性如受加工參數(shù)(切削條件、材料等)的影響進(jìn)行分析。隨著工業(yè)化的進(jìn)程和基礎(chǔ)裝備制造業(yè)的發(fā)展,數(shù)控機(jī)床已成為機(jī)床裝備的主流。與普通機(jī)床相比,數(shù)控機(jī)床的結(jié)構(gòu)和能量特性發(fā)生了很大的改變。數(shù)控機(jī)床能量源增多、能量損耗復(fù)雜,主傳動(dòng)系統(tǒng)占整個(gè)機(jī)床能耗的比例相對(duì)普通機(jī)床越來(lái)越小[12]。因此,本文從數(shù)控機(jī)床能量源多、加工任務(wù)及加工參數(shù)動(dòng)態(tài)變化等特點(diǎn)出發(fā),基于數(shù)控機(jī)床及其多能量源的動(dòng)態(tài)能耗特征分析,對(duì)數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗模型進(jìn)行建模與仿真。建立的數(shù)控機(jī)床能耗模型可用于分析數(shù)控機(jī)床及各耗能部件的能耗與其
運(yùn)行狀態(tài)的關(guān)系,并為加工參數(shù)節(jié)能優(yōu)化、機(jī)床配置的節(jié)能優(yōu)化以及能耗戰(zhàn)略決策提供數(shù)據(jù)基礎(chǔ)。
1 、數(shù)控機(jī)床的動(dòng)態(tài)能耗特性分析
1.1 數(shù)控機(jī)床及多能量源的運(yùn)行狀態(tài)的動(dòng)態(tài)性分析
在ISO 14955-1[3]標(biāo)準(zhǔn)中,將數(shù)控機(jī)床的運(yùn)行狀態(tài)劃分為停機(jī)、待機(jī)、準(zhǔn)備、空載以及加工等五個(gè)獨(dú)立的狀態(tài)。基于ISO 14955-1 定義的機(jī)床狀態(tài),本文以從某數(shù)控機(jī)床加工過(guò)程獲取的功率曲線為例來(lái)分析數(shù)控機(jī)床及多能量源的運(yùn)行狀態(tài)的動(dòng)態(tài)性。如圖1 所示,該數(shù)控機(jī)床的運(yùn)行狀態(tài)隨著機(jī)床加工的進(jìn)行而發(fā)生變化,數(shù)控機(jī)床先處于準(zhǔn)備狀態(tài),當(dāng)主軸啟動(dòng)(功率曲線上出現(xiàn)尖峰)機(jī)床進(jìn)入了空載狀態(tài),隨著刀具接觸工件,機(jī)床的運(yùn)行狀態(tài)又由空載狀態(tài)進(jìn)入加工狀態(tài);同時(shí)數(shù)控機(jī)床的多能量源運(yùn)行狀態(tài)也隨著機(jī)床加工過(guò)程對(duì)不同能量源的需求而變化,如主軸系統(tǒng)在第一個(gè)尖峰之前處于關(guān)閉狀態(tài),為了滿足加工需求,需要將主軸加速到給定速度,因此第一個(gè)尖峰后主軸系統(tǒng)處于開(kāi)啟狀態(tài)來(lái)滿足后續(xù)的加工需求。
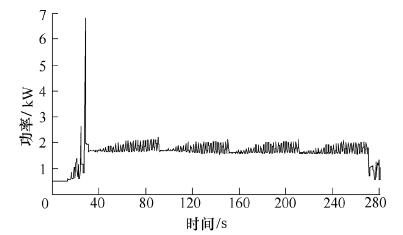
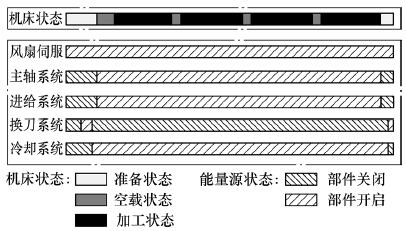
圖1 能耗過(guò)程的動(dòng)態(tài)性
1.2 多能量源受加工參數(shù)影響的動(dòng)態(tài)特性分析
與普通機(jī)床相比,數(shù)控機(jī)床的結(jié)構(gòu)和能耗特征有很大區(qū)別,數(shù)控機(jī)床能量源更多,能耗形式更復(fù)雜,數(shù)控機(jī)床的能耗涉及機(jī)電液領(lǐng)域[15]。數(shù)控機(jī)床能量源的能耗除了與自身的結(jié)構(gòu)配置有關(guān),還與其相應(yīng)的加工參數(shù)(如切削參數(shù)、材料等)有關(guān)。作者所在的研究團(tuán)隊(duì)對(duì)HAAS機(jī)床的功率與運(yùn)行參數(shù)的關(guān)系進(jìn)行了試驗(yàn)研究,試驗(yàn)結(jié)果如圖2 所示。HAAS機(jī)床粗銑槽、精銑槽以及點(diǎn)孔的空載功率分別為p1、p2和p3,由圖2 可知機(jī)床的空載功率隨主軸轉(zhuǎn)速的變化而呈現(xiàn)動(dòng)態(tài)變化。因此,即使數(shù)控機(jī)床的加工過(guò)程相同,由于能量源結(jié)構(gòu)的差異或者加工參數(shù)的變化,也會(huì)導(dǎo)致機(jī)床能耗呈現(xiàn)動(dòng)態(tài)變化性。
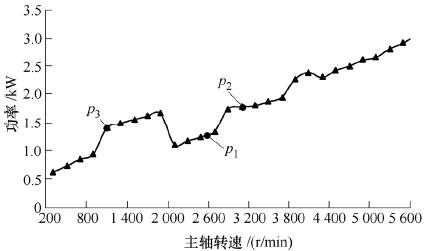
圖2 HAAS 機(jī)床空載功率
2、 數(shù)控機(jī)床動(dòng)態(tài)能耗特性的建模
根據(jù)上述分析,數(shù)控機(jī)床加工過(guò)程總是伴隨著復(fù)雜的動(dòng)態(tài)能耗特征。因此,為了分析數(shù)控機(jī)床的動(dòng)態(tài)能耗特征,本文將數(shù)控機(jī)床的加工過(guò)程視為由多能量源觸發(fā)的一系列離散事件,提出了一種數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗建模與仿真方法,從全局的角度對(duì)機(jī)床能耗進(jìn)行評(píng)估與分析。該方法結(jié)合面向?qū)ο笾x時(shí)Petri 網(wǎng)(Colored timedobject-oriented Petri net,CTOPN)和虛擬部件方法建立數(shù)控機(jī)床多能量源動(dòng)態(tài)能耗模型,其中CTOPN模型用于描述數(shù)控機(jī)床能耗過(guò)程的運(yùn)行狀態(tài)的動(dòng)態(tài)特性,虛擬部件方法用于描述數(shù)控機(jī)床多能量源受加工參數(shù)影響的動(dòng)態(tài)特性,最后通過(guò)CTOPN 中“變遷”蘊(yùn)含的信息來(lái)驅(qū)動(dòng)虛擬部件模型實(shí)現(xiàn)對(duì)數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗特性的建模。
機(jī)床能耗建模與仿真框架如圖3 所示,包含以下三個(gè)模塊。
(1) token 生成模塊:數(shù)控機(jī)床的CTOPN 模型由特定的著色賦時(shí)token 驅(qū)動(dòng),這些著色賦時(shí)token可由加工信息如工件的加工特征、工件的工藝卡片或工件加工的NC 代碼等生成。
(2) 數(shù)控機(jī)床能耗模型模塊:包括描述數(shù)控機(jī)床能耗過(guò)程運(yùn)行狀態(tài)的動(dòng)態(tài)性的CTOPN 模型,述多能量源動(dòng)態(tài)性的虛擬部件模型以及描述特定加工負(fù)載的負(fù)載模型。其中虛擬部件模型和負(fù)載模型由機(jī)床CTOPN 模型驅(qū)動(dòng);負(fù)載模型作為虛擬部件模型的加工負(fù)載源。
(3) 評(píng)估與分析模塊:通過(guò)對(duì)機(jī)床能耗的能耗過(guò)程動(dòng)態(tài)性的建模和仿真,可以獲得全局的詳細(xì)的機(jī)床能耗信息,并且可進(jìn)行定量的原因-結(jié)果分析,為機(jī)床加工過(guò)程的能耗提供一種評(píng)估方法并為機(jī)床節(jié)能優(yōu)化提供數(shù)據(jù)基礎(chǔ)。
圖3 數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗建模與仿真框架
2.1 數(shù)控機(jī)床CTOPN 模型
為增強(qiáng)建模柔性并適應(yīng)參數(shù)化、模塊化的虛擬部件模型,本文采用面向?qū)ο笾x時(shí)Petri 網(wǎng)(CTOPN)方法[16]。一個(gè)典型的CTOPN 模型是一個(gè)七元組
S=OPS,R,C,D, I,O,M0 ? (1)
式中,OPS 為對(duì)象庫(kù)所集,R 為門(mén)變遷集,C 為與對(duì)象庫(kù)所集和門(mén)變遷集關(guān)聯(lián)的著色token 集, D 為著色token 的時(shí)間延遲屬性集, I 為對(duì)象庫(kù)所到門(mén)變遷的輸入傳遞函數(shù)集,O為門(mén)變遷到對(duì)象庫(kù)所的輸出傳遞函數(shù)集,M0為CTOPN模型的初始標(biāo)識(shí)。
為了建立機(jī)床加工過(guò)程的CTOPN 模型,首先可采用面向?qū)ο驪etri 網(wǎng)(OPN)方法建立與機(jī)床狀態(tài)和多能量源運(yùn)行狀態(tài)相關(guān)的狀態(tài)特征模型,然后通過(guò)由token 生成模塊產(chǎn)生的著色賦時(shí)token 及其相應(yīng)屬性來(lái)描述具體加工過(guò)程的運(yùn)行特征。基于機(jī)床狀態(tài)與多能量源運(yùn)行狀態(tài)之間的關(guān)系,建立機(jī)床層OPN 模型,如圖4 所示。機(jī)床當(dāng)前運(yùn)行狀態(tài)與即將執(zhí)行的動(dòng)作共同決定機(jī)床下一個(gè)運(yùn)行狀態(tài)。該方法具有一定柔性,不同生產(chǎn)參與人員可根據(jù)需要建立不同的機(jī)床狀態(tài)與多能量源運(yùn)行狀態(tài)之間的關(guān)系。文獻(xiàn)[17]根據(jù)數(shù)控機(jī)床各能量源的運(yùn)行特征將其劃分為三種基本類型:0-1 型、離散型以及連續(xù)型,其中連續(xù)型能量源是離散型能量源的特殊情況(切削力加載到離散型能量源上)。為了便于描述機(jī)床能耗過(guò)程的動(dòng)態(tài)性,本文進(jìn)一步將數(shù)控機(jī)床能量源劃分為加工進(jìn)度相關(guān)的能量源(如進(jìn)給系統(tǒng),換刀系統(tǒng)等)和加工進(jìn)度無(wú)關(guān)的能量源(如冷卻系統(tǒng),主軸系統(tǒng)等)。結(jié)合文獻(xiàn)[17]的研究,將能量源分成四種類型:① 0-1 型&加工進(jìn)度無(wú)關(guān)能量源(如機(jī)床電氣,冷卻系統(tǒng));② 0-1 型&加工進(jìn)度相關(guān)能量源(如換刀系統(tǒng));③ 離散型&加工進(jìn)度無(wú)關(guān)能量源(如主軸系統(tǒng));④ 離散型&加工進(jìn)度相關(guān)能量源(如進(jìn)給系統(tǒng))。根據(jù)上述對(duì)能量源的分類,建立其通用OPN模型。對(duì)于①類能量源,運(yùn)行狀態(tài)的每一次轉(zhuǎn)變總是基于相應(yīng)的需求,如圖5 所示。
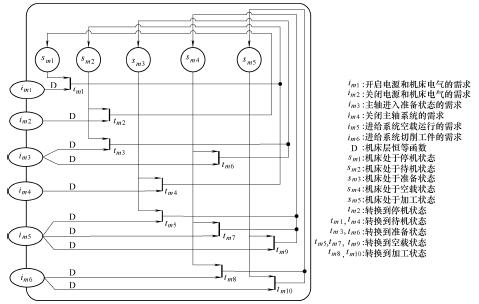
圖4 機(jī)床層OPN
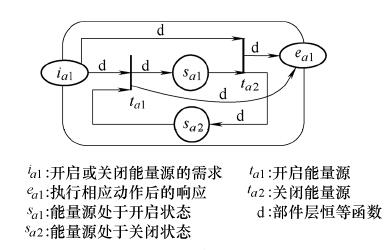
圖5 0-1 型&進(jìn)度無(wú)關(guān)能量源OPN
對(duì)于②類能量源,其處于開(kāi)啟狀態(tài)的持續(xù)時(shí)間由庫(kù)所sb1 (“能量源處于開(kāi)啟狀態(tài)”)中著色token的時(shí)間延遲屬性決定,一旦滿足延遲時(shí)間,變遷tb2(“關(guān)閉能量源”)將發(fā)生,能量源進(jìn)入關(guān)閉狀態(tài),如圖6 所示。此外,在機(jī)床能耗的評(píng)估中應(yīng)該考慮部分與機(jī)床加工過(guò)程相關(guān)的外部事件(如人工的裝載和卸載工件,機(jī)床等待下一個(gè)工件到達(dá)等),這類事件自身不是能量源,但會(huì)影響機(jī)床的運(yùn)行持續(xù)時(shí)間,從而影響機(jī)床能耗。根據(jù)這類事件的特點(diǎn),可采用與圖6 所示相同的OPN 模型。考慮了這類事件的機(jī)床能耗模型可為車(chē)間的調(diào)度提供一種基礎(chǔ)支持。與0-1 型能量源不同,離散型能量源在開(kāi)啟之前將處于準(zhǔn)備狀態(tài)(如主軸系統(tǒng)的變頻器、電動(dòng)機(jī)等準(zhǔn)備好),如圖7 所示,用庫(kù)所sc2來(lái)描述能量源的準(zhǔn)備狀態(tài);并且離散型能量源在開(kāi)啟狀態(tài)下可能動(dòng)態(tài)地調(diào)整運(yùn)行參數(shù),這種情況用變遷tc2和tc3 (“離散型能量源調(diào)整運(yùn)行參數(shù)”)來(lái)描述。③類能量源與①類能量源類似,其運(yùn)行狀態(tài)的每一次轉(zhuǎn)變總是基于相應(yīng)的需求。
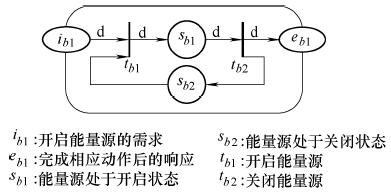
圖6 0-1 型&進(jìn)度相關(guān)能量源OPN
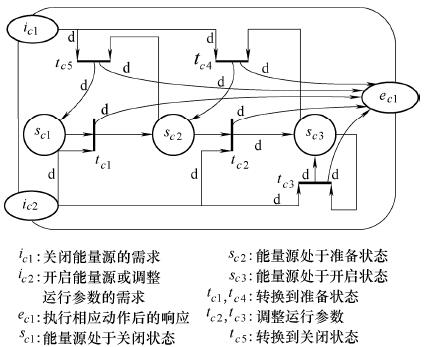
圖7 離散型&進(jìn)度無(wú)關(guān)能量源OPN
對(duì)于離散型&進(jìn)度相關(guān)的能量源,其電動(dòng)機(jī)頻繁地加速、減速或者以恒定速度運(yùn)行一定時(shí)間。這類能量源處于開(kāi)啟狀態(tài)的持續(xù)時(shí)間取決于庫(kù)所sd 3(“能量源處于開(kāi)啟狀態(tài)”)中著色token 的時(shí)間延遲屬性。值得注意的是,當(dāng)時(shí)間延遲結(jié)束后,④類能量源的下一個(gè)運(yùn)行狀態(tài)還取決于其他條件(如加工過(guò)程的下一個(gè)進(jìn)度周期是否在同一個(gè)④類能量源上執(zhí)行)。因此,用庫(kù)所sd 4“( 能量源處于預(yù)準(zhǔn)備狀態(tài)”)來(lái)表示能量源開(kāi)啟與準(zhǔn)備之間的過(guò)渡狀態(tài),如圖8所示。
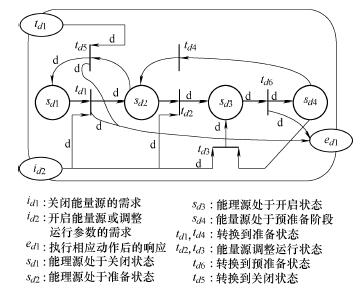
圖8 離散型&進(jìn)度相關(guān)能量源OPN
2.2 虛擬部件模型及負(fù)載模型
Petri 網(wǎng)方法適合于對(duì)復(fù)雜系統(tǒng)進(jìn)行建模以及對(duì)控制順序進(jìn)行優(yōu)化,但它在對(duì)子系統(tǒng)的參數(shù)影響分析方面不夠詳細(xì)。另一方面,虛擬仿真技術(shù)在機(jī)床開(kāi)發(fā)等領(lǐng)域已經(jīng)得到廣泛使用,它能夠詳細(xì)描述參數(shù)的影響。由于仿真工具的使用,虛擬仿真模型變得越來(lái)越準(zhǔn)確、快捷和可靠,而仿真所消耗的時(shí)間和成本卻在降低。Petri 網(wǎng)和虛擬仿真技術(shù)都是已有的方法,它們都是針對(duì)特定應(yīng)用建立起來(lái)的解決問(wèn)題的方法。將這兩種方法結(jié)合起來(lái),更適于從全局的角度詳細(xì)地評(píng)估機(jī)床動(dòng)態(tài)的能耗。
首先,能量源的虛擬仿真模型必須保證適當(dāng)?shù)目刹僮餍砸约白銐虻臏?zhǔn)確度來(lái)評(píng)估機(jī)床能耗。精確地再現(xiàn)能量源的運(yùn)行行為不是能耗仿真模型的目的,面向能耗的能量源虛擬模型只考慮影響機(jī)床能耗的主要因素。其次,基于文獻(xiàn)[18]的假設(shè)可對(duì)虛擬能量源進(jìn)行必要的簡(jiǎn)化:假設(shè)能量源被正確設(shè)計(jì)并且在恰當(dāng)?shù)倪\(yùn)行條件下工作,這樣就可以提前假設(shè)一系列物理參數(shù)(如電動(dòng)機(jī)或傳動(dòng)系統(tǒng)內(nèi)部的溫度等),而不用搭建復(fù)雜的數(shù)值模型來(lái)評(píng)估這些參數(shù)。
虛擬部件模型可用公式或表格表示,這些公式或表格表達(dá)了運(yùn)行參數(shù)及輸入與部件能耗之間的關(guān)系[18]。作者所在的研究所的早期研究中,建立了數(shù)控機(jī)床多源能量流的數(shù)學(xué)模型[12],該研究描述了數(shù)控機(jī)床各個(gè)能量源的能耗環(huán)節(jié)以及影響能耗的因素,可以作為虛擬部件建模的基礎(chǔ)。
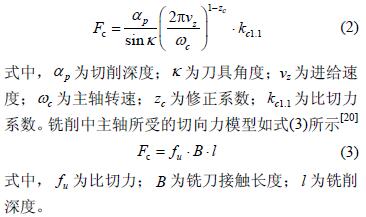
加工單元?jiǎng)討B(tài)地受加工負(fù)載影響。相對(duì)主軸系統(tǒng)而言,加工負(fù)載對(duì)進(jìn)給系統(tǒng)的功率影響較小,可采用進(jìn)給系統(tǒng)空載功率近似評(píng)估其在切削狀態(tài)下的功率[20],因此本文忽略軸向力及徑向力對(duì)進(jìn)給系統(tǒng)功率的影響,主要考慮切向力Fc對(duì)主軸系統(tǒng)的功率影響。各加工類型的主切削力(切向力)模型已有文獻(xiàn)進(jìn)行了大量研究,本文以車(chē)削和銑削為例,車(chē)削中主軸所受的切向力模型如式(2)所示[19]
3 、CTOPN 和虛擬部件的驅(qū)動(dòng)關(guān)系
在數(shù)控機(jī)床動(dòng)態(tài)能耗建模與仿真框架中,通過(guò)CTOPN 中“變遷”蘊(yùn)含的信息來(lái)驅(qū)動(dòng)虛擬部件模型實(shí)現(xiàn)對(duì)數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗特性的建模。其中,機(jī)床CTOPN 模型分為部件層和機(jī)床層,部件層CTOPN 直接驅(qū)動(dòng)虛擬部件的運(yùn)行,以及驅(qū)動(dòng)機(jī)床層CTOPN 運(yùn)行狀態(tài)的變化,詳細(xì)驅(qū)動(dòng)關(guān)系如圖9 所示。當(dāng)Petri 網(wǎng)模型中的特定變遷滿足發(fā)生條件時(shí),變遷發(fā)生,并同時(shí)將著色token 攜帶的能量源運(yùn)行信息發(fā)送至相應(yīng)的虛擬部件。對(duì)于0-1 型能量源,其Petri 網(wǎng)模型只發(fā)送開(kāi)啟和關(guān)閉兩種信號(hào);對(duì)于離散型能量源,除了開(kāi)啟和關(guān)閉能量源的信號(hào)外,還將運(yùn)行參數(shù)發(fā)送至虛擬部件。當(dāng)機(jī)床進(jìn)入加工狀態(tài)時(shí)(即機(jī)床層變遷tm8或tm10 滿足條件發(fā)生變遷),相應(yīng)著色token 攜帶的切削條件被發(fā)送到負(fù)載模型,通過(guò)負(fù)載模型計(jì)算得到的切削力將加載到加工單元。
4 、應(yīng)用實(shí)例
下面以一臺(tái)C2-6136HK 數(shù)控車(chē)床加工棒料為例說(shuō)明數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗建模與仿真方法。本案例所用工件材料為45 鋼,毛坯直徑29.94 mm,車(chē)削長(zhǎng)度80 mm,切削條件如表1 所示。本案例中采用的C2-6136HK 的能量源包括:風(fēng)扇伺服系統(tǒng)、主軸系統(tǒng)、進(jìn)給系統(tǒng)以及冷卻系統(tǒng)。在機(jī)床運(yùn)行過(guò)程中風(fēng)扇伺服系統(tǒng)和冷卻系統(tǒng)的功率大小與負(fù)載無(wú)關(guān),且功率值基本保持恒定,因此采用額定功率值表示其虛擬部件模型。主軸系統(tǒng)為機(jī)械主軸,主軸與進(jìn)給系統(tǒng)的功率均受加工參數(shù)動(dòng)態(tài)影響,因此采用數(shù)學(xué)模型作為其虛擬部件模型,該模型基于作者所在研究團(tuán)隊(duì)的早期研究[21]。
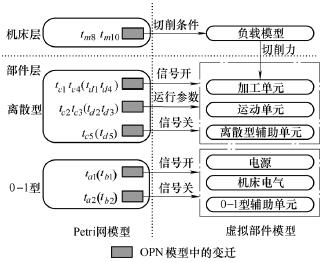
圖9 Petri 網(wǎng)模型對(duì)虛擬部件的驅(qū)動(dòng)關(guān)系
表1 試驗(yàn)1 切削條件

4.1 數(shù)控機(jī)床動(dòng)態(tài)能耗模型建立
首先,將機(jī)床層OPN 表示為P0,部件層根據(jù)上述對(duì)能量源的分類,將裝載與卸載工件事件表示為P1,將0-1 型&進(jìn)度無(wú)關(guān)能量源冷卻系統(tǒng)和風(fēng)扇伺服系統(tǒng)分別表示為P2和P3,將離散型&進(jìn)度無(wú)關(guān)能量源主軸系統(tǒng)表示為P4,將離散型&進(jìn)度相關(guān)能量源進(jìn)給系統(tǒng)表示為P5。然后,采用兩個(gè)層級(jí)門(mén)變遷分別表示能量源運(yùn)行需求和更新機(jī)床運(yùn)行狀態(tài)需求,每個(gè)層級(jí)門(mén)變遷由若干輸入變遷和一個(gè)輸出變遷組成。基于由相應(yīng)NC 代碼提取生成的著色賦時(shí)token,設(shè)置各弧上權(quán)函數(shù),得到機(jī)床加工過(guò)程的CTOPN 模型,如圖10 所示。最后建立各能量源Petri網(wǎng)模型中變遷與虛擬部件模型的映射關(guān)系。
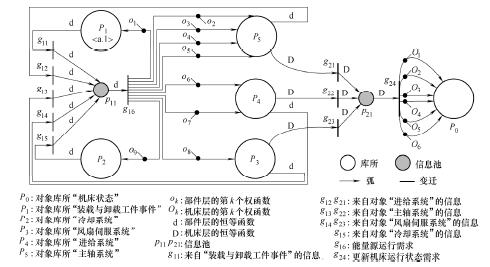
圖10 機(jī)床加工過(guò)程的CTOPN 模型
4.2 能耗仿真與分析
構(gòu)造的數(shù)控機(jī)床動(dòng)態(tài)能耗模型通過(guò)Matlab/Simulink 仿真平臺(tái)進(jìn)行仿真。仿真獲得的機(jī)床總能耗為37.95W? h ,采用HIOKI3390 功率分析儀監(jiān)測(cè)機(jī)床實(shí)際總能耗為39.5W? h ,如圖11 所示,仿真與監(jiān)測(cè)結(jié)果之間的誤差為4%,在可接受范圍內(nèi),證明了該方法的可行性。仿真結(jié)果分別從數(shù)控機(jī)床運(yùn)行狀態(tài)角度和多能量源角度全面地展示了加工過(guò)程的能耗分布情況,可為不同的生產(chǎn)參與人員提供需求的機(jī)床能耗信息,如表2 和表3 所示。從機(jī)床狀態(tài)角度可知機(jī)床在各個(gè)狀態(tài)下的運(yùn)行時(shí)間及能耗,主要時(shí)間及能量消耗集中在加工狀態(tài)。從能量源角度可知數(shù)控機(jī)床各個(gè)能量源的運(yùn)行時(shí)間及能耗情況,主軸系統(tǒng)及風(fēng)扇伺服系統(tǒng)為加工過(guò)程中的主要能量消耗源。將各機(jī)床狀態(tài)能耗分解到各個(gè)能量源,使加工過(guò)程的能耗分布情況進(jìn)一步透明化,有利于從策略和技術(shù)上發(fā)現(xiàn)節(jié)能潛能,如圖12 所示。例如在機(jī)床準(zhǔn)備和空載階段可考慮關(guān)閉冷卻系統(tǒng),在機(jī)床加工階段,主軸系統(tǒng)能耗較大,可考慮采用高效主軸等。
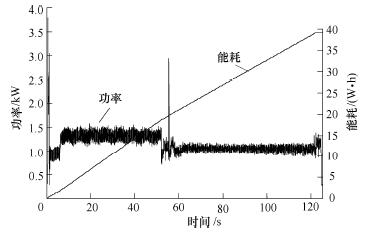
圖11 棒料車(chē)削實(shí)際加工功率及能耗
表2 數(shù)控機(jī)床各運(yùn)行狀態(tài)能耗分析結(jié)果

表3 數(shù)控機(jī)床各能量源能耗分析結(jié)果
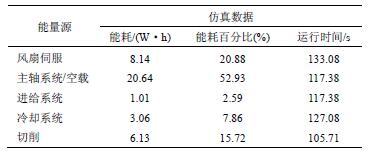
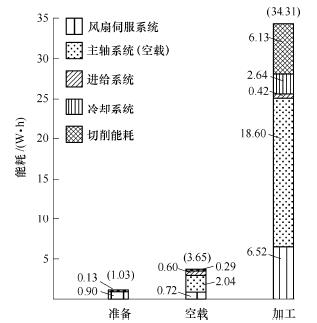
圖12 數(shù)控機(jī)床各運(yùn)行狀態(tài)下的能耗詳細(xì)分析
下面對(duì)棒料車(chē)削試驗(yàn)1 的切削條件進(jìn)行調(diào)整,設(shè)置試驗(yàn)2,試驗(yàn)2 切削條件如表4 所示,其余加工條件同試驗(yàn)1。通過(guò)對(duì)機(jī)床能耗變化的原因-結(jié)果進(jìn)行定量分析,提出節(jié)能建議。
表4 試驗(yàn)2 切削條件

試驗(yàn)1 與試驗(yàn)2 中加工進(jìn)度相關(guān)能量源對(duì)加工進(jìn)度無(wú)關(guān)能量源能耗影響的變化如圖13 所示。
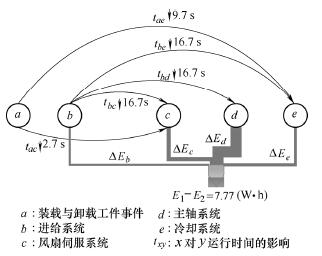
圖13 能量源相互能耗影響定量分析
試驗(yàn)2 在裝載工件時(shí)關(guān)閉了切削液,并且裝載時(shí)間減少,這兩個(gè)事件使冷卻系統(tǒng)運(yùn)行時(shí)間共減少12.4 s ,而在粗精加工階段由于進(jìn)給速度的提高,受進(jìn)給系統(tǒng)運(yùn)行時(shí)間影響的風(fēng)扇伺服系統(tǒng)、主軸系統(tǒng)以及冷卻系統(tǒng)的運(yùn)行時(shí)間均減少16.7 s 。與試驗(yàn)1 相比,試驗(yàn)2 在加工時(shí)間及能量源運(yùn)行功率變化的情況下,試驗(yàn)2 比試驗(yàn)1 加工時(shí)間減少19.4 s ,共節(jié)能7.77W? h ,如式(8)所示。其中,進(jìn)給系統(tǒng)能耗減小0.09 W? h ,風(fēng)扇伺服系統(tǒng)能耗減小1.13W? h ,主軸系統(tǒng)能耗減小5.26W? h ,冷卻系統(tǒng)能耗減小0.54W? h ,如式(4)~(7)所示。通過(guò)分析可知,適當(dāng)降低主軸轉(zhuǎn)速及提高進(jìn)給速度有利于節(jié)能
下面運(yùn)用本文的動(dòng)態(tài)能耗建模與仿真方法,對(duì)一個(gè)實(shí)際加工零件差動(dòng)殼體的加工過(guò)程進(jìn)行加工時(shí)間及機(jī)床能耗分析,差動(dòng)殼體零件圖如圖14 所示,毛坯材料為經(jīng)調(diào)質(zhì)處理的45 鋼,加工工藝及相應(yīng)切削參數(shù)如表5 所示。
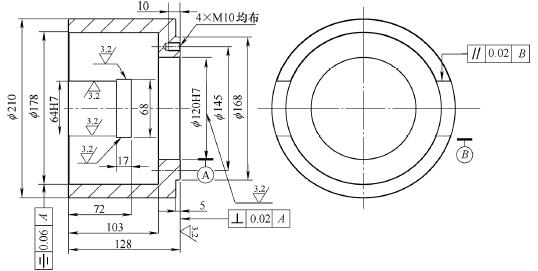
圖14 差動(dòng)殼體零件圖
表5 差動(dòng)殼體切削條件
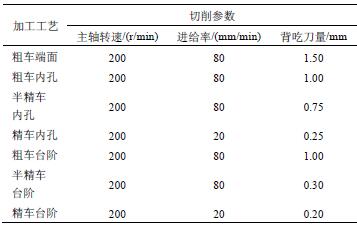
差動(dòng)殼體零件在C2-6136HK 數(shù)控車(chē)床上加工,內(nèi)孔的粗加工采用粗車(chē)循環(huán)方式,其余加工均為單次走刀。通過(guò)仿真可得該零件加工共耗時(shí)3 348.8s,總能耗為1 528.19W? h 。各能量源能耗及總能耗的仿真值與監(jiān)測(cè)值對(duì)比如圖15 所示,監(jiān)測(cè)總能耗為1 630.9W? h ,仿真總能耗與監(jiān)測(cè)值之間的誤差為6.3%,在可接受范圍內(nèi),證明了該模型的可行性。
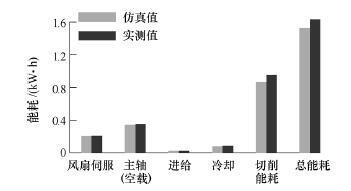
圖15 差動(dòng)殼體加工能耗仿真值與監(jiān)測(cè)值比較
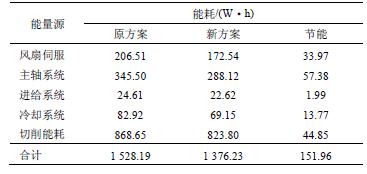
各機(jī)床狀態(tài)及能量源的能耗分布情況如圖16所示。機(jī)床在準(zhǔn)備狀態(tài)下只有風(fēng)扇伺服系統(tǒng)開(kāi)啟,能耗為1.97W? h ;在空載狀態(tài)下,風(fēng)扇伺服系統(tǒng)和主軸系統(tǒng)的能耗占到該狀態(tài)下總能耗的73.5%,是因?yàn)閮烧叩墓β氏妮^大;機(jī)床在加工狀態(tài)下的運(yùn)行時(shí)間為3 133.8 s ,其中2 648.25 s 機(jī)床在進(jìn)行粗加工,進(jìn)給速度和切削深度較大,作用在主軸系統(tǒng)上的切削力較大,導(dǎo)致機(jī)床加工狀態(tài)下的切削能耗占到該狀態(tài)下總能耗的56.8%,為868.65W? h 。由上述分析可知,差動(dòng)殼體加工過(guò)程中,粗車(chē)內(nèi)孔所消耗的時(shí)間及能耗最大,考慮適當(dāng)將粗車(chē)內(nèi)孔的進(jìn)給速度增大到100mm / min ,經(jīng)仿真得到新方案與原方案的能耗比較如表6 所示。采用新方案,粗車(chē)內(nèi)孔時(shí)主軸系統(tǒng)所提供的切削功率平均增大了206.43W,但零件加工總時(shí)間減少了550.8 s ,新方案比原方案共節(jié)能151.96W.h 。
綜上所述,在零件實(shí)際生產(chǎn)加工前,應(yīng)用本文模型可快速評(píng)估不同加工方案下零件的加工時(shí)間及數(shù)控機(jī)床能耗分布情況,分析節(jié)能潛能,提出節(jié)能建議。在節(jié)能策略方面,既可通過(guò)改變輔助部件啟停策略來(lái)節(jié)能,如在棒料車(chē)削案例中,當(dāng)機(jī)床處于準(zhǔn)備狀態(tài)時(shí)關(guān)閉冷卻系統(tǒng);還可以規(guī)范工人的裝卸操作流程來(lái)減少機(jī)床處于準(zhǔn)備狀態(tài)的時(shí)間。在節(jié)能技術(shù)方面,可發(fā)現(xiàn)功率消耗較大的能量源,采用高效部件替換。在工藝參數(shù)優(yōu)化方面,可在保證加工質(zhì)量前提下,優(yōu)化能量源運(yùn)行參數(shù),降低功率消耗或縮短加工時(shí)間。如在棒料車(chē)削案例中,降低主軸系統(tǒng)的運(yùn)行參數(shù)以減小功率消耗;以及增大加工進(jìn)度相關(guān)能量源進(jìn)給系統(tǒng)的運(yùn)行參數(shù)來(lái)減少零件加工時(shí)間及各能量源能耗;在差動(dòng)殼體案例中,經(jīng)分析適當(dāng)提高粗車(chē)內(nèi)孔進(jìn)給速度,實(shí)現(xiàn)節(jié)能。未來(lái)研究可將本文建模框架與智能算法結(jié)合,探索加工方案的節(jié)能潛能并實(shí)現(xiàn)策略、參數(shù)方面的優(yōu)化,以減小零件加工的時(shí)間及能耗。
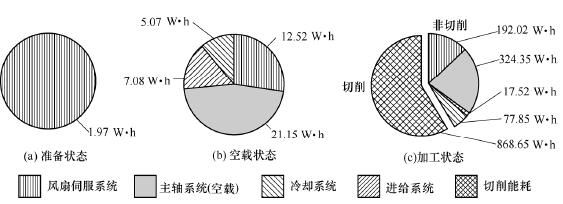
圖16 差動(dòng)殼體零件加工機(jī)床能耗分布
表6 差動(dòng)殼體加工節(jié)能效果對(duì)比
5 、結(jié)論
(1) 數(shù)控機(jī)床能量系統(tǒng)是一個(gè)多能量源系統(tǒng),根據(jù)各耗能部件的運(yùn)行方式以及與加工進(jìn)度的關(guān)聯(lián)性,數(shù)控機(jī)床多能量源系統(tǒng)可分為0-1 型&進(jìn)度無(wú)關(guān)能量源、0-1 型&進(jìn)度相關(guān)能量源、離散型&進(jìn)度無(wú)關(guān)能量源、離散型&進(jìn)度相關(guān)能量源等四類。
(2) 分析了數(shù)控機(jī)床能耗的動(dòng)態(tài)特征,包括數(shù)控機(jī)床及多能量源的運(yùn)行狀態(tài)的動(dòng)態(tài)性分析和數(shù)控機(jī)床多能量源受加工參數(shù)影響的動(dòng)態(tài)特性分析。
(3) 基于數(shù)控機(jī)床能耗動(dòng)態(tài)性分析,建立了數(shù)控機(jī)床多能量源的能耗建模與仿真框架模型,其中采用面向?qū)ο驪etri 網(wǎng)(OPN)方法建立與機(jī)床及其多能量源運(yùn)行狀態(tài)相關(guān)的狀態(tài)特征模型,然后通過(guò)由token 生成模塊產(chǎn)生的著色賦時(shí)token 及其相應(yīng)屬性來(lái)描述具體加工過(guò)程的運(yùn)行特征,建立機(jī)床層和部件層的CTOPN 模型;采用數(shù)控機(jī)床多源能量流的數(shù)學(xué)模型建立虛擬部件模型;最后通過(guò)CTOPN 中“變遷”蘊(yùn)含的信息來(lái)驅(qū)動(dòng)虛擬部件模型實(shí)現(xiàn)對(duì)數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗特性的建模。應(yīng)用實(shí)例表明,采用數(shù)控機(jī)床多能量源的動(dòng)態(tài)能耗建模與仿真框架,可快速建立機(jī)床能耗的評(píng)估與分析模型,該模型可重用,可擴(kuò)展,可為數(shù)控機(jī)床能量消耗預(yù)測(cè)和節(jié)能優(yōu)化等一系列實(shí)際問(wèn)題的解決提供支持。
本文的不足之處在于沒(méi)有研究電主軸及其相應(yīng)冷卻單元的能耗特性,未來(lái)研究將進(jìn)一步深入考慮高速數(shù)控機(jī)床這一特點(diǎn)。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別