


摘 要: 為了實現深孔加工過程中孔軸線偏斜的在線測量,采用超聲波測厚方法,通過建立測量過程中的極坐標參數模型,推導出了間接測量中測量目標與實測數據之間的函數關系;通過 Grubbs準則剔除粗大誤差,提出了一種孔軸線偏斜在線測量方法.通過實例驗證,結果表明:該方法實現了深孔加工過程中軸線的走偏方向和走偏量的精確在線檢測,測 量 誤 差 為±0.01mm.
關鍵詞: 深孔加工;超聲波測厚;孔軸線偏斜;測量誤差
隨著裝備制造工藝的不斷提高,深孔加工技術在機加工行業中得到廣泛應用,由于新型材料的不斷出現、深孔加工異形件的增多,深孔加工難度越來越大,同時對加工質量的要求也不斷提高.在深孔加工質量要素當中,孔軸線的偏斜是檢驗被加工孔精度最重要的指標之一,也是最不穩定的質量要素[1].孔軸線偏移即孔軸線的直線度誤差,是 指 被加工孔的實際軸線與理論軸線的偏差.直線度誤差是實際軸線與理想軸線之間的變動量,用于控制平面或空間直線的形狀誤差.直線度公差帶的形狀大致分為給定 平 面、給 定 方 向 和 任 意 方 向 這 三 種 情況,深孔直線度誤差屬于任意方向的直線度誤差.由于深孔加工過程中存在著很多不利因素,如導向套間隙過大、鉆桿剛度不足、工件材質不均、刀具結構上的不對稱以及機床各部件裝配中的同軸度誤差等,會導致鉆頭的鉆進方向會偏離工件軸線,引起孔軸張的偏斜[2].目前,由于深孔加工的 過 程 復
雜,引起孔軸線偏移的因素多樣,很難建立精確的數學模型.針對孔軸線的偏斜問題,大多數的加工都采用一定的方法進行減小或者校正,如采用提高切削系統的精度和剛度,及時更換有磨損間隙的導向套,對回轉類工件采用先加工孔后以孔為基準加工外圓的工藝來消除孔軸線偏 斜[3-4].這 些 方 法 盡管可減少孔軸線偏斜的程度,但不能完全解決孔軸線的偏斜問題.
深孔加工中,大部分孔的偏斜都是從鉆頭切入工件開始,由于刀具具有良好的自導向性,因而加工出的孔即使有較大直線度誤差,自身仍保持著良好的直線性,因此這種偏斜是隨著孔深的加大而不斷加劇的.一般深孔實體鉆削過程耗時較長,若能采用在線測量的方法對深孔加工過程進行實時監測,在加工出現偏斜趨勢時能立即對加工系統進行調整和干預,就可避免偏斜量的超差,從而減少和消除由孔軸線偏斜而造成的廢品率.大部分深孔零件大都具有長度大、孔徑小的特點,孔內可用以直接檢測深孔直線度的空間非常有限,因而直線度檢測操作難度較大.目前,在實際生產中多使用直線度量規法和杠桿測量法,但檢測自動化水平低,檢測精度不高,易受到場地限制,通常用于較低精度的短孔零件直線度測量[5].文獻[6]采用氣動量儀測量,將被測孔徑尺寸的變化轉化成氣體流動壓力的變化或流量的變化,其測量精度高,可用于非接觸測量,測量力小,對易變形薄壁零件的測量特別有利,適用于大批量生產測量,量儀結構簡單,對環境要求低,可實現自動檢測.文獻[7]采用校直望遠鏡測 量 法,該 方 法 有 結 構 簡 單,操 作 方 便,成 本 低廉,應用范圍廣,瞄準精度高等特點,但只適合測量加工好的大通孔.文獻[8]采用的激光準直法,具有瞄準方便,測量效率高,測量精度較高和容易實現自動化等優點.以上在生產中使用的深孔直線度測量方法,都是對已加工孔的直線度測量,無法在加工過程中實現在線測量,因而具有事后性,無法實現在深孔加工過程中的質量控制.超聲波測壁厚法具有測量儀器體積小、結果穩定性好、測量速度快和精度高等 優 點,是較為先進實用的一種檢測手段.其測量精度與所用儀器的分辨率有關,對零件的外圓加工表面質量要求高.對于工件不動刀具旋轉并進給的加工過程來說,可以實現加工過程中的在線測量并能滿足高精度測量的要求.文中采用超聲波測厚方法,通過建立測量過程中的極坐標參數模型,導出了間接測量中測量目標與實測數據之間的函數關系,并采用最大誤差限幾何法對測量誤差進 行 估 計,以期實現深孔軸線偏斜的在線精確測量.
1、測量原理和方法
1.1 測量原理
超聲波在相同介質中傳播時的速度是恒定的,當遇到不同介質分界面時有反射特性,根據這一特性對已加工孔的壁厚測量,從測出的固定位置的壁厚尺寸,計算出孔軸線的直線度誤差.
根據三點定圓的原理,要得到圓心位置及其半徑大小,至少要測量圓上三個點的位置,然后才可以確定在該處內孔上的偏移量δ,偏斜的方向θ以及該處孔的內徑.本檢測裝置采用3個超聲波雙晶探頭來檢測3個位置點的厚度值,考慮到在線測量的方便性,檢測系統安裝臥式深孔鉆鏜床加工工件的外圓表面,以機床坐標系為準,主軸方向為Z軸,
前后水平方向為 X 軸,豎直方向為Y.通過測量在Z 軸上不同位置的孔壁厚,來確定在各位置處的孔軸線的偏斜情況,并依據偏斜量的大小來確定是否進行偏斜糾正,如需要則在偏斜角的反方向進行糾正,以防止偏斜過大出現加工超差的情況出現.每一個檢測位置由XY 平面構成,在X 軸的正負方向上布兩個檢測點 Ⅰ 和 Ⅲ,并在Y 方向而一檢測點Ⅱ,探頭聲 波 的 入 射 方 向 均 為 工 作 外 圓 的 法 線 方向,即指向外圓圓心,如圖1所示.
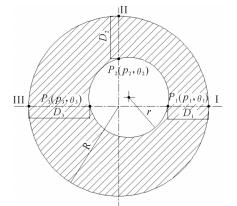
圖1 偏心量測量極坐標原理圖
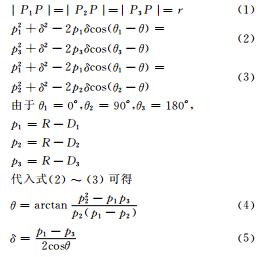
圖1中R 為所工件的外圓半徑,r為加工出的深孔半徑,三點處的檢測厚度分別為D1、D2 和D3,點P(δ,θ)為 內 孔 在 該 處 截 面 上 的 圓 心,P1(p1,θ1),P2(p2,θ2)和P3(p3,θ3)分別為A、B和C 三點聲波入射線與 已 加 工 出 的 深 孔 孔 壁 的 交 點,其 中p1、p2 和p3 為極徑,θ1、θ2 和θ3為極角.
1.2 測量方法
所測三點共處于半徑為r的圓上,故有
2、測量數據處理
2.1 粗大誤差的剔除
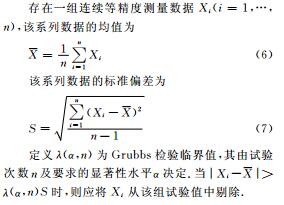
由于在線測量過程不穩定,容易出現測量的厚度值超過誤差限的粗大誤差,可以通過多次測量數據平滑的方法剔除粗大誤差,使測量誤差數據控制在測量系統誤差范圍內;由于測量次數較少,文中采用 Grubbs準則對粗大誤差進行消除.
2.2 系統誤差估計
系統采用間接測量方法,由于式(4)~ (5)所表示的函數比較復雜,無法運用傳統誤差計算公式進行誤差傳遞的理論推導,文中采用幾何方法對誤差極限進行估計,建立三點厚度的直接測量的極限誤差對孔軸線的偏心量的誤差極限進行估計.在被測工件布置有三個相同型的超聲波測厚裝置,根據誤差相似原理,可以認為三個裝置的測量誤差是一致,即每個裝置的測量誤差都在 ±Δ 范圍內.根據測量 結 構,在 Ⅰ、Ⅱ 和 Ⅲ 位置分別確定 極限點
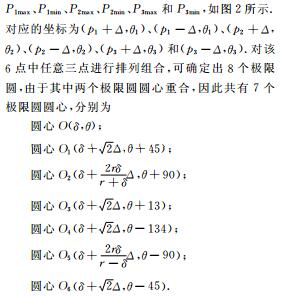
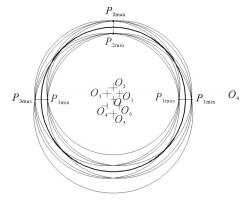
圖2 誤差極限點三點定圓法原理圖
由 以上誤差 限 可 知,當 測 量 誤 差 全 為 最 大 和最小極限時,測量為零誤差,當 P1 點和 P2 點為最大極限,而P3 點為最小極限時,測量誤差最大,為2r/(r-δ)Δ,因而-90°為誤差敏感方向,即如果孔軸線沿著該方向偏斜時的測量誤差最大,可估計其最大的測量偏差為 ±2r/(r-δ)Δ.
3、測量實例及分析
通過 本 裝 置 對 采 用 BTA 型內排屑深孔鉆床上加 工 的 管 類 零 件 進 行 測 量,零 件 外 徑 50.12mm,長度1600mm,深 孔 孔 徑 18.4mm,材 料為不銹鋼304,牌號為10Cr18Ni9Ti,測厚所用 PX-7/PX-7DL型高 精 密 超 聲 波 測 厚 儀 為 雙 晶 測 厚 探頭,測厚范圍為0.15~25.4mm,可調聲速范圍為1250~10000 m·s-1,單 個 測 頭 顯 示 分 辨 率 為0.001mm,測量精度為±0.005mm.
3.1 聲速設定和厚度測量
為確保測量準確性,在每次檢測被加工深孔零件開始前,首先要確定該材料的聲速值.選一該零件料頭制作成厚度為 (20±0.001)mm 的標準尺寸的試塊,通過測定試樣的厚度與聲波在通過該厚度時的傳播時間計算聲速,即
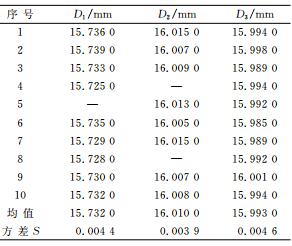
表1 三點原始測厚數據表
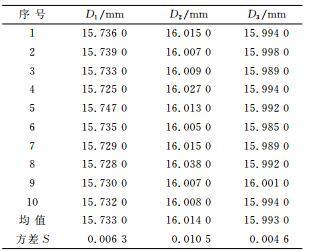
在顯著性水平0.05下,利用 Grubbs準則分別對測量結 果 進 行 判 定,剔除數據后的數據見表2.將測量均值作為在該處最終測量厚度,工作外圓半徑R 為 25.06 mm,由 此 可 得 p1 =9.328 mm,p2=9.050mm,p3=9.067mm.代 入 式(4)~(5)可得θ=-48.55°,δ=0.197mm.
3.2 測量誤差分析
由于本裝置采用間接測量方法,因而存在誤差的傳遞,文中對誤差傳遞采用誤差限的方法作了估計,在整個測量過程中,主要有如下幾類的測量誤差對測量結果有影響,即工件外圓的測量誤差Δ1,孔的圓度誤差Δ2 和孔心位置測量誤差Δ3.這幾類誤差相對獨立,對于一確定本加工系統中工件,外圓測量誤差Δ1 為±0.001mm,孔 的 圓 度 誤 差 Δ2為±0.001mm,孔心位置測量誤差為
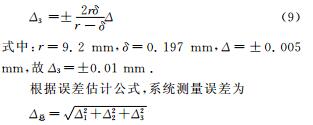
由此可得出系統測量誤差為±0.01mm,為單超聲波測頭精度的2倍.
表2 處理后的有效測量數據表
4、結 論
1)文中通過建立測量過程中的極坐標參數模型,得到了間接測量中測量目標與實測數據之間的函數關系,提出了一種孔軸線偏斜在線測量方法.該方法實現了深孔加工過程中孔軸線偏斜的在線測量.
2)采用最大誤差限幾何法對測量誤差進行估計,實現了深孔加工過程中軸線的走偏方向和走偏量的精確在線檢測,測量誤差為±0.01mm
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

