


摘 要:負(fù)壓抽屑裝置是保障深孔加工排屑順暢的有力手段。本文提出建立充分考慮流量、流速、間隙寬度、噴射夾角等影響因素的負(fù)壓抽屑數(shù)學(xué)模型,分析這些因素對抽屑效果的影響,并利用 FLUENT 軟件對有無負(fù)壓抽屑裝置情況下分別進(jìn)行仿真對比,量化研究其抽屑效果。結(jié)果表明:射流噴嘴的間隙和噴射角是影響負(fù)壓抽屑效果的關(guān)鍵因素;無負(fù)壓裝置時,切屑在排屑通道中只受到推力,并且隨位移逐漸減弱;當(dāng)推力減小到小于阻力時,切屑容易在排屑口尾部滯留,發(fā)生堵屑現(xiàn)象;加載負(fù)壓抽屑裝置時,在排屑通道尾部形成壓力差,產(chǎn)生 3 倍于排屑通道推力的吸力,使切屑在通道尾部受到一個強(qiáng)力的加速度,克服切屑阻力,排屑效果提高了200%。
關(guān)鍵詞:深孔加工 負(fù)壓抽屑 FLUENT 軟件 仿真分析
引言
近年來,隨著制造業(yè)的迅猛發(fā)展,深孔加工技術(shù)加工效率及精度的提高成為制約整個制造裝配技術(shù)的發(fā)展瓶頸。排屑不暢是影響深孔加工技術(shù)發(fā)展的主要問題之一,特別是在高速加工小深孔時,極易發(fā)生堵屑現(xiàn)象,造成廢品率較高[1-2]。如何保證深孔加工排屑順暢,成為各大科研院所及院校關(guān)注的熱點。
目前,解決排屑困難的常規(guī)途徑有三種:拓展排屑空間,控制切屑形態(tài)和增強(qiáng)排屑動力。負(fù)壓抽屑技術(shù)就是采用第三種排屑途徑的一種方式。它增加其抽吸力,實現(xiàn)主動排屑[3]。
1 、負(fù)壓抽屑工作原理
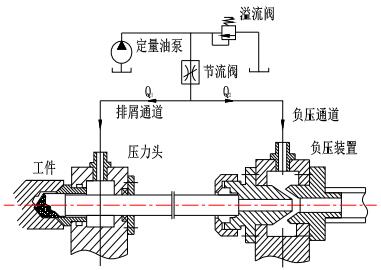
圖 1 負(fù)壓抽屑裝置示意圖
如圖 1 所示,高壓切削液經(jīng)節(jié)流閥分為兩支液流:前一支液流經(jīng)排屑通道流向切削刃,推切屑進(jìn)入出屑口;后一支液流穿過負(fù)壓通道,形成環(huán)形射流,產(chǎn)生負(fù)壓抽吸效應(yīng),從而增加鉆桿內(nèi)部前后壓力差,即通過產(chǎn)生的負(fù)壓來增強(qiáng)系統(tǒng)的排屑動力[4]。實踐證明,它在排屑過程中起到了一定的作用。
2、 負(fù)壓抽屑裝置數(shù)學(xué)模型
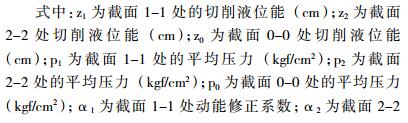
圖 2 為負(fù)壓抽屑匯流模型,沿程流動過程中存在流體匯流的情況:截面 1-1 為排屑通道,通道直徑為 D1,流經(jīng)其流量為 Q1,流速為 v1;截面 2-2 為負(fù)壓通道,射流間隙為δ,流經(jīng)其流量為 Q2,流速為 v2;截面 0—0 為匯流后的總通道,通道直徑為 D2,流經(jīng)其流量為 Q0,流速為 v0[5-7]。
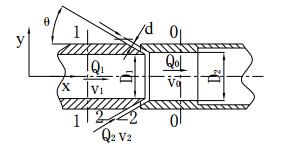
圖 2 負(fù)壓抽屑匯流模型
如圖 2 所示,對于支流與總流,根據(jù)質(zhì)量守恒定律,有
Q0=Q1+Q2 (1)
沿 流 動 方 向 分 別 寫 出 過 流 截 面 1-1 與 0-0、2-2 與0-0 之間總流的伯努利方程:
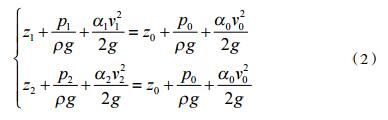
式中,θ 為射流噴嘴的噴射角。
以上所建數(shù)學(xué)模型的假設(shè)條件為:①排屑通道與負(fù)壓通道中切削液的溫度相同;②切削液無粘性作用;③切削液無雜質(zhì)且不可壓縮;④排屑通道與負(fù)壓通道中的切削液均為二維無旋流動。
3 、負(fù)壓抽屑裝置仿真分析
(1)建立模型。為了分析比較負(fù)壓通道中流量變化對負(fù)壓的影響,將圖 2 所示的其他參數(shù)均設(shè)置成定值,所以令 D1=17mm,δ=0.45mm,θ=30°,D2=D1+2δcosθ。利用前處理器 GAMBIT 軟件進(jìn)行建模、劃分網(wǎng)格并設(shè)置 邊 界 條 件 。 設(shè) 置 入 口 邊 界 條 件 為 速 度 入 口 邊 界(VELOCITY_INLET),出口邊界為自然流出(OUTFLOW),其他邊界均為壁面邊界(WALL),最后將文件保存成.msh格式。所建流場的二維仿真模型及其局部放大圖如圖 3所示。
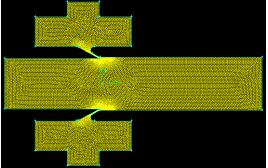
圖 3 流場二維仿真模型
(2)求解器的設(shè)置。將 GAMBIT 生成的.msh 網(wǎng)格文件導(dǎo)入 FLUENT 中,首先檢查網(wǎng)格質(zhì)量,如果沒問題,便可對模型進(jìn)行仿真。
所設(shè)流體材料為硫化切削液 (Sulfur-Liquid),其密度為 2000kg/m3,粘度為 1.72×10-5kg/m·s;在邊界條件的設(shè)置中,令排屑通道流量為 92L/min,分析負(fù)壓通道中流量為46L/min,即排屑通道進(jìn)油口速度為 6.76m/s,射流口速度為 31.9m/s;收斂準(zhǔn)則選擇差分方程表示的連續(xù)方程兩邊的計算差值小于 0.0001 為準(zhǔn)。
(3)仿真結(jié)果。經(jīng)仿真運算,總壓力云圖、速度云圖及負(fù)壓區(qū)徑向截面全壓力 XY 散點圖分別如圖 4(a)、(b)所示。
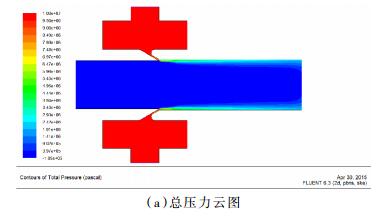
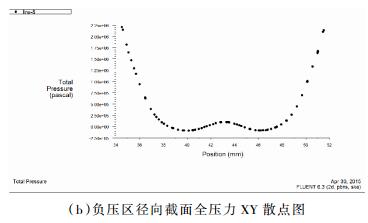
圖 4 仿真結(jié)果圖
4 、無負(fù)壓抽屑裝置的仿真分析
(1) 建立模型。建立無負(fù)壓抽屑裝置的三維模型,即僅 有 排 屑 通 道 ,D1=17mm。 設(shè) 流 體 材 料 為 硫 化 切 削 液(Sulfur-Liquid), 其 密 度 為 2000kg/m3, 粘 度 為 1.72 ×10-5kg/m·s;在邊界條 件的 設(shè)置 中, 令 排屑 通道 流量 為92L/min,收斂準(zhǔn)則選擇差分方程表示的連續(xù)方程兩邊的計算差值小于 0.0001 為準(zhǔn)。
(2)仿真結(jié)果。經(jīng)過仿真運算,總壓力云圖如圖 5 所示。
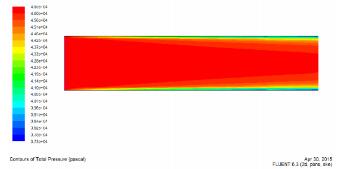
圖 5 仿真結(jié)果圖
5 、結(jié)論
對比圖 4、圖 5 可知,無負(fù)壓抽屑裝置中,切屑只受到來自通道入口的推力,壓強(qiáng)為 4.6×104Pa,而負(fù)壓抽屑裝置能產(chǎn)生一個負(fù)壓。當(dāng)負(fù)壓通道中流量為 46L/min 時,所產(chǎn)生的負(fù)壓值為 1.5×105Pa,是推力的 3 倍。負(fù)壓所形成的抽吸力直接作用于切屑上,加上來自通道入口的推力,使得切屑隨切削液加速排出,更有利于排屑順暢。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別