


摘要: 為實現增大機體止推面加工的目的,通過分析雙軸鏜床工作原理,決定對機體主軸孔鏜桿實施改造,主要包括止推加工刀夾及其調整墊片的改造、芯軸軸向運動行程調整等,滿足了生產需要,降低改造成本,縮短改造周期。
關鍵詞: 雙軸鏜床; 鏜桿; 改造
為優化產品結構,提高產品質量,需將小止推機體換為大止推機體,為此,機體止推面直徑較原尺寸需增大3. 1 mm,為此,相應的加工設備及工藝需隨之調整。一號工廠所有雙軸鏜床現只能加工小止推機體,所有設備分屬3 個設備廠家,分別為瓦爾特、瑪帕、高邁特,設備結構差異大,若切換大止推,全部專機需改造后方能實施。文章以加工三車間M8175 雙軸鏜床為例,詳述改造過程。
1 、主軸孔鏜桿工作原理
雙軸鏜床為機體主軸孔、凸輪軸孔鏜加工設備,機體止推面由主軸孔鏜桿加工完成,因此所有改造均圍繞主軸孔鏜桿展開。
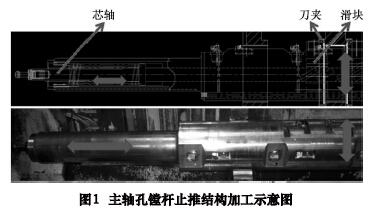
主軸孔鏜桿止推加工機構由刀夾、滑塊、芯軸、伺服電動機組成。加工方式為在主軸旋轉過程中機床伺服系統拉動主軸鏜桿內的芯軸,芯軸通過齒形結構和止推加工滑塊連接,從而使芯軸的軸向運動轉化為滑塊的徑向運動( 控制加工直徑) ,最終通過連接在滑塊上的刀夾及刀片的旋轉來完成止推面加工。如圖1所示。
2 、主軸孔鏜桿改造實施
經分析,影響止推直徑加工的主要因素有兩個:
( 1) 止推加工刀夾的結構形式。
( 2) 鏜桿芯軸的軸向運動行程,即芯軸軸向運動行程是通過滑塊轉化為刀夾的徑向運動行程。不但要滿足止推直徑尺寸的變更要求,同時保證鏜桿進刀、漲刀、退刀不與工件、夾具產生干涉。
2. 1 止推加工刀夾及調整墊片改造
2. 1. 1 刀夾改造
因加工止推直徑和加工止推倒角的刀片在同一刀夾上,要求止推直徑加大而倒角不變,需設計制作新刀夾。為保證止推直徑增大3. 1 mm 的尺寸要求,將刀夾上止推面加工刀片至刀夾底部的距離由17. 45 ±0. 05 mm ( 小止推加工刀夾尺寸) 調整為19 ±0. 05 mm。刀夾新制過程中,同時實現國產化,取代國外原裝刀夾,單個刀夾成本降低約0. 4 萬元。
2. 1. 2 調整墊片改造
刀夾與鏜桿之間存在調整墊片,該墊片的作用為:
( 1) 調整刀夾高度。
( 2) 刀夾調整更換頻繁,該墊片可做為間隔,放置刀夾直接與鏜桿接觸,從而避免更換刀夾時對鏜桿本體造成損傷。
刀夾高度增大1. 55 mm,為防止退刀時刀夾與工裝夾具干涉,需減小調整墊片高度。小止推加工時墊片高度為1. 9 mm,綜合考慮各方面影響因素,決定將墊片高度更改為1. 2 mm,由此計算出大止推刀夾最高點至鏜桿軸線的距離L 相較于小止推刀夾至鏜桿軸線的距離要大0. 85 mm,刀夾最高點高于鏜桿本體0. 1mm( 小止推刀夾最高點低于鏜桿本體0. 75 mm) ,為避免干涉,還需同時對芯軸軸向運動行程進行調整,從而調整刀夾的徑向行程,即要保證刀夾漲刀時能滿足大止推直徑尺寸要求,還要保證退刀時刀夾最高點低于鏜桿本體。
2. 2 芯軸軸向運動行程調整
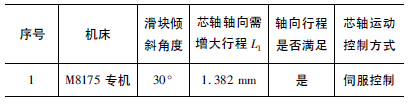
漲刀及退刀時芯軸軸向運動行程的調整可通過滑塊高度的調整及芯軸運動控制程序來實現。項目組根據止推直徑增大要求、刀夾高度、調整墊片高度、鏜桿內滑塊傾斜角度以及滑塊調整高度,計算出鏜床鏜桿芯軸軸向運動需增大的行程L1,并通過漲刀試驗,確定了行程增大L1后鏜桿不會出現“拉脫”現象,即芯軸軸向運動行程調整可行,結果如表1所示。
表1 M8175 芯軸軸向運動行程調整調查表
2. 2. 1 調整鏜桿內滑塊高度
從如圖1 所示主軸孔鏜桿止推加工結構示意圖中可以看出,為保證退刀時刀夾最高點低于鏜桿本體,需降低滑塊高度,根據滑塊傾斜角度及刀夾縮短距離,計算出滑塊高度減少0. 09 mm。
2. 2. 2 調整芯軸運動行程
M8175 雙軸鏜床通過FANUC 數控程序控制鏜桿及芯軸的進給,根據計算可以得出,芯軸軸向運動行程需增大的距離L1 = ( 1. 9 - 1. 2) /tan30° + 0. 17 = 1. 382
mm,更改數控程序中z 值即可實現行程的調整。更改后的加工程序如下:
N0007 M42;
N0008 G01 Z - 43. 3 F90; ( 止推加工程序,小止推加工時Z - 44. 68)
N0009 G04 P600; ( 止推面修光)
N0010 G01 Z - 45. 3;
N0011 M43;
N0012 G01 Z - 70. 065;
N0013 M44;
N0014 G01 Z -46. 6 F90; ( 止推面加工程序,小止推加工時為Z -47. 98)
N0015 G04 P600; ( 止推面修光)
N0016 M84 M09;
3 、改造雙軸鏜專機,提高精加工尺寸穩定性
雙軸鏜床因運轉年限較長,鏜模軸承均存在或多或少的磨損情況,影響加工精度,因此決定在鏜桿改造同時更換鏜模軸承。鏜模軸承采用角接觸球軸承成對安裝,由于軸承內圈與外圈之間存在一定的軸承間隙,為了提高傳動軸的旋轉精度和剛度,在安裝軸承時,一般會在兩個軸承之間使用中間隔套進行軸承預緊,即在安裝過程中對軸承給予一定的軸向預緊力,使軸承內圈產生相對位移,從而消除游隙。因此需對中間隔套端面與軸承端面進行配磨,從而保證各鏜模軸承間隙( 要求0. 009 ~ 0. 012 mm) 一致,提高導向套及鏜桿回轉精度,改善加工質量。
4 、結語
通過對雙軸鏜床鏜桿的改造,一號工廠準時、高效、保質地完成了大止推機體切換工作,滿足市場需求,同時節省進口鏜桿改造及新制、刀夾新制費用約500 萬元,實現刀夾國產化,縮短改造周期2 個月。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

