


摘要: 對比分析軸承座球面孔數控車床和擺刀鏜床的優劣,基于擺刀鏜削加工的球形誤差小、易于上下料的優勢,借助現代控制技術和新型功能部件,對現有軸承座球面孔鏜床存在的不足進行了較為全面的改進設計,達到了自動化程度高、運行可靠、質量穩定、操作宜人和一人多機操作的
關鍵詞: 帶座外球面軸承; 軸承座; 球面孔; 車床; 擺刀鏜床; 改進設計
1、 軸承座球面孔加工方法分析
帶座外球面球軸承在實際使用中,軸承外圈( 外球面) 可在座孔( 球面孔) 中偏轉,以消除軸系因支承不同心而產生的偏矩。因此,在軸承座諸多幾何要素中,對球面孔的要求相對嚴格。
球形內表面加工有多種方式,但適合大批量鑄鐵軸承座球面孔加工的卻不多,較常見的有數控車削和擺刀鏜削。在軸承座球面孔加工領域,傳統的仿形車床和擺刀車床[1]隨著數控技術的發展而被數控車床取代; 國外數控平旋盤價格昂貴,而國產插補鏜削技術不成熟,使擺刀鏜床得以繼續保持一席之地。據悉日本獨資企業秦皇島恩彼碧采用擺刀鏜床加工軸承座球面孔; 福建泉州軸承座生產企業中還有為數不多的來自臺灣的擺刀鏜床在服役。
1. 1 數控車床
數控車床配以專用夾具,可車削立式座球面孔和油槽; 配置液壓( 或氣動) 三爪卡盤和電動( 多刀轉位) 刀架,可車削中心對稱座底面、凸臺、球面孔和油槽。軸承座加工用數控車床多屬于經濟通用型,性價比和加工效率高,適應能力強。
數控車床采用數控系統控制伺服電動機和滾珠絲杠,實現車刀縱向( z 軸) 和橫向( x 軸) 兩軸聯動,用折線軌跡逼近所要加工的曲線,因而存在一定的球形誤差( 盡管數控系統具有反向間隙補償、刀具長度補償、刀具半徑補償、圓弧輔助計算和短直線高速平滑插補功能) 。對于球形允差小的軸承座,通常的做法是用球形金剛滾輪鉸削已車削的球面孔,以改善球形和統一球徑; 或粗車和精車分開,通過減小切削量,減小球形誤差和保持車床精度。而要維持精加工車床的精度,滾珠絲杠的精度要求較高( 通常每年更換1 次) 。
1. 2 擺刀鏜床
擺刀鏜床通過繞鏜頭旋轉( 切削運動) 軸線定點擺動( 進給運動) 的鏜刀( 切削點) 運動軌跡形成球面孔。球形取決于鏜刀擺動精度和鏜頭轉動精度,或者說取決于鏜刀- 鏜頭- 主軸系統的制造、裝配和運動精度,而球徑則取決于鏜刀切削點相對于鏜頭旋轉軸線的偏離程度。實踐表明,與數控車削相比,擺刀鏜削產生的球形誤差更小。
以加工P208 型球面孔 ![]() 為例,數控車削的球形誤差一般大于0. 015 mm,而擺刀鏜削則小于0. 010 mm。此外,由于鏜刀擺動中心不可能完全與鏜頭旋轉中心重合,使得球徑稍小于孔徑( 可將座孔球面理解成中心偏離軸心線一個微小距離r、半徑為R、中心角為θ 的圓弧繞軸心線旋轉所形成的環面) ,此兩端微低于中間的內表面圓弧恰好有利于在軸承座球面孔和外球面球軸承結合部封存潤滑油,而這是采用數控車削難以達到的。
為例,數控車削的球形誤差一般大于0. 015 mm,而擺刀鏜削則小于0. 010 mm。此外,由于鏜刀擺動中心不可能完全與鏜頭旋轉中心重合,使得球徑稍小于孔徑( 可將座孔球面理解成中心偏離軸心線一個微小距離r、半徑為R、中心角為θ 的圓弧繞軸心線旋轉所形成的環面) ,此兩端微低于中間的內表面圓弧恰好有利于在軸承座球面孔和外球面球軸承結合部封存潤滑油,而這是采用數控車削難以達到的。
但擺刀鏜床僅能加工球面孔,不能在一次裝夾中鏜削出油槽; 鏜刀無微調機構,換型對刀和磨損補償只能憑經驗調整和試鏜削驗證。
1. 3 發展趨勢
目前無論是數控車床,還是擺刀鏜床,國內均未實現軸承座自動上下料。在人力資源緊張、用工成本上升和競爭日趨激烈的當下,提高加工過程的自動化程度成為企業的必然選擇。
軸承座實現自動上下料取決于技術和經濟2方面因素。車床采用桁架式機械手實現中心對稱座( 如方形座、凸臺方形座、菱形座、三角形座、環形座、凸臺圓形座等) 自動上下料是可行的,但其價格昂貴用戶難以接受。對于非中心對稱的立式座,在車床上實現自動上下料的難度遠大于鏜床,因為在車削中工件是旋轉的,而在鏜削中工件是固定的。
考慮到擺刀鏜削獲得的球形更好,大批量加工質量穩定; 且立式座用量最大,其結構特征使其更易于( 鏈板) 傳輸、( 機械手) 抓取或( 氣缸) 推拉,所以將實現自動化加工為目的的更新換代設計目標鎖定為立式座球面孔擺刀鏜床。考慮到擺刀( 即鏜頭) 結構自身需要占用一定的空間,以及產品的市場需求量,將工件代表型號確定為P208型立式鑄鐵座。
2、 產品要求
在鏜床改進設計中,將滿足P207 ~ P212 型鑄鐵軸承座球面孔( S72 ~ 110 mm) 鏜削作為考量加工能力的主要指標,以P208 為代表型號( 幾何參數和精度要求如圖1 所示) ,球面孔直徑為S80 + 0. 0300 mm,球形公差不大于球徑公差的1 /2,表面粗糙度Ra 為3. 2 μm,理論上球面孔單邊加工余量為2. 95 mm。為避免撞車和保證球面孔鏜削質量,對毛坯孔位置、錯模量、底面的平面度等都有一定要求。
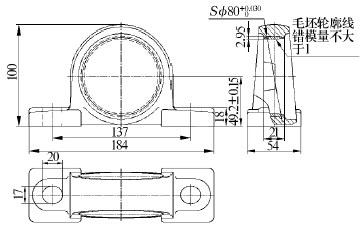
圖1 P208 型立式鑄鐵軸承座外形圖
軸承座材質為灰鑄鐵HT200,機械加工前應時效處理。但實際上軸承座生產周期短,鑄件通常沒時間自然時效,也不進行人工時效處理,致使其機械加工難度增大、幾何精度保持性差,刀具耐用度降低。
3 、機床現狀
以湖北第二機床廠的擺刀鏜床為例,其主要借鑒了臺灣產擺刀鏜床。該鏜床主要由鑄造床身、床頭箱( 主傳動) 、鏜頭、工件架、夾具、液壓系統和電氣系統構成[2]。
3. 1 床身
箱體式鑄件,兼作液壓油箱,上部安裝床頭箱和支承工件架,背部固定電控柜。
3. 2 主傳動
由Y112M - 4 型三相異步電動機( 4 kW,1 450 r /min) 驅動,通過三角帶( 減速) 傳動和齒輪變速( 6 對交換齒輪,齒數分別為30, 34, 39, 43, 48和52) ,使鏜頭獲得6 級轉速( 230,285,360,440,565 和695 r /min) 。
采用整體式主軸,制造精度和裝配工藝性較套筒式主軸差; 傳動鏈長,機械效率低; 交換齒輪,變速不便。
3. 3 擺動鏜刀
鏜刀擺動機構通過油缸活塞桿推拉拉桿- 連桿- 刀盤,實現鏜刀擺動; 通過移動/轉動隔離器實現拉桿移動和鏜頭轉動的隔離,以及活塞桿移動到鏜刀擺動的傳遞; 通過節流閥調整鏜刀擺速。鏜刀擺動中心調整機構由凸緣、端面滑軌等構成,以避免制造、裝配誤差造成的鏜刀擺動中心偏離鏜頭回轉軸心———增加了鏜削主軸懸伸長度和質量,導致鏜削系統剛性不足,鏜削時振動較大。
鏜刀微調機構中刀桿尾端棱邊與90°夾角的錐端緊定螺釘的錐面形成點接觸,旋入螺釘時,刀桿外伸; 旋出螺釘時,手工敲擊使刀桿內縮。無微調機構,在換型對刀和磨損補償時,憑經驗調整和試鏜驗證。
3. 4 工件架
工件架由鑲鋼滑動導軌支承,有爬行,較滾動導軌靈敏度差。液壓油缸驅動,借助行程調速閥切換油路實現快進/工進轉換,通過調整節流閥改變工件架移動速度; 總行程310 mm,行程開關發出位置信號、快進/工進轉換信號。球面孔中心的軸向位置依靠固定擋塊限位,位置調整不便,限位沖擊較大。
3. 5 液壓系統
采用葉片泵供油,為工件架移動、鏜刀擺動、工件夾緊和導軌潤滑提供動力,但液壓系統存在“跑冒滴漏”現象。
3. 6 夾具
人工上下料,液壓夾緊,自動化程度低,勞動強度大。
4 、改進要點
為提高擺刀鏜床的自動化程度、運行可靠性和操作宜人性,對機床進行了多方面的技術改進。
( 1) 采用“伺服電動機驅動+ 滾珠絲杠副傳動、交叉滾子導軌( 或直線導軌) 支承”取代工件架的“液壓驅動+ 滑動導軌支承”,以增強導軌剛性和靈活性,消除爬行; 實現工件架運動位置與速度的調整與控制數字化,提高定位精度,降低調控難度; 消除液壓系統“跑冒滴漏”現象,改善作業環境。
( 2) 采用“伺服電動機驅動+ 滾珠絲杠副傳動”取代鏜刀擺動推拉桿油缸,實現鏜刀擺動角度和速度的調整與控制數字化。
( 3) 采用“變頻電動機驅動+ 齒形帶減速傳動”取代主軸的“三相異步電動機驅動+ 三角帶減速傳動+ 齒輪變速”,實現調速數字化、變速程序化。
( 4) 通過程序控制實現切削運動和進給運動,實現鏜刀轉速、( 床頭箱或工件) 軸向進給和鏜刀擺速的聯動和轉換,優化切削參數,使加工自動化。
( 5) 改進主軸結構,以增強其支承剛度; 改進鏜頭與主軸連接方式,取消鏜刀擺動中心調整機構,依靠設計、制造、裝配將鏜刀擺動中心與主軸轉動中心的偏差控制在允許范圍內,有效減小鏜頭懸長和鏜桿懸重,提高鏜削系統剛性和更換鏜頭的方便性。
( 6) 增加鏜刀微調機構,如采用差動螺紋微調機構,實現對刀和補償調整的量化。
( 7) 通過整體更換部分機件( 如鏜頭、夾具)滿足相近型號軸承座球面孔的鏜削,實現快捷換型; 通過調整部分機件( 如工件定位端板、側板,壓緊杠桿著力點等) 以適應不同鑄模件和消除鏜削圓度誤差。
( 8) 增加自動上下料機構和供排料裝置,采用氣動工件移位、夾緊和吹掃定位面,提高鏜床自動化程度,降低維護成本和改善工作環境。
( 9) 改進床身設計,以增強其剛度和吸振性;優化各部分機構和結構設計,以改善工藝性能( 制造工藝、裝配工藝) 和提高可靠性。
( 10) 采用數控系統,增強鏜床運行可靠性和操作宜人性。
5 、機構與結構設計
改進設計的鏜床主要由床身、床頭箱( 主軸) 、鏜頭、擺刀機構、工件架、夾具、上下料機構、供排料機、氣動系統、測控系統、防護罩等構成[3 - 4]。下文主要介紹關鍵性的機構和結構。
5. 1 主傳動
5. 1. 1 切削參數
切削方式和切削參數直接關系到動力源、運動機構和機件結構的選取和設計。
球面孔的鏜削分為2 步,即用固定鏜刀鏜圓柱孔( 去除鑄造表層硬皮,俗稱“扒黑皮”) ,用擺動鏜刀鏜球面孔( 拉桿拉時粗鏜,推時精鏜) 。精鏜即光鏜,或稱無進給鏜,其借助鏜頭、鏜刀、夾具、工件系統恢復彈性變形而產生鏜削量。
( 1) 鏜頭轉速( 切削速度)鏜頭轉動為主運動( 切削運動) ,鏜刀切削刃上切削點與工件的相對速度為切削速度,鏜刀切削刃在擺動軌跡上離鏜頭軸線最遠點的切削速度為最大切削速度。切削速度vc與鏜頭轉速n 的關系為
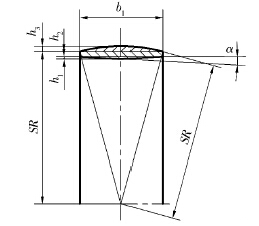
圖2 軸承座球面孔鏜削余量分配圖
量為0. 4 ~ 1. 5 mm/r; 精鏜切削速度為70 ~ 90m/min,進給量為0. 12 ~ 0. 15 mm/r。由( 1) 式得對應的粗鏜、精鏜鏜頭轉速為139 ~ 199 r /min 和279 ~ 358 r /min。而實際加工中鏜削轉速達到748r /min,切削線速為188 m/min,遠大于手冊推薦值。因此在設置頻率( 50 Hz) 時,電動機轉速為1 500 r /min,經齒形帶2∶ 1 降速,主軸轉速為750r /min,正好滿足P208 球面孔鏜削。
( 2) 工件移動速度和鏜刀擺動速度( 進給速度)鏜削圓柱孔時,工件隨工件架軸向移動為進給運動,由工件架伺服電動機+ 滾珠絲杠副控制;鏜削球面孔時,鏜刀繞鏜頭回轉軸線擺動為進給運動,由球面孔鏜刀推拉機構伺服電動機+ 滾珠絲杠副控制。進給速度計算式為

5. 1. 2 傳動方式
通過變頻電動機驅動+ 齒形帶減速傳動,使主軸旋轉,變頻調速。采用變頻調速三相異步電動機( 4 級,1500 r /min,4 kW, 19 N·m) ,傳動鏈短,調速方便。齒形帶減速傳動( 速比2∶ 1) ,皮帶張緊力小,不影響軸系旋轉精度。調頻電動機轉速大于1 500 r /min 時,恒功率; 轉速小于1 500 r /min 時,恒轉矩。
5. 1. 3 刀具
綜合刀具實用性、耐用度和經濟性,采用硬質合金鏜刀鏜削帶硬皮的鑄鐵孔,斷續切削,刀具前角和主切削刃后角均為7°; 查刀具樣本[6],選用適合鏜削鑄鐵孔的可轉位機夾不重磨涂層硬質合金菱形刀片,牌號為YBD152、型號為DCMT11T 308 -HR( 55°菱形,邊長11. 6 mm,寬度9. 525 mm,厚度3. 97 mm,孔徑4. 4 mm,刀尖半徑0. 8 mm) 。
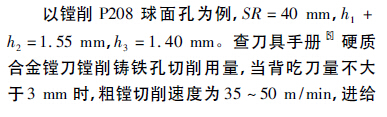
5. 2 套筒式精密主軸
套筒式主軸( 圖3) 較整體式主軸更容易保證制造、裝配精度,安裝和維修、調整方便。
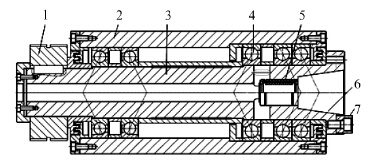
圖3 套筒式精密主軸
1—齒形帶; 2—套筒; 3—主軸; 4—角接觸球軸承; 5—直線球軸承; 6—7∶ 24 圓錐孔; 7—端面平鍵
原軸系由前端2 套7216C /P4( 背對背) 和后端1 套7215C /P4 軸承支承,剛性不足,且前、后軸承支承跨距小于鏜頭切削點懸伸。改進后采用接觸角為25°的精密級單列角接觸球軸承,前端3 套7217AC /P4 串聯+ 背對背( TBT) 安裝,后端2 套7216AC /P4 背對背( DB) 安裝,主軸承載能力和剛性明顯增強。若有合適的組配型軸承,還可省去內外隔圈。
主軸端部的型式和尺寸按GB /T 3837—2001《7∶ 24 手動換刀刀柄圓錐》的規定,采用50 號7∶ 24圓錐孔定心,其同軸度高,互換性好,端面鍵傳遞扭矩,凸緣/螺釘緊固。
軸采用40Cr 鋼經鍛造、調質、穩定處理,錐孔表面感應淬火。加工中嚴格控制軸上有配合要求的各圓柱面、圓錐面、端面的幾何精度( 形狀精度和位置精度) ,殼體外圓、內孔與端面的幾何精度以及軸承內外隔圈高度。
5. 3 鏜刀微調機構
將差動螺紋用于微調鏜刀是成熟技術,但用在既可隨鏜頭轉動又繞鏜頭轉動軸線擺動的鏜刀上尚屬首創,采用差動螺紋微調機構的擺刀鏜頭如圖4 所示。
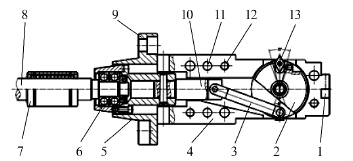
圖4 帶差動螺紋微調機構的擺刀鏜頭
1—圓柱孔鏜刀; 2—擺動刀盤; 3—連桿; 4—鏜頭; 5—7∶ 24 圓錐; 6—隔離圈; 7—直線球軸承;
8—拉桿( 連接滾珠絲杠螺母) ;9—凸緣; 10—拉桿; 11—錐銷; 12—螺釘; 13—擺動鏜刀
設計關鍵是將連接于刀桿后部、擺動刀盤中性面上的連桿由一字形變為Y 字形,在刀桿后部安裝差動螺桿( 圖5) 。差動螺桿與刀桿和刀盤連接的螺紋分別為M6 × 1 mm 和M10 × 1. 25 mm,同為右旋。順時針旋轉螺桿時,刀桿外伸; 反之,刀桿內縮。螺桿旋轉360°時,刀桿外伸或內縮0. 25mm( 兩螺紋螺距之差) ,所鏜削孔徑增大或減小0. 50 mm。鏜頭體設計成軸向對稱剖分結構,便于安裝刀盤和連桿。
5. 4 擺刀驅動機構
伺服電動機驅動,通過滾珠絲杠的傳動轉變成拉桿的移動( 圖5) 。通過由1 對角接觸球軸承組成的具有傳遞軸向移動和阻隔周向轉動的機構( 或稱隔離器) ,使拉桿的移動能通過隔離器、連桿轉變成刀盤( 鏜刀) 的擺動,使由主軸通過凸緣傳遞給鏜頭的轉動被阻隔而不會傳遞給拉桿。閉式套筒型直線球軸承對拉桿起輔助支承作用。
圖5 差動螺紋微調機構
1—差動螺桿; 2—消隙彈簧; 3—擺動刀盤; 4—刀桿; 5—刀片;6—軸承座; 7—緊定螺釘
5. 5 鏜刀與工件的軸向相對運動機構
圓柱孔的切削和球面孔位置的確定通過鏜刀與工件的軸向相對運動實現。無論是床頭箱( 主軸、鏜頭、鏜刀) 還是工件架( 工件、夾具) ,其軸向運動均采取“伺服電動機驅動+ 滾珠絲杠副傳動、交叉滾子導軌( 或直線導軌) 支承”形式,所不同的是床頭箱移動,質量大,慣性大,但工件架不動,更易于實現自動上下料。
5. 6 供排料- 上下料- 定位夾緊機構
5. 6. 1 方案1
上料: 人工放置工件( 立式軸承座) 至撥爪鏈條式供料機的托軌上( 工件孔軸線大致朝向運動方向,且位于前后撥爪之間) →自動傳輸至鏈條端部的托板上→氣動機械手( 圖6) 夾持工件側弓部→氣缸推送至上下料位→氣動槽板( 圖7) 推送工件至加工位( 在槽板和彈性鉸接板的共同作用下,工件底板兩側面靠緊定位面———端板和側板) →氣動弓形夾具壓緊底板兩凸緣上端面。
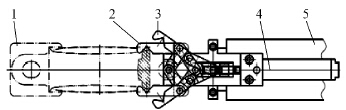
圖6 立式座推送料機械手( 俯視)
1—工件; 2—機械手夾持位; 3—機械手復原位; 4—夾持氣缸;5—推送氣缸
下料: 弓形夾具松開→槽板將工件從加工位拉出至上下料位→機械手夾持,推送的待加工件將已加工件推離上下料位,使其向下滑落至料道,入料筐。
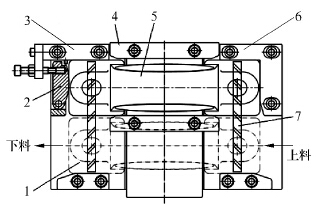
圖7 工件上下料和定位機構( 俯視)
1—工件上下料位; 2—彈性鉸接板; 3—端板; 4—槽板; 5—工件加工位; 6—端板- 側板; 7—硬質合金支承
( 1) 撥爪鏈條式供( 排) 料機。電動機- 蝸桿減速機驅動平行且相距一定間隔的2 根撥爪鏈條同步行進,撥動托軌上的工件。當工件傳輸至鏈條端部的托板,且當間隔布置的2 個接近開關都觸發時,表明工件處在正常位,機械手動作。
( 2) 推送料機械手。由單支點回轉型鉸接式機械手、夾持氣缸和推送氣缸組成,如圖6 所示。當氣缸均位于原位時,機械手處于張開狀態,當夾持氣缸活塞桿伸出時,機械手夾緊工件側弓,推送氣缸隨之推送工件至上下料位,之后夾持氣缸活塞桿縮進,機械手張開,推送氣缸復位。由接近開關控制氣缸動作。
( 3) 工件定位機構由墊板、端板- 側板、彈性鉸接板和推拉槽板組成,分別起到支承工件底面和限制工件端面、側面位置的作用,如圖7 所示。當工件型號變化時,整體更換組件,以控制工件球面孔中心高。上料時,槽板使工件端面靠近端板,同時工件在彈性鉸接板擠壓下靠近側板,達到工件端面緊靠端板和側面緊靠側板的定位效果。
實踐表明,底面支承板的寬窄和位置會影響球面孔的圓度,因此,采取在墊板上附著可單獨調整支承跨距,且耐磨、不積屑、帶斜槽的硬質合金支承,并在上料時輔以氣流吹掃支承面。
( 4) 工件上下料推拉機構。工件在上下料位和加工位的轉移由槽板實現,槽板依靠直線導軌導向,由氣缸驅動,固定擋塊限位; 氣路上用節流閥調整活塞桿伸縮( 即槽板推拉) 速度,還可同時采用油壓緩沖器減小限位沖擊。
5. 6. 2 方案2
上料: 人工放置工件至金屬鏈板式供料機的鏈板上→自動傳輸→氣缸側推工件至供料位→( 桁架式) 上料機械手抓工件上弓部移送至上下料位→氣動槽板推送工件至加工位→兩側氣動杠桿壓緊底板兩凸緣上端面。
下料: 杠桿松開→槽板將工件從加工位拉出至上下料位→( 桁架式) 下料機械手抓工件上弓部移送至排料機( 金屬鏈板自動傳輸工件至料筐) ,上料機械手同步抓取待加工件從供料位移送至上下料位。
( 1) 金屬鏈板式供( 排) 料機。金屬鏈板由電動機- 蝸桿減速機驅動,承載和傳輸工件。當供料機上的工件傳輸至金屬鏈板端部,且當間隔布置的2 個接近開關都觸發時,表明工件處在正常位,此時氣缸開始側推工件至供料位。
( 2) 桁架式機械手由2 副機械手、升降氣缸、移送氣缸和直線導軌組成,實現待加工件和已加工件的同時抓取和移送。亦可用伺服電動機和滾珠絲杠取代升降氣缸和移送氣缸,使上下料更具柔性,且減少供排料機( 尤其是供料機) 的調整環節。
對比2 種方案,工件定位方式和加工位/上下料位的切換方式相同,供排料方式和機械手不同,夾緊方式異曲同工。方案1 采取撥爪鏈條式供料機供料,托軌受工件底部摩擦,有磨損; 鉸接式機械手機構簡單,但推送料時,支承面有磨損。方案2 采取金屬鏈板式供排料機,鏈板承載、輸送工件,無相互摩擦,鏈板面無磨損; 桁架式機械手抓取,移送料機構復雜,但可靠性高且更加柔性化。
6 、結束語
軸承座球面孔鏜床升級改造所采取的各項技術措施,達到了提高自動化程度、運行可靠性、質量穩定性和操作宜人性的預期效果,可實現一人多機操作。實際操作中,可根據工件材質和刀具牌號、型號,綜合考慮鏜削效率、表面粗糙度要求和刀具耐用度,通過屏幕設定鏜頭轉速、軸向進給速度和擺刀速度。
尚待研發集鏜削球面孔和油槽功能于一體的鏜頭,或采取多工位組合機鏜削球面孔和油槽,以擴展鏜削的適應能力。
改進設計積累的經驗為軸承座球面孔鏜床系列化打下了基礎,如可派生出適用于中心對稱座自動上下料的立式鏜床; 可與前后工序組成銑削( 安裝面) →鏜削( 球面孔、油槽) →鉆攻( 油嘴孔、安裝孔) 自動線。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

