



海德漢 TNC426 數控系統故障維修
2020-5-15 來源: 中國電子科技集團公司第三十九研究所 作者:范 恒
摘 要: 針對海德漢 TNC426 數控系統出現的系統報警: Processor Check Error 詳細介紹了故障診斷及維修過程。
關鍵詞: 海德漢; TNC426; 系統報警; LE426M 模塊; 維修調試
1、 故障現象
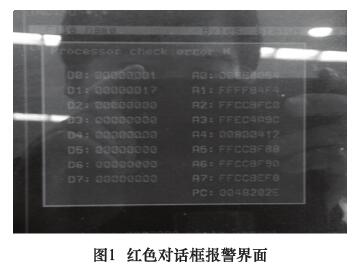
筆者單位一臺瑞士米克朗公司生產的立臥加工中心 UCP1000 在開機后出現紅色對話框報警: ProcessorCheck Error,報警下面為錯誤信息代碼,無法進入正常操作界面( 如圖 1 所示) 。重啟機床后,依舊出現報警。
2 、故障診斷過程
此機床采用海德漢 TNC426 數控系統。該系統為海德漢公司早期產品,它的主要數控單元為 LE426M模塊( 以下簡稱 LE 模塊) 。由于該模塊由三塊電路板組成,俗稱三聯板。即 LE 模塊由 MC( main computer,主機) 的兩個模塊和 CC( controller computer,控制機)一個模塊組成,如圖 2 所示,右邊兩個模塊為 MC,左邊的為 CC。該 LE 模塊的集成度非常高,其中 MC 為整個數控系統的核心單元,它主要完成數控單元內的數字控制、處理和通信工作,以及機床的 PLC 邏輯控制,MC 在系統軟件的控制下,對機床的加工程序自動進行處理,并發出相應的控制指令及進給控制信號,MC 上帶有位置輸入接口、PLC 輸入輸出接口、操作面板接口、機床顯示 VGA 接口等。CC 主要是將 MC 輸出的控制指令和信號轉變成伺服驅動器的 PWM 控制信號,然后輸出到電動機,從而驅動電動機,并且采集編碼器反饋的速度信號,再將這些信號反饋給 MC,并由 MC 進行處理,如此反復工作。CC 上帶有 PWM 輸出接口和速度輸入接口、LE 供電設備總線接口等。根據 LE 模塊的工作原理,分析是否由于 MC 與 CC 進行數字信號處理或通信時出現內部錯誤而引起的報警,通過以下辦法進行分步排查:
( 1) 首先,排除 LE 模塊上外接部件的原因。
①關閉機床,保留 LE 模塊上的 VGA 顯示接口X43 和 LE 模塊供電接口 X69 的插頭,拔掉其余插頭;
②開啟機床,依舊報警。
③可以排除外接插頭引起報警,確診為數控單元LE 模塊內部故障引起的報警。
( 2) 其次,排除 LE 模塊上軟件故障的原因。
分析是否由于 MC 中硬盤數據出現錯誤或是硬盤本身硬件故障導致系統加載啟動數據時出現報警:
①將 MC 內的硬盤拆下來。
②將原有備份的硬盤數據( 早期系統正常時做好ghost 鏡像文件) 恢復到另一塊新購硬盤中。
③安裝新的硬盤,開啟機床,系統啟動后依舊 報警。
④通過排除以上可能原因,可以確診報警是由于LE 模塊硬件故障所致。
3 、故障維修過程
3. 1 LE 模塊故障的原因及處理辦法
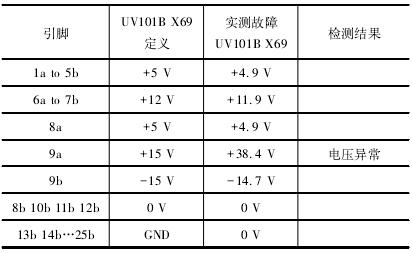
將故障 LE 模塊寄到海德漢( 北京) 公司進行檢修,檢測結果為該模塊的三塊電路板均有不同程度的燒壞,主要是電路供電部分燒壞嚴重,由于燒壞程度較重,已經無法修理,海德漢公司建議以舊換新。得知該檢測結果,分析是否由于 UV101B 供電異常導致 LE 模塊燒壞,在沒有 LE 模塊的情況下開啟機床,參照電源模塊 UV101B 的設備總線X69 接口引腳圖紙,對 X69上有關供電的每一個引腳進行電壓檢測,測量中發現+15 V 電壓確有異常,該電壓高達+38. 4 V,如表 1 所示,確診 UV101B 燒壞。再將電源模塊 UV101B 寄到海德漢( 北京) 公司進行檢修。

表 1 電源模塊 UV101B X69 引腳定義
3. 2 新 LE 模塊安裝調試及故障處理
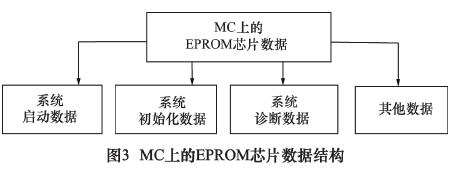
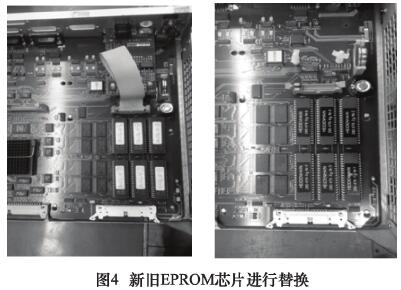
( 1) 對開機無報警,但操作界面不正確的處理過程以舊換新的 LE 模塊與修好的電源模塊 UV101B均到現場后,將其安裝完畢,開機后界面定屏顯示“TNC426”,再無法進入下一個操作界面,操作面板上的按鈕也均為失靈狀態。分析原因是由于新換的 LE模塊上的 EPROM 芯片內還為默認數據,所以開機啟動數據不正確,無法正確引導進入數控系統。EPROM內存儲著系統的固件數據,主要包括系統啟動數據、系統初始化數據、系統診斷數據等,圖 3 為 EPROM 數據結構圖。將新舊 LE 模塊中的 MC 模塊打開,謹慎拆下12 塊 EPROM 芯片( 每個 LE 模塊上有 6 個 EPROM 芯片) ,如圖 4 所示,將新舊 LE 模塊中的 6 塊芯片一一對應進行替換。做這項工作時一定要非常小心,一旦芯片針腳折彎或是變形就會斷掉。安裝好 LE 模塊,重新開機后進入正常操作界面,有坐標軸顯示。
( 2) 對機床參數不正確的處理過程
雖然有坐標軸顯示,但發現顯示機床軸數不正確。由于該機床為四軸加工中心,四軸分別為 X、Y、Z、C,但實際界面顯示出 X、Y、Z、B 和 C。出現這種情況時應該注意,不要修改參數將多余軸關閉,因為海德漢的機床參數有好幾千個參數,并未發現是否還有其他不匹配的參數,確定新的 LE 模塊中的機床參數 MP 還是默認的設置值,安全起見應將舊 LE 中的硬盤替換到新的 LE 模塊中,即使用原來的硬盤數據,硬盤數據主要包括機床參數。機床 PLC 程序、機床程序、機床操作功能等,圖 5 為硬盤數據結構圖。重新開機,顯示機床軸數和參數均正確。
5
( 3) 對機床一系列 PLC 報警的處理過程
但開機又出現了許多報警信息,比如: EmergencyStop( 急停) 、Hydrlic Alarm( 液壓未啟動) 等。分析是因為機床 PLC 程序未啟動,所以機床上的所有檢測開關與執行機構工作均不正常。對于這種情況,可以利用海德漢 TNCremote 軟件將 PLC 備份數據恢復到系統中。該項工作需要準備一個有串口的筆記本電腦、可連接電腦與 RS232 接口的一對一串口線、海德漢TNCremote 軟 件 以 及 原 來 機 床 的 PLC 備 份 文 件( PLC. LST 和 PLC. BCK) ,安裝好軟件之后,進行回裝數據。
操作步驟如下:
①關閉機床和電腦,用串口線連接電腦與機床顯示器后面的 RS232 接口。
②開啟機床和電腦。
③打開電腦上的 TNCremote 軟件,然后點擊機床上的 RS232 設置,顯示 protocol( 通信協議) 設置為 LSV-2,Baud rate( 波特率) 顯示 115200,此處可以不用修改這些設定,然后點擊 TNCremote 軟件上的通信設置,protocol 將自動設置為 LSV-2,Baud rate 將自動檢測顯示為 115200,電腦界面將提示已經連接成功。
④此時軟件界面上半部分顯示該電腦內的硬盤數據,下半部分顯示機床硬盤 TNC 分區內的機床數據,點擊菜單中的 Extras→點擊 Backup/Restore→出現 TNCRestore對話框→點擊該對話框左上角 File→點擊 Open file list→在電腦硬盤中找到需要回裝的 PLC. LST,點擊打開。
⑤然后點擊對話框上排菜單中的 Run→點擊 Re-store,執行到此處時又出現報警,顯示調試密碼不正確。由于一般海德漢系統的調試密碼是 807667,輸入該密碼,提示還是密碼不正確。懷疑機床制造商修改了調試密碼,利用 Ghost Explorer 軟件打開機床 Ghost原始備份文件( 原來硬盤的 Ghost 備份) ,找到文件中的 OEM. SYS 文件,提取該文件到桌面,將該文件使用文本格式打開,看到文件中有一行 PLCPASSWORD:FU9R85N8,將該密碼輸入,PLC. LST 文件被下載到機床 LE 系統中。然后重啟機床,操作界面無任何報警,顯示正常,機床恢復正常工作。
4 、結語
該故障是由于電源模塊 UV101B 故障,燒壞了 LE模塊,從而導致的系統報警。新換的海德漢 TNC426LE426M 模塊的調試過程較為復雜,調試過程中出現了一些較為典型的海德漢系統問題,都采用相應辦法進行了解決。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

