



CA6136 普通車床數控化的改造設計
2020-4-14 來源:江蘇省無錫交通高等職業技術學校 作者:劉衍益
總體設計方案應重點考慮數控系統選擇和驅動元器件選擇,考慮如何保證滿足零件加工精度要求等。同時,要考慮改裝的經濟與適用性,盡可能利用原機床部件,遵循小改動、大收益的原則,縮短改造周期,因此確定以下設計方案。
(1)CA6136 經過數控化設計改造,應滿足重復定位、線性插補、順逆圓弧插補、內外輪廓循環和英公制螺紋車削功能等。多年的工作實踐證明,GSK980TD 系統是非常可靠的數控系統之一,其性能穩定、功能較完善、價格較經濟,選用它比較好地滿足了這次改造的要求。
(2)CA6136 數控化設計改裝成簡易經濟型數控機床,在滿足零件加工精度的要求下,盡量做到結構簡單,降低改造成本。因此,本次設計進給驅動元器件選用單相 3kW步進電機。在步進電機參數選擇中,應特別注意脈沖當量的確定,依據改造設計精度要求,Z 軸設定 0.01mm,X 軸設定 0.005mm。
(3)拆除原手動刀架,安裝四工位自動回轉刀架及刀架控制電路。
(4)縱向及橫向進給驅動系統是兩套分別獨立的傳動裝置,依次為步進驅動電機、齒輪減速裝置、剛性聯軸器、絲杠螺母裝置,其傳動精度必須符合改造設計精度。
(5)為了使進給驅動系統傳動平穩性及傳動精度符合設計要求,采用傳動精度高及運行過程中非常平穩的滾珠絲杠螺母副,且設預緊裝置,以消除齒輪間的傳動間隙,提高驅動力的傳動穩定性。
(6)為防止機械加工中縱向和橫向超越極限,在縱向和橫向分別安裝限位元件。
(7)在數控加工中,加工前必須通過回參考點建立機床坐標系,故在縱向和橫向分別安裝回參考點檢測元件。
(8)CA6136 機床總體格局未做大改造,做到小改動、大收益,以節約改造成本,盡快交付使用。
1 、機械部分改造設計
1.1 進給系統機械結構改造設計
1.1.1 必須改裝的重要裝置
在進給驅動系統改造設計過程中,必須改裝的重要裝置分別是掛輪系統、進給調速系統、溜板箱系統等。
掛輪系統:整體拆掉,在進給裝置主軸端部安置脈沖編碼器,脈沖編碼器的作用是控制主軸每轉一圈使進給系統進給一個螺距,用于加工公英制螺紋所必須配置的元器件。
溜板箱部分:把橫向溜板裝置中的絲杠、螺母整體拆掉,換裝成橫向進給傳遞系統。選擇滾珠絲杠螺母裝置、驅動步進電機、齒輪減速裝置、剛性聯軸器等組成橫向進給傳遞系統。
進給調速部分:整體拆掉,在此處安設縱向驅動步進電機和減速與消震裝置。驅動步進電機經兩對減速齒輪裝置,將縱向進給力傳遞到滾珠絲杠,后經滾珠絲杠螺母裝置聯接刀架產生切削動作。
1.1.2 進給系統傳動齒輪間隙的消除
為了確保驅動步進電機啟動時的穩定性,人們應高度重視步進驅動電機負載慣性矩問題。每當負載慣性矩逐漸增大至某一特定值,驅動步進電機將產生擅動,從而瞬間造成劇烈震動現象。因此,選擇驅動步進電機應考慮一定的負載余量,避免過載造成嚴重損失。在此次設計過程中,選擇減速齒輪裝置用以消除慣性矩產生瞬間的震動問題。在設計消震方法的同時,減速齒輪裝置也應避免兩齒輪間的間隙過大,否則將造成數控系統發出指令后,切削動作不同步現象。
在此次改造設計中,選擇雙片齒輪來消除一組齒輪間的間隙。通常將主從動齒輪中的從動齒輪制造成相同規格型號的兩片,將其中某一片用花鍵固定在齒輪軸上,相互之間安設彈簧,在彈簧力作用下,兩齒廓相互緊貼,從而達到完全消除齒側間隙的目的。
1.2 主軸部分改造設計
CA6136 數控化改裝后,根據總體設計方案要求,必須能自動加工公英制螺紋,所以必須將主軸部分進行相應改造設計。在主軸后端安設編碼器,使其運行與主軸的運行同步,主軸運行時,編碼器將同步工作,編碼器將運行信號反饋到控制系統中,使進給驅動系統與主軸同步控制,從而車削出符合設計要求的公英制螺紋。值得注意的是,在安裝聯接過程中,必須保證主軸與編碼器心軸的同軸度控制在 0.02mm 以內,否則會造成編碼器信號失真。
2 、電氣控制部分改造設計
2.1 主軸控制系統
主軸電氣控制系統選擇臺達變頻器(VFD022M43B 三相380V 7.5kW)來驅動三相異步電機,帶動主軸進行旋轉運行。變頻器主電路部分連線應注意的問題是,將三相電源線分別接至 R、S、T 觸點,萬萬不可將三相電源線錯接至輸出觸點 U、V、W,否則會造成變頻器的燒毀。接線完成后,應檢查各觸點連接的牢固性,以免在工作中因接觸不良造成發熱燒毀主軸控制系統。在控制接線端子“+”“PR”上接制動 10Ω 電阻。為了防止變頻器受到電磁波干擾,安裝濾波器(FRBSF01),從而使受到無線電干擾降到最小。
2.2 進給伺服控制系統
進給伺服驅動器選擇時代 M542,其性能穩定,功能滿足設計要求。安裝過程中必須注意的事項有:驅動器安裝環境必須通風良好,無塵,無干擾信號源,信號線必須做屏蔽處理,否則會造成運行不穩定現象;強電與弱電必須分開,并采取相互隔離措施;橫向與縱向驅動器安裝橫向間距不小于 30cm,否則會造成兩驅動器控制信號相互干擾。
2.3 刀架控制系統
刀架選擇常州亞星 LD4 刀架,該刀架具有工作可靠度高、剛性好、壽命長、價格低廉等優點。刀架控制接線原理如 1 所示,QF3 為空氣開關,KM5 為刀架正轉接觸器,KM6 為刀架反轉接觸器,KA1 為急停中間繼電器,S1 ~ S4 分別為 1 ~ 4 刀位檢測裝置,SB11為手動換刀開關,SB12 為自動選刀啟動開關,RC9 和 RC10為直流滅弧裝置。X3.0 ~ X3.3 分別為 1 ~ 4 號輸入刀位信號源,X30.6 為輸入手動刀位信號源,30.7 為輸入手動換刀信號源,Y0.6 為輸出刀架正轉信號源,Y0.7 為輸出刀架反轉信號源。在接線過程中,應注意的事項為,信號線必須與電源線進行屏蔽隔離處理,接線應牢固、無松動現象。
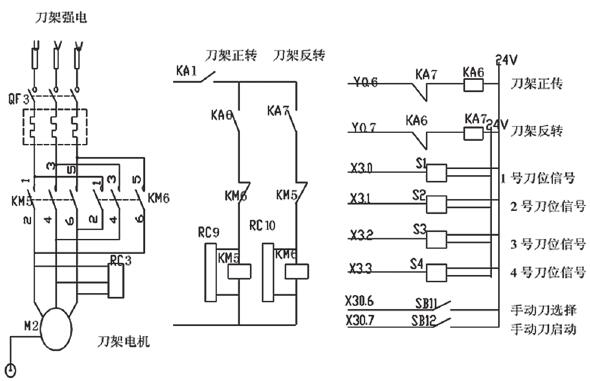
圖 1 刀架控制接線原理
3 、結語
本次 CA6136 數控化改造設計,圓滿實現了數控機床電氣和機械部分的改造。經調研,將廢舊機床進行數控化改造具有很好的經濟性,目前中國機床數控化改造潛在市場非常大,發展空間廣闊,特別是專用機床數控化改造項目。在本次改造設計過程中,筆者親身經歷改造全過程,學到了前所未有的新知識和新技能,同時把所學的知識應用到改造設計中,既鞏固專業理論知識,又有效提升解決問題的能力,這有助于今后更好地開展教學和科研工作。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

