


數(shù)控凸輪軸磨床運動誤差分析與建模技術(shù)
2018-8-7 來源:北京工業(yè)大學(xué)機械工程與應(yīng)用電子技術(shù)學(xué)院 作者:范晉偉,王鴻亮,張?zhí)m清,唐宇航
摘要: 為了對某數(shù)控凸輪軸磨床的運動誤差進行分析和建模,分析研究了各運動部件間運動形式和誤差類型,運用相鄰體坐標系間的運動變化來表達 2 相鄰體之間的運動情況,建立了相鄰體之間的理想運動方程和有誤差情況下的實際運動方程. 將相鄰體間的實際運動方程進一步推廣到任意低序體陣列分析當(dāng)中,為研究多分支數(shù)控凸輪軸磨床誤差建模提供理論基礎(chǔ). 將復(fù)雜的多分支鏈數(shù)控凸輪軸磨床抽象為簡單的多體系統(tǒng),對各運動部件建立相應(yīng)的體坐標系和運動參考坐標系,求出相鄰體間對應(yīng)的變換矩陣. 最后,將機床運動部件劃分為“工件-床身”和“砂輪-床身”2 條運動鏈,提出了有誤差影響情況下實現(xiàn)精密加工約束條件方程為 Pw= Pt,且對該方程進行了求解,為數(shù)控凸輪軸磨床誤差補償?shù)难芯刻峁┝吮匾獥l件. 結(jié)果表明: 誤差補償后的機床加工精度顯著提高.
關(guān)鍵詞: 數(shù)控凸輪軸磨床; 誤差分析; 多體系統(tǒng); 運動關(guān)系; 誤差建模
凸輪軸廣泛用于汽車、摩托車、內(nèi)燃機等發(fā)動機,主要控制氣門的開啟與閉合,其輪廓的加工精度直接影響發(fā)動機的工作性能. 數(shù)控凸輪軸磨床作為最常用的高效、高精度凸輪軸加工最后一道工序設(shè)備,其精度保持性至關(guān)重要. 但考慮到所有機床均會面臨工作中由于各種誤差引起的工作精度降低問題,這就需要對機床進行誤差分析,并采取適當(dāng)措施進行誤差防止或誤差補償. 因此,減小誤差對機床加工精度的影響方法可分為誤差防止法和誤差補償法. 誤差補償法是在不改變原有機床的基礎(chǔ)上,通過建立機床誤差模型,辨識機床各項誤差并通過修正數(shù)控指令的方法來減小機床誤差對工件加工精度的影響. 誤差補償法克服了傳統(tǒng)誤差防止法費用高、適用性差等缺點而得到了迅速發(fā)展.機床運動誤差分析與建模是誤差補償?shù)幕A(chǔ),對機床誤差能否正確分析是誤差建模的關(guān)鍵問題.為提高數(shù)控凸輪軸磨床加工精度以及精度保持性,有必要對數(shù)控凸輪軸磨床的運動誤差分析與建模進行研究. 目前,國內(nèi)外對數(shù)控機床誤差補償技術(shù)的研究主要有: 粟時平采用多體系統(tǒng)理論對多軸數(shù)控機床精度建模與誤差補償方法進行了研究. 范晉偉等對提高精密凸輪磨削精度的幾何誤差補償技術(shù)進行了研究. 李建對凸輪軸數(shù)控磨削誤差分析和補償技術(shù)進行了研究和軟件設(shè)計. 王維等采用多項式擬合與線性擬合方法對數(shù)控機床幾何誤差與熱誤差進行綜合建模和誤差在線實時補償. 王曉峰對復(fù)合數(shù)控機床幾何誤差補償及誤差影響溯源進行了分析. Lechniak 等提出了利用離線軟件進行誤差補償. Chnan 等對三軸磨床幾何和力的誤差補償進行了研究. ZHANG 等利用雙球桿儀對五軸數(shù)控機床回轉(zhuǎn)工作臺誤差進行了檢測和補償.
機床一般都是由多個運動體組成的復(fù)雜機械系統(tǒng),多體系統(tǒng)理論是將對復(fù)雜機械系統(tǒng)的分析分解為對運動體分析,然后將其耦合. 數(shù)控凸輪軸磨床是特殊輪廓加工機床,隨著近年來隨動式凸輪軸磨床的應(yīng)用越來越廣泛,以往的誤差分析和建模方法太過于復(fù)雜,機床誤差建模又缺乏通用模型,不同類型的機床需建立不同的誤差模型,而多體系統(tǒng)理論能用于降低機床誤差建模的難度,很少有人將多體系統(tǒng)理論應(yīng)用到該機床誤差建模中,因此本文采用多體系統(tǒng)理論對隨動式數(shù)控凸輪軸磨床進行了建模技術(shù)研究.
1、 數(shù)控凸輪軸磨床運動分析及誤差分類
對某隨動式數(shù)控凸輪軸磨床進行三維建模并簡化,其結(jié)構(gòu)示意圖如圖 1 所示. 該機床是一種特殊的三軸機床,其運動包括砂輪架沿砂輪架底座的 x向移動,工作臺沿床身的 z 向移動以及主軸帶動工件繞 c 軸的轉(zhuǎn)動. 在工作中主要是通過控制 x 軸和c 軸的聯(lián)動來完成凸輪輪廓的加工. 通過多個運動單元組成的機床,各運動單元的誤差可分為與位置點無關(guān)的誤差和與位置點有關(guān)的誤差. 與位置點無關(guān)的誤差包括: x 軸與 z 軸和 c 軸之間的垂直度誤差以及 z 軸與 c 軸之間的平行度誤差,如圖 2( a) 所示.在空間坐標系中任意物體均有 6 個自由度,在運動過程中必然產(chǎn)出 6 項誤差,3 項線位移誤差和 3 項角位移誤差,這些誤差是與位置點有關(guān)的誤差,三軸機床共有 18 項與位置點有關(guān)的誤差,以 x 向移動部件為例來說明如圖 2( b) 所示,各項運動誤差參數(shù)如表 1 所示.
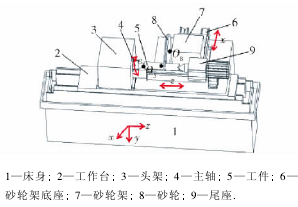
圖 1 數(shù)控凸輪軸磨床結(jié)構(gòu)

表 1 數(shù)控凸輪軸磨床幾何誤差參數(shù)

圖 2 誤差參數(shù)
2 、數(shù)控凸輪軸磨床拓撲結(jié)構(gòu)及低序體陣列描述
多體系統(tǒng)是指由多個剛體或柔性體通過某種形式連接而成的復(fù)雜機械系統(tǒng),多體系統(tǒng)運動學(xué)理論是指將機床的各個運動部件看作不同的剛體,對每個剛體分別建立體坐標系和運動坐標系,并對多體系統(tǒng)每個分支按照由小到大的順序進行排列,將機床的運動變?yōu)閯傮w坐標系之間的運動,對機床的運動分析變?yōu)槎囿w坐標系之間的運動分析. 利用多體系統(tǒng)運動學(xué)理論對該數(shù)控機床進行拓撲結(jié)構(gòu)及低序體陣列描述,以床身為分支起點,按床身-砂輪和床身-工件分支劃分,最后再以磨削點位置為終點,使機床組成閉環(huán)系統(tǒng). 故該機床共有 2 條運動鏈,分別是由 1-6-7-8 體組成的床身-砂輪鏈( B-T) 和 1-2-3-4-5 體組成的床身- 工件鏈( B-W) . 該機床的拓撲結(jié)構(gòu)圖如圖 3 所示. 拓撲結(jié)構(gòu)的低序體陣列如表2 所示.
3 、相鄰體運動關(guān)系模型的建立
對機床各運動部件進行分解,研究相鄰體間的運動學(xué)關(guān)系,最后通過變換矩陣乘積耦合建立整個機床的運動模型,可以大大降低直接研究多個運動體關(guān)系的復(fù)雜度.
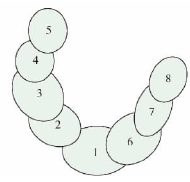
圖 3 數(shù)控凸輪軸磨床拓撲結(jié)構(gòu)
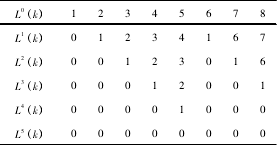
表 2 數(shù)控凸輪軸磨床拓撲結(jié)構(gòu)的低序體陣列
3. 1 理想情況下相鄰體運動關(guān)系模型的建立
圖 4 為理想情況下相鄰體 Bi和 Bj的相互關(guān)系,Oi和 Oj分別為兩相鄰體的體坐標系,Qj為固定在 Bi體上的 Bj的運動參考點,Bj相對于 Bi的相對位置可用 Qj相對于 Oi的位置矢量 pj來表示,Bj相對于 Bi的相對移動可用 Oj相對于 Qj的位移矢量 sj來表示,R為慣性坐標系,因此相鄰體間的運動關(guān)系可由相鄰體坐標系之間的變化來表示.
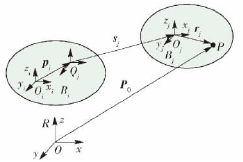
圖 4 理想情況下相鄰體相對運動
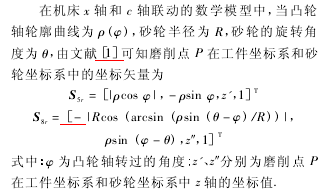
設(shè) P 為 Bj體上任意一點,由上述分析可知,P在 Oi-xiyizi坐標系中的位置矢量為.
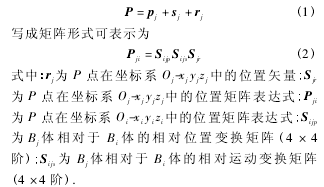
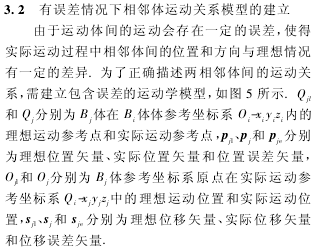
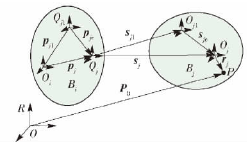
圖 5 有誤差情況下相鄰體相對運動示意圖
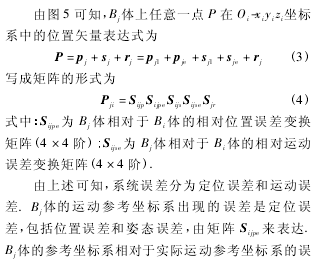
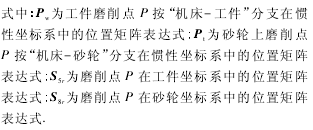
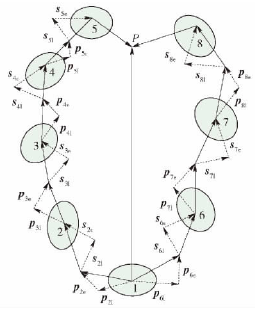
圖 6 數(shù)控凸輪軸磨床拓撲結(jié)構(gòu)
為實現(xiàn)機床精密加工,必須使砂輪磨削點在慣性坐標系中的坐標與工件磨削點在慣性坐標系中的



精密加工約束方程中的 21 項誤差參數(shù)可通過雙球桿儀并配合多體系統(tǒng)理論進行測量和辨識,通過建立刀具路線和數(shù)控指令的映射關(guān)系以及數(shù)控指令和實際刀具軌跡的映射關(guān)系,利用這 2 個關(guān)系可以對有誤差情況下的數(shù)控指令進行修正,并進行判別得到滿足精度要求的數(shù)控指令值,考慮到篇幅問題對于誤差補償過程不在敘述. 該方法已進行了實驗,利用誤補償后的機床加工某汽車發(fā)動機進排氣凸輪軸,通過與補償前機床加工比較凸輪軸的最大升程誤差已由 22 μm 降到了 9 μm,由此可見,誤差補償后的機床加工精度已顯著提高.
5 、結(jié)論
1) 對數(shù)控凸輪軸磨床基本結(jié)構(gòu)進行了分析,各相鄰體之間的連接形式分別為剛性連接、導(dǎo)軌滑動連接和軸承連接的一種特殊的多體系統(tǒng). 因此可將數(shù)控凸輪軸磨床直接抽象為具有“工件- 床身”和“砂輪-床身”2 條運動鏈的開環(huán)多體系統(tǒng),完全可以利用多體系統(tǒng)運動學(xué)理論對機床進行簡化分析和建模,最后再以工件磨削點和砂輪磨削點重合使系統(tǒng)形成閉環(huán)系統(tǒng).
2) 對數(shù)控凸輪軸磨床幾何誤差進行了分析,將誤差類型分為了與位置點無關(guān)誤差和與位置點有關(guān)誤差,分析了不同類型誤差的作用機理,提出了誤差參數(shù)的描述方法.
3) 運用多體系統(tǒng)誤差分析理論,對數(shù)控凸輪軸磨床建立了誤差分析模型,推導(dǎo)出了工件磨削點運動約束方程的表達式,給出了實現(xiàn)精密加工的必要條件,為數(shù)控凸輪軸磨床誤差補償?shù)难芯刻峁┝吮匾獥l件.
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況