


摘要: 為實現復雜、異形刀剪的端面磨削,提出了一種空間端面磨削多軸聯動控制方法. 根據端面磨削的工藝特點與臥式端面磨床的結構特點,建立了砂輪徑向進給量、軸向進給量、旋轉角度等加工參數與工件頂面磨削量、底面磨削量、磨削寬度等工藝參數間的函數關系,并結合端面的投影規律實現了一個旋轉軸與兩個平動軸的三軸聯動控制. 基于所提控制方法開發了數控系統,該系統支持二維圖形與參數混合編程. 利用該系統開發了數控端面磨床樣機,并進行了磨削實驗. 結果表明,該磨床能夠磨削多種刀剪產品,加工效率與質量優于液壓式端面磨床.
磨削加工是一類應用廣泛的加工技術,通常于半精加工或精加工. 曲面磨削技術雖然取得了很大的進步,但非軸對稱非球面或者自由曲面磨削仍然面臨一些挑戰 ]. 目前常用的曲面磨削方法包括切點跟蹤磨削法 、圓弧砂輪包絡法 和平行磨削法 ]等. 許第洪等針對曲軸類復雜回轉零件的磨削進行了研究,通過工件旋轉軸C 與砂輪架水平進給軸X 的聯動控制建立了切點跟蹤磨削法的運動模型. 俞紅祥等 在切點跟蹤法的基礎上,研究了一種基于砂輪架水平進給軸、附加升降軸與工件轉動軸聯動的曲軸新型非圓隨動磨削運動模型. 謝晉等 研究了圓弧砂輪包絡成型磨削法,根據曲面曲率建立了自適應數控成型磨削的數控模式. 姜晨等 提出采用傾角可調三軸擺動式數控夾具系統,在數控精密平面磨床上實現對光學非軸對稱非球面平行磨削加工. Kim 等 對光學非球面納米磨削技術進行了研究. 陳逢軍等 提出了單點斜軸磨削方法,采用圓柱形砂輪的直角尖點,通過控制X、Z、B 三軸聯動進行小型非球面模具的磨削. 陳興武等[13]基于自主研制的嵌入式六軸數控工具磨削系統,提出了磨削銑刀球刃的六軸聯動數控模型.Ramasamy等[14]采用模型預定控制策略研究了球頭銑刀的磨削控制. 這些方法針對特定加工對象建立了多軸聯動磨削控制方法,但這些方法無法直接應用于復雜刀剪的端面磨削.
在刀剪( 包括菜刀、套刀、小刀、剪刀和冰刀等)加工行業,通常采用端面磨削法( 即利用筒形砂輪的端面進行磨削) 磨削出與毛坯表面相交的平面.磨削前將毛坯表面相對砂輪端面偏轉形成一個固定的夾角,磨削開始時砂輪端面切入毛坯表面,磨削過程中要進行兩個平動進給軸的聯動插補以跟蹤刃線軌跡( 直線、斜線或圓弧) . 端面磨削的磨削刃近似為一條直線,故磨削平面是由多條斜率相同的直線組成. 復雜、異形刀具的磨削面為曲面. 由于刀具厚度薄、曲面曲率小,可以將曲面看成是由不同斜率的直線組成,因而仍然可以采用端面磨削法進行磨削.但相對于平面磨削,曲面磨削過程中需要控制毛坯表面與砂輪端面的夾角( 即直線斜率) . 故需要增加一個旋轉軸,并且要實現兩個平動軸與一個旋轉軸的三軸聯動.
刀剪曲面屬于復雜曲面,但目前未見采用端面磨削法進行刀剪曲面磨削的報道. 雖然德國、美國等國家已經開發出五軸聯動刀剪磨床 ,但三軸聯動磨削編程簡單、不需要昂貴的CAM 軟件,既可以節約成本又能適應國內刀剪加工企業的技術現狀. 文中針對刀剪端面磨削的工藝特點與臥式端面磨床的特點,建立了工藝參數與進給軸位移量間的函數關系,形成了平動軸與旋轉軸的三軸聯動插補,以實現多種復雜、異形刀剪的端面磨削.
1 、工藝要求與運動平臺
1.1 工藝要求
刀剪毛坯通常由鋼板經沖裁或者線切割制成,毛坯等厚且具有與成品相同的輪廓,如圖1 所示.
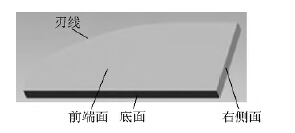
圖1 刀剪毛坯結構示意圖
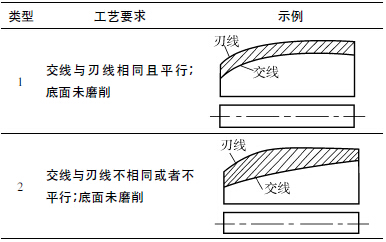
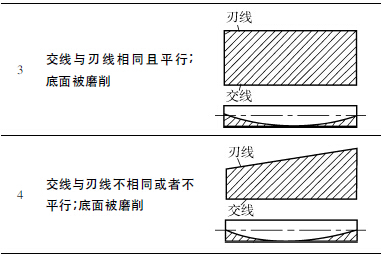
毛坯的前端面與后端面具有相同的形狀和尺寸,并且面積最大. 頂面、底面、左側面和右側面均與前后兩個端面垂直相交. 頂面常為曲面,其他幾個面常為平面. 在刀剪產品中,端面與頂面的交線稱為刃線.刀剪端面磨削是指利用筒形砂輪的端面磨削刀剪毛坯的整個端面或者端面的一部分,從而形成一個磨削面. 根據設計要求,磨削面分為平面和曲面兩種形式. 磨削面與頂面相交,會影響頂面的厚度或者輪廓形狀; 磨削面與底面相交,會影響底面的厚度或者輪廓形狀; 磨削面與端面相交會形成一條交線. 端面磨削的目的就是通過控制磨削面形成所需的頂面輪廓、交線以及底面輪廓. 在刀剪產品中,通常要求頂面等厚,故按照交線與底面輪廓的綜合設計要求,可以將端面磨削分為4 種情況,如表1 所示. 其中第1 種類型工藝要求最簡單也最常見,第4 種類型工藝要求最復雜,常用于磨削異形刀具產品.
表1 刀剪端面磨削工藝要求
1.2 運動平臺
在磨削過程中,毛坯端面必須相對砂輪端面偏轉一定的角度,并且根據工藝要求,需要采用X、Z 二軸聯動加工或者X、Z、A 三軸聯動加工. 典型的臥式端面磨削運動平臺包括一個主軸( 砂輪轉動) 和三個伺服軸( 平動軸X、Z 和旋轉軸A) ,如圖2 所示. 工件的裝夾面固定在X 軸上,故工件既可以沿X 軸前后運動,又可以繞X 軸擺動. 砂輪的主軸架固定在Z軸上,故砂輪既可以在主軸帶動下高速旋轉,又可以在Z 軸帶動下做軸向運動. 伺服軸的零點由限位開關設定,其中A 軸的零點位置是指裝夾面處于豎直時的位置.
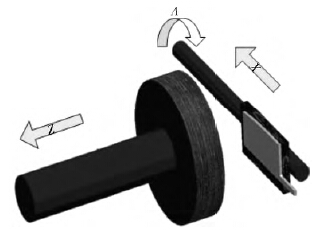
圖2 臥式端面磨削運動平臺示意圖
2 、運動控制方法
如圖3 所示,距離右側面x 位置處的截面P1P2,其磨削寬度為w,頂面磨削量為e,底面磨削量為b,這3 個量反映了磨削工藝要求,稱為磨削工藝
參數,并且是x 的函數:
w = w( x)
e = e( x) (1)圖
b = b( x)
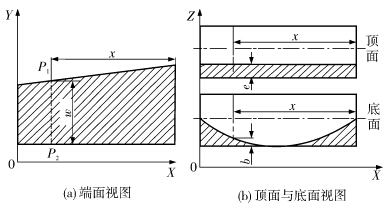
圖3 端面磨削工藝參數示意圖
頂面磨削量e > 0,并且為常量. 磨削寬度w 為刃線與交線間的距離. 如果磨削區域為部分端面,那么w 小于該位置處的毛坯寬度并且b = 0,如表1 的類型1、類型2 所示. 如果磨削區域為整個端面,那么w 等于該位置處的毛坯寬度并且b≥0,如表1 的類型3、類型4 所示.
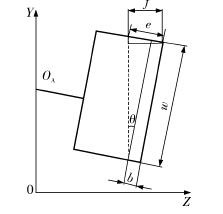
圖4 端面磨削示意圖
如圖4 所示,刀具截面P1P2在磨削之前為矩形,在被砂輪端面( 豎直虛線所示) 磨削之后變為梯形. 根據三角函數關系,建立磨削工藝參數w、e、b 與毛坯端面傾角θ 以及砂輪軸向進給量f 間的定量關系:

![]()
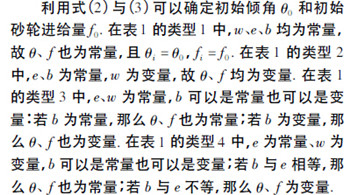
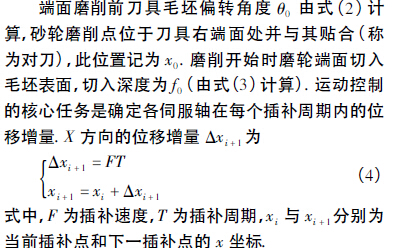
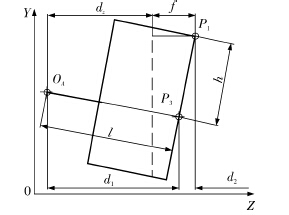
圖5 位置關系示意圖
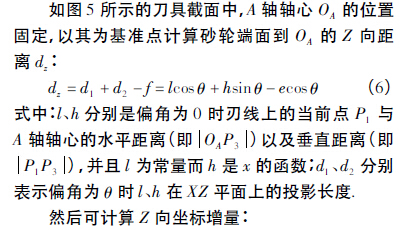
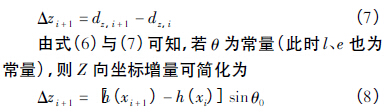
上述運動控制算法建立了伺服軸X、Z、A 的運動增量與工藝參數w、e、b 的函數關系,故通過運動控制能夠磨削出所需的頂面厚度、交線以及底面輪廓.當θ 為常量時,加工過程中只需進行X、Z 軸二軸聯動控制,而A 軸在加工開始時偏轉一個初始角后在加工過程中保持不動. 式( 4) 與( 8) 說明,當θ為常量時,X、Z 兩軸聯動端面磨削的實質是對刃線在XZ 平面上的投影進行插補. 由于刃線通常是由直線與圓弧組成,故當θ 為常量時,端面磨削運動控制的實質是進行二維直線插補和橢圓弧插補. 當θ為變量時,刃線的投影為復雜曲線,且該曲線通常沒有解析表達式,因而無法進行普通的曲線插補,需要利用式( 1) - ( 7) 進行X、Z、A 三軸聯動控制.
3 、加工實驗與結果分析
實驗所用的三軸臥式端面磨床樣機是由陽東縣國浩機械制造有限公司的GH-350 型兩軸數控端面磨刀機改造形成的,如圖6 所示. 采用三相異步電機驅動砂輪高速旋轉,采用廣州數控設備有限公司的DA98A 型全數字式交流伺服驅動系統精確控制X、Z、A 三軸圖6 數控臥式端面磨床Fig. 6 Numerical control surface grinding machine tool的運動,采用法國Dynabox 大傳動比( 40 ∶ 1) 精密蝸輪蝸桿減速器以增強A 軸的抵抗轉矩,采用工業控制計算機與自主研發的運動控制卡組成控制系統.工業控制計算機主要用于實現人機界面以及圖形與參數混合編程環境. 運動控制卡基于TI 公司TMS320C6713 型高性能浮點DSP,用于實現文中所提的空間插補算法. 插補算法的理論插補精度為0. 01μm. 在插補前進行梯形加減速規劃. 若刃線由多段軌跡組成,則各段銜接點速度設置為加工速度以保證運動的連續性,減小速度波動.
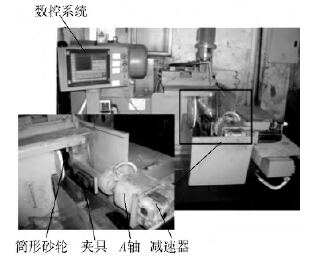
圖6 數控臥式端面磨床
在圖6 所示的數控臥式端面磨床上進行了兩種典型刀具的磨削加工實驗,磨削出的刀具樣品如圖7所示. 刀具1 的磨削面長度為80 mm,寬度為12 mm,刃線圓弧半徑為450 mm. 刀具2 的磨削面長度為92mm,右邊寬度為5mm,左邊寬度為28mm,刃線圓弧半徑為520mm. 刀具1 與刀具2 的材料均為45 號碳鋼.
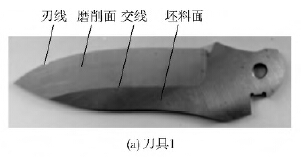
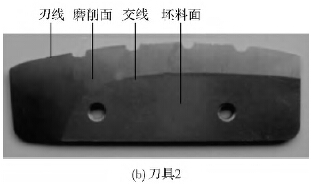
圖7 端面磨削實驗結果
刀具1 的工藝要求對應表1 中的類型1,即交線與刃線相同且平行,底面未磨削,此時只需要X軸、Z 軸二軸聯動加工. 刀具2 的工藝要求對應表1的類型2 和4,即其前半段交線與刃線不相同、底面未被磨削,其后半段底面被磨削,故刀具2 的磨削需要進行X、Z、A 三軸聯動控制. 進給速度為1 mm/s,刀具1 的一個加工循環用時約為90 s,刀具2 的一個加工循環用時約為115 s. 經檢測刀具頂面厚度、刃線形狀、底面輪廓形狀均符合設計要求,尺寸精度在± 0. 01mm 范圍內,磨削后表面粗糙度為Ra1. 0 ~Ra14.
4 、結論
文中從刀剪端面磨削的工藝特點和臥式端面磨床的結構特點出發,結合端面的投影規律,建立砂輪的徑向進給量( X 向) 、軸向進給量( Z 向) 和砂輪轉角( A 向) 等加工參數與工件頂面磨削量( e) 、底面磨削量( b) 和磨削寬度( w) 間的函數關系. 復雜、異型刀剪的底面磨削量和磨削寬度是變化的,從而形成形式各異的底面輪廓和交線形狀. 文中所提算法能夠根據函數關系實時求解出單位插補周期內的工藝參數變化量對應的加工參數變化量,從而能夠進行一個旋轉軸與兩個平動軸的三軸聯動控制,實現復雜異型刀剪端面磨削. 基于所提控制方法開發了端面磨削控制系統和端面磨床樣機,并磨削出了具有代表性的刀具產品. 文中所提出的控制方法不僅適用于刀剪曲面磨削,也廣泛適用于其他產品的小曲率曲面磨削.
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

