


摘要:根據(jù)某齒輪零件兩對稱長內(nèi)鍵槽的加工需要,利用現(xiàn)有普通花鍵磨床的工作原理及磨削特點,對設(shè)備磨削部分結(jié)構(gòu)進行局部改造,滿足磨削條件,擴充其功能,從而花少量費用、不需新設(shè)備引進,就能加工出合格產(chǎn)品。
0、引言
某型減速器一關(guān)鍵件尾減大輪上有一深長(長140 mm、寬8 mm) 對稱內(nèi)鍵槽。此長內(nèi)鍵槽作為導向鍵槽與槳距操縱桿上導向鍵配合使用,以實現(xiàn)槳距操縱桿的操縱功能。
此長內(nèi)鍵槽的加工,用公司現(xiàn)有機加設(shè)備無法加工。如采用銑削方式加工,無合適銑床,需選用臥式銑床并對動力和傳動部分進行很大改造,同時應設(shè)計制造專用銑削裝置,這種改造,公司未曾做過,且制造周期會較長,投資也較大;用車銑復合機床加工則類似拉削、剮削,需進行工藝試驗摸索,會遇到刀具剛性不足及結(jié)構(gòu)設(shè)計難題,切削方式及進刀選擇,程序編制困難,R24圓弧難以成形,加工效率低,更重要一點是質(zhì)量難保證。如在VUS55P (KAPP) 加工,需定購一套專用磨臂和CBN砂輪,價值人民幣至少45萬以上,且周期長達半年以上。如采用電火花加工,則需要配置專用電極、一般電火花機床也沒有這么大規(guī)格,另一方面這類軍工產(chǎn)品也不許采用電火花加工。為滿足研制生產(chǎn)進度要求,確保產(chǎn)品質(zhì)量, 決定利用現(xiàn)有普通花鍵磨床(M8612),對磨削裝置進行改造,配置專用夾具,采用干磨方式進行加工,這樣花費成本也不高。
1、尾減大輪的結(jié)構(gòu)技術(shù)要求及其工藝難點
1.1零件結(jié)構(gòu)技術(shù)要求
材料為9310鋼,心部硬度HRC33~41。零件的結(jié)構(gòu)技術(shù)要求見圖1:零件總長305 mm,最大外圓直徑265 mm,靠小頭有一50齒漸開線外花鍵(對稱去掉了2齒)。靠大頭有兩個對稱的長140+2.0,寬8±0.1 深的內(nèi)鍵槽,要求鍵槽出刀圓弧R24,且鍵槽與外花鍵缺齒有位置關(guān)系,同時鍵槽對內(nèi)孔還有對稱度要求。
1.2工藝制造技術(shù)難點
(1) 零件內(nèi)鍵槽深長(140 mm),且是對稱機電工程技術(shù)2014年第43卷第12期加工技術(shù)與機床雙鍵槽,與外花鍵缺齒有位置關(guān)系±20,同時對其內(nèi)孔有對稱度要求0.05,見圖1。
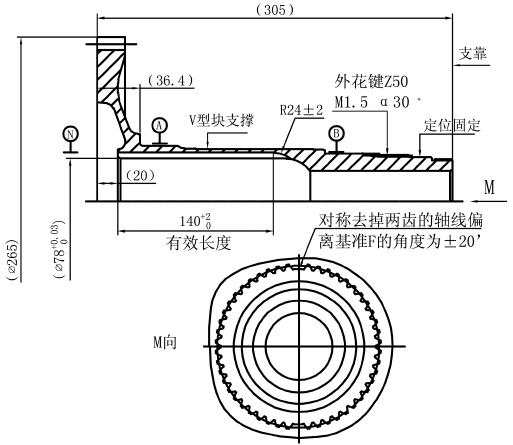
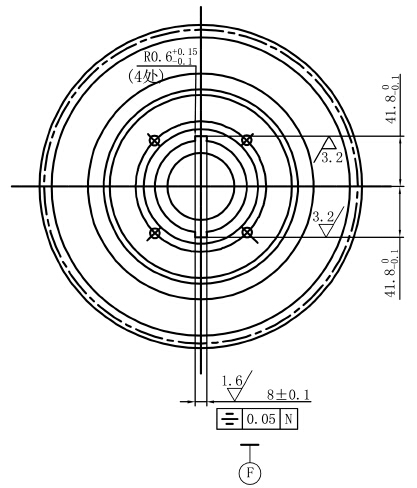
圖1 零件結(jié)構(gòu)
(2) 在普通花鍵磨床(M8612) 加工,需設(shè)計制造專用磨削裝置,并保證砂輪在磨削過程中具有有效切削作用。
(3) 在普通花鍵磨床(M8612) 加工,鍵槽磨削條件差,冷卻困難(此機床只有干磨方式),磨粒塵難以及時清除,易堵塞砂輪,易產(chǎn)生燒傷。
(4) 在普通花鍵磨床(M8612) 加工,此類長、大零件準確裝夾定位困難,砂輪修整困難。機床調(diào)試極其麻煩。
2、技術(shù)方案及具體實施方式
通過對零件的技術(shù)要求以及工藝性進行分析,結(jié)合現(xiàn)有普通花鍵磨床(M8612) 結(jié)構(gòu)功能特點,通過充分論證,決定設(shè)計制造專用磨削裝置,同時設(shè)計制造砂輪對刀件和拼裝專用夾具等,采用干磨方式對長內(nèi)鍵槽進行磨削加工。
2.1工裝設(shè)計
2.1.1磨削裝置的設(shè)計
磨削裝置設(shè)計要解決砂輪具有磨削去材料作用、能安裝合適大小和寬度的砂輪、具有比較長的磨臂使砂輪有效磨削長度大于160 mm。根據(jù)機床電機主軸轉(zhuǎn)速2 894 r/min以及砂輪直徑(≤ ? 52 mm),確定皮帶輪與磨輪支架直徑比為3.25,使砂輪線速度達到≥24 m/s,磨削裝置見圖2。
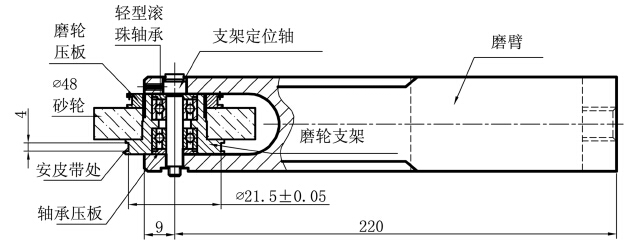
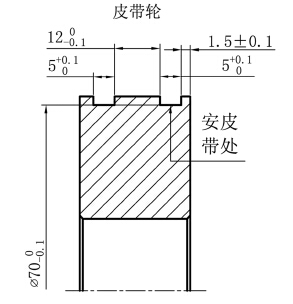
圖2 磨削裝置
2.1.2砂輪對刀件的設(shè)計
為確保砂輪中心通過零件內(nèi)孔中心,保證鍵槽對內(nèi)孔的對稱度,設(shè)計制造砂輪對刀件,參見圖3。
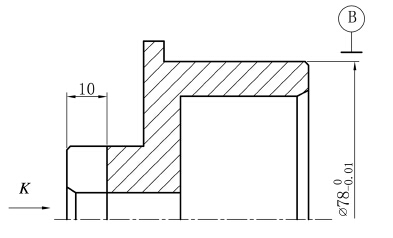
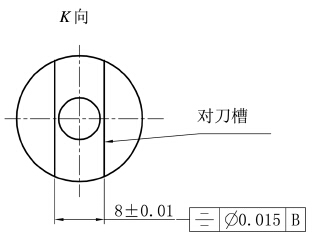
圖3 砂輪對刀件
2.1.3拼裝夾具的設(shè)計
為適應零件在機床的安裝和定位,設(shè)計制造角向定位銷和定位件,利用標準模塊拼裝一夾具,使零件安裝在工作臺上穩(wěn)定可靠。
2.2長內(nèi)鍵槽磨削加工操作過程
(1) 將拼裝夾具固定于磨床工作臺,按照零件最大直徑及砂輪磨軸的高度可調(diào)整量調(diào)整好拼裝夾具在工作臺的高度位置,同時盡量將其置于機床主軸中心。另應調(diào)整好拼裝夾具定位中心線與工作臺移動方向一致(Z軸)。
(2) 將零件按圖1 裝夾要求置于拼裝夾具。固定零件前找正零件A、B基準跳動不大于0.01,利用角向定位銷的60° 度錐面確定零件角向位置。
(3) 采用直徑55 mm,厚10 mm的片砂輪裝于磨輪支架上,并將砂輪厚度修整至8 mm (有效工作區(qū)),砂輪直徑修整至直徑52 mm。
(4) 將砂輪對刀件置于零件N孔,手動旋轉(zhuǎn)砂輪對刀件使其對刀槽處于垂直狀態(tài),同時前后移動砂輪主軸使已修整好的砂輪剛好置于砂輪對刀件的對刀槽內(nèi),從而確保砂輪中心通過零件N孔中心。
(5) 磨削過程中應用壓縮空氣吹冷零件加工部位及吹走磨塵,以防磨塵堵塞砂輪影響砂輪磨削力及導致零件燒傷等。
3、結(jié)論
通過對普通花鍵磨床磨削裝置進行改造和配置專用夾具,實現(xiàn)了長內(nèi)鍵槽的磨削加工,從而擴充了其加工能力,最大限度發(fā)揮其潛能。同時加工出合格產(chǎn)品,滿足了用戶要求,達到了預期目的。但要持續(xù)穩(wěn)定保證產(chǎn)品質(zhì)量,實現(xiàn)大批量生產(chǎn),還可以進一步做以下方面的改進:
(1) 設(shè)計制造一專用散熱冷卻裝置,便于用壓縮空氣吹氣冷卻,同時保證用壓縮空氣吹氣冷卻時磨塵不到處飛揚等;
(2) 設(shè)計制造一修砂輪設(shè)備及砂輪刀,便于修砂輪寬度、直徑及圓角。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況