


摘要:為了預防工件表面出現磨削缺陷,本文系統地對產生缺陷的原因進行了梳理,分析、總結出了8個方面的影響因素,并制訂相應的預防措施,從而達到了預防表面產生磨削缺陷的效果。
我公司是南京金城集團公司控股的生產企業,生產排量為50~250cc的各類摩托車曲軸20余種,具有年產摩托車曲軸總成50萬套的生產能力;曲柄銷是曲軸上的關鍵零部件,由于曲軸不同,曲柄銷的結構及精度要求也各不相同。為了便于控制產品質量,對曲柄銷的結構和精度要求進行了歸納,基本上是材料為20C rMo,長度和直徑要求在20~60mm內,直徑公差為0.002~0.003mm,滲碳淬火后硬度在55~65HRC之間,表面粗糙度值為0.1~0.2?m。具有尺寸公差小,形狀精度高, 表面粗糙度數值低,表面硬度高等特點,同時要
求表面不允許有燒傷、裂紋和振紋等表面缺陷。

圖1 無心磨床
為了滿足各類曲柄銷的批量生產及精度要求,公司在2005年3月購入了一臺MG1050A無心磨床(見圖1)。這是一種高精度及高生產的設備,可以實現半自動循環磨削,適用于大批量磨削直徑5~50mm、長度<200mm的精密圓柱體零件,能夠滿足公司曲柄銷的大批量和高精度的要求,解決了生產難題。但隨著設備的使用,發現如果對磨床的使用不當,極易產生表面磨削缺陷,而且缺陷有各種表現形式,影響因素多種多樣,如果不系統地從根源上分析產生原因,制定預防措施,必然造成損失。經過長期對M G1050A無心磨床的實際調整及其各部件的摸索,逐步對產生表面缺陷的原因梳理,分析、總結出了8個方面的影響因素:①磨床的安裝及在基礎上的調整。②對磨削原理的理解。③曲柄銷的中心高。④砂
輪。⑤導輪。⑥托板。⑦前、后導板。⑧磨削液。為了預防產生表面磨削缺陷,我們從以上8個方面入手,系統地對磨削區域各部件的作用進行學習并熟練掌握,明確產生缺陷的根本原因,從而制訂相應的預防措施。具體措施如下。
1. 正確地安裝磨床及其在
基礎上的調整磨床的安裝地點很關鍵,是磨床保持穩定加工精度的基礎條件,應遠離振動大、噪聲大、高溫及低溫的其他設備,安裝環境應有調溫設施以及能夠防塵、防潮和防油等條件。
(1)正確地安裝磨床。機床的振動能夠使工件表面產生振紋,所以應正確地安裝磨床。具體的預防措施為:①應使磨床遠離其他機床,以隔絕和減弱振動的傳入。②在地面上的基礎周圍挖100~150mm的防振溝,深度不能小于500mm,以隔絕振動。③基礎的混凝土按大約1∶3∶5的比例進行配比施工。
(2)在基礎上正確地調整磨床。磨床安放到基礎上后,應當調整床身導軌面的水平位置,調整水平工作分為初次調平和調平,在灌注地腳螺栓孔之前校平一次,在擰緊地腳螺栓的螺母時再進行一次校平。
校平時應將水平儀放置在機床的托架基面處做縱向和橫向的水平精度調整,保證公差均在0.04mm /1 000mm內。在調整后將螺母擰緊,放置一兩天后再進行一次復檢,如水平精度保持不變,校平工作就可視為完成。
2. 加深對磨削原理的理解
無心磨削是指曲柄銷以前導板為導向引入磨削區域,在磨削區域內曲柄銷以托板為支撐,自由地順向放置在砂輪和導輪之間,砂輪和導輪以不同的圓周速度做同一方向的旋轉運動,曲柄銷在砂輪的磨削力和導輪的推動力作用下,一面沿其軸線向前運行,一面低速旋轉,同時被去除了磨削余量,再由后導板引導退出磨削區域,至此,整個磨削過程完成。
磨削區域主要由磨削砂輪、導輪、托板和前后導板組成,前后導板是輔助部件。這些組成部件的功能各不相同,其中砂輪是刀具,工作時高速旋轉,提供磨削力,直接對工件實施磨削。導輪的作用是配合砂輪,提供推動力,推動曲柄銷低速轉動并沿軸線向前運行。托板是定位元件,起支撐、限位作用,用來保證曲柄銷相對砂輪、導輪的中心高,并使工件順利通過磨削區域。前后導板引導曲柄銷進入或退出磨削區域。磨削區域內的磨削液用來降低工件及各部件的溫度,并起清洗作用。磨削區域中各部件的位置關系如圖2所示。由此可見,曲柄銷的磨削僅僅依靠磨削區域的單一部件是不能實現的,而是靠各部件的有機結合來完成的。所以,它們之間的相對位置及作用十分重要,應充分掌握,調整應正確、適宜,才能從根源上預防各類表面磨削缺陷的發生。
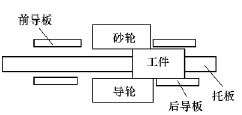
圖2 磨削區域中各部件的位置關系圖
3. 合理選擇曲柄銷的中心
高工件中心高是指磨削時工件中心相對于砂輪、導輪中心連線的距離。中心高是影響磨削精度(即圓度)的主要因素之一,也是影響工件跳動的因素,不同的工件磨削應有適宜的中心高度。如果中心高選擇過小,使工件在磨削過程中運轉不良,會造成工件圓度超差,同時也因為中心高過小,使托板受力過大,磨損過快,以至于摩擦工件表面,使工件表面出現拉毛現象;如中心高選擇過大,會產生工件跳動、表面有振紋等現象,原因是曲柄銷開始接觸砂輪時,主切削力大于導輪的作用力,工件只能以跳動的方式保持力的平衡,也就產生了跳動現象。所以,在磨削前應首先選擇適宜的中心高,才能有效地預防產生表面圓度超差、拉毛、跳動及振紋等磨削缺陷。中心高可以根據以下計算公式計算,也可以實際測量計算確定。
(1)工件中心高H的計算公式H=π? (D砂+D工)·(D導+D工)/360°(D砂+D導+2D工)式中,? 為工件與砂輪、導輪接觸點的切線角(一般取6°~8 °);D砂為砂輪直徑(mm);D導為導輪直徑(mm);D工為待磨曲柄銷直徑(mm)。
(2)工件中心高的測量方法:測量計算的方法比較方便。我們習慣用測量的方法計算中心高,具體步驟為:①用高度尺測量待磨曲柄銷直徑上部到托架底面的距離H1。②用千分尺測量待磨曲柄銷直徑D。③已知機床設計的砂輪與導輪中心連線至托架底面距離為200mm。④計算中心高H=H1-D/2-200。計算得到的中心高應作適當的修整,然后確定下來。
在實際的磨削過程中,一般來講,對于小直徑的曲柄銷,中心高等于曲柄銷直徑的一半;對于直徑大于20mm的曲柄銷,中心高在12~14mm范圍內。如果曲柄銷圓度誤差原始形狀偏向于較大的橢圓時,H值取小些;原始棱圓度大時,H值取大些。當原始橢圓度及棱圓度都較大時,可先選取較大H值消除棱圓度,再選取較小H值,以消除橢圓度。
4. 正確選用砂輪及對其修整
(1)正確選用粒度、硬度適合的砂輪。從磨削區域內各部件的位置關系圖中可以知道,砂輪是關鍵部件,它在磨削過程中完成對工件的切削。眾所周知,砂輪由磨料、結合劑和空隙組成,這三種不同的要素,又形成了不同特性的砂輪。砂輪的特性包括磨料、粒度、粘結劑、硬度、組織、形狀和尺寸。每一種砂輪根據其本身的特性,都有一定的適
用范圍。如果砂輪過硬,會使工件表面燒傷;砂輪過軟,工件外形尺寸不勻或表面粗糙度超差;粒度過大, 工件表面粗糙度超差;粒度過細,工件表面會有燒傷現象。因此選用適合的砂輪十分關鍵,在磨削加工時必須根據工件的材料、熱處理方法、表面粗糙度和磨削余量選擇適合的砂輪,同時,由于工件長度不同,砂輪寬度也應相應改變,一般情
況下,砂輪寬度應比待磨工件長度大5~10mm。
( 2 ) 選擇合適的修整用量,正確地修整砂輪。砂輪作為刀具,其修整的好壞直接關系到工件表面的質量和生產效率。修整時金剛石如果松動,修整后的砂輪表面凹凸不平,工件表面會出現螺旋形痕跡;修整得過細,砂輪就會太鈍,工件容易燒傷或橢圓;修整得過粗,工件就會出現表面粗糙度差的現象。所以,為預防砂輪修整原因而產生表面缺陷,應正確地修整砂輪:①安裝后的金剛石必須牢固, 其軸線與砂輪中心應保持大約10°的角度,并且偏離砂輪中心1~2mm,以預防在修整時振動。②選擇適宜的修整用量:修整時砂輪速度應放慢,修整進給量不能太大。粗磨時砂輪表面需修整得粗糙些,修整器往返速度約為200~300mm/min,甚至可以再大一點,每次修整量在0.01~0.03mm左右。精磨時修整器往返速度約為50~100mm/min, 每次修整量在0.01mm左右。③經常轉換金剛石的角度,以保證金剛石的鋒利。④修整時應用切削液對金剛石充分冷卻,不能出現間斷現象,以
避免金剛石因驟冷驟熱而碎裂。⑤將砂輪前部(工件入口處)和后部(工件出口處)修整30′的斜角,以便工件逐漸進入和離開磨削區域,減少對砂輪對工件粗糙度和形狀的影響。
5. 正確地修整導輪
在進行曲柄銷磨削時,容易出現橢圓、表面粗糙度差、表面燒傷等缺陷。橢圓是因為導輪的幾何形狀不正確。粗糙度差及表面燒傷是因為導輪傾斜角太大,導致工件的軸向進給速度加快。這幾種現象均與導輪在空間的傾斜角度及其表面形狀有關系。因為導輪的作用是在磨削過程中帶動工件作旋轉運動,同時沿工件軸線方向向前平穩運動。為了實現這個目的,必須使工件與導輪沿母線的全長接觸, 導輪外形應被修成旋轉雙曲面的形狀,并且軸線在垂直平面內傾斜一個角度。所以,為預防產生橢圓、表面粗糙度差、表面燒傷等缺陷,必須正確地修整導輪。
(1)調節導輪主軸,使導輪軸線在垂直平面內有一個傾斜角,靠磨床操作者一端較高,另一端較低。粗磨時傾斜角一般取3°~4°,精磨時傾斜角一般取1.5°~2°。
(2)調節導輪修整器,使修整器上金剛石滑座在水平面內有一個回轉角,保證把導輪外形修成旋轉雙曲面,精磨時回轉角一般取1.5°~2°。
(3)調節金剛石的偏移量,使金剛石相對導輪有一個適宜的偏移量。
(4)調節導輪主軸轉速至修整速度,一般取300r/min。
6. 選用適宜的托板并調整高度
無心磨削有時會出現圓度超差,這是因為工件的中心高不適宜或托板支承面的傾斜角太大,工件支承不穩,磨削時工件的位置受到影響。工件有時也會出現表面拉毛現象,這是因為托板支承面磨損后對工件造成摩擦,這要求托板支承面的硬度應比工件硬度高,并且耐磨性要好。托板是磨削區域的重要構成部件,起支承工件的作用,保證工件中心高于砂輪與導輪的中心連線。這是影響工件圓度的主要原因,也是工件被磨削成圓形的先決條件。所以,為了預防因托板原因而產生表面缺陷,應選用適宜的托板并調整其高度。
(1)選用合適的托板材料,增加托板的耐磨性,因為曲柄銷的硬度在滲碳淬火后比較高,一般在56~65HRC,所以我們采購的托板材料為高速鋼且淬硬,并在其斜面上鑲嵌硬質合金條后磨平。
(2)為了使工件迅速被磨圓,托板的支承面應有小于30°的傾斜角,且平整光潔。在磨削時將工件與托板支承斜面的接觸位置保證在距頂尖1/3處。
(3)選用托板墊片來調整托板高度,使工件中心高于砂輪與導輪的中心連線,避免因中心高的原因出現振紋或棱圓等缺陷。
(4)在安裝托板時,借用滑動表座和百分表調整托板的兩端高度,保證托板的兩端在同一水平面上,避免工件出現圓錐形。
7. 正確地調整前、后導板的位置
導板共有4個,分別位于砂輪和導輪的前后,它在磨削過程中把工件順利引進和退出磨削區域,對工件起限位和導向作用,是磨削區域的重要輔助部件。導板位置的正確與否對磨削后的工件形狀誤差影響很大, 如不正確,工件會被磨成細腰形或腰鼓形等。所以,為了預防因導板位置原因而產生的表面缺陷,應合理地調整前、后導板的位置(見
圖2)。
(1)靠導輪一側的前導板應比導輪的圓周面后退一定距離,一般取0.01~0.02mm即可;靠導輪一側的后導板,應與導輪的工作周面齊平。導板絕對不允許凸出于導輪工作圓周面的外側。
(2)靠砂輪一側的前、后導板可比砂輪的工作周面后退一定距離,一般取0.1~0.3mm即可。
8. 選用適宜的切削液及正確的使用方法
無心磨削時有時會出現表面燒傷和磨削裂紋,這是因為在磨削時產生大量的磨削熱引起的;表面粗糙度差是因為切削液不清潔或濃度不夠引起的。這就要求我們必須選用適宜的切削液并正確使用。曲柄銷經過滲碳淬火后硬度高,并且要求很低的表面質量,所以我們采用以下措施來預防缺陷。
(1) 采用H - 1 高精度磨削液, 其具有冷卻及潤滑效果顯著、提高表面質量、降低砂輪磨損和防銹等特點。
(2) 選擇正確的使用方法:①將磨削液直接澆注在砂輪與工件接觸的部位。②保持一定的壓力和充足的流量,均勻地將磨削液噴射到整個砂輪寬度。③定期更換并采用過濾裝置進行凈化,減少雜質,保證磨削液的清潔。引起表面磨削缺陷的因素還有其他方面,如砂輪的平衡、機床的潤滑、皮帶的使用和砂輪主軸的跳動與竄動等,這些都需要很好地分析、研究,積極地采取預防措施,才能從根源上避免產生表面磨削缺陷。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

