



異形螺桿的車床數(shù)控系統(tǒng)開發(fā)
2019-6-14 來源:河南科技大學(xué)機(jī)電工程學(xué)院 作者:庫祥臣,薛留偉,梁怡
摘要:為了加工具有復(fù)雜結(jié)構(gòu)的異形螺桿零件,設(shè)計了一個專用于異形螺桿加工的開放式車床數(shù)控系統(tǒng)。該系統(tǒng)硬件以工控機(jī)IPC為基礎(chǔ),以運動控制器GTS-800為核心,確立了IPC+GTS運動控制器的體系結(jié)構(gòu),能同時完成插補(bǔ)計算、伺服控制、系統(tǒng)管理等任務(wù)。系統(tǒng)軟件采用面向?qū)ο蠛湍K化編程技術(shù),以Visual Studio 2012為編程環(huán)境開發(fā)人機(jī)交互界面。整個系統(tǒng)軟硬件功能實現(xiàn)模塊化劃分,能對多種不同型線的螺桿進(jìn)行車削加工。實驗結(jié)果表明:該系統(tǒng)人機(jī)界面友好,能夠長期可靠工作,可以滿足加工螺桿的數(shù)控車床系統(tǒng)的控制要求。
關(guān)鍵詞:異形螺桿;運動控制器;車床數(shù)控系統(tǒng);人機(jī)交互界面
前言
螺桿是重要的工業(yè)基礎(chǔ)零件,被廣泛用于石油、化工、制冷、橡塑機(jī)械等眾多工業(yè)領(lǐng)域中。由于使用環(huán)境和功能不同,使得螺桿的形狀和大小差別懸殊,形成多種多樣形狀復(fù)雜的異形螺桿。異形螺桿的型線多為變螺距、變槽深、變螺棱寬、變底徑及變螺紋前后角中的一種或是多種的組合。隨著螺旋曲面螺桿應(yīng)用范圍的不斷增加,異形螺桿的應(yīng)用目的也不盡相同,螺旋曲面成形機(jī)制各異,螺桿型線也復(fù)雜多樣,這給異形螺桿的加工帶來很大的困難,尤其是在提高異形螺桿的加工精度方面。目前大多數(shù)螺桿制造企業(yè)加工工藝落后,螺桿加工多采用普通車床、銑床配以專用成形刀具和簡易數(shù)控機(jī)床為主,但是在實際加工過程中切削狀態(tài)不穩(wěn)定,刀具磨損嚴(yán)重,加工成本較高,表面精度達(dá)不到要求。發(fā)現(xiàn)國內(nèi)外異形螺桿數(shù)控車削目前應(yīng)用極少,研究開發(fā)異形螺桿專用車床數(shù)控系統(tǒng),為加工異形螺桿提供了一個新的思路,在保證加工質(zhì)量的同時提高了生產(chǎn)效率,極具研究價值。
1、異形螺桿的數(shù)學(xué)模型
根據(jù)異形螺桿的形狀特點建立螺旋線的數(shù)學(xué)模型。一般螺旋線(即等螺距等底徑螺旋線)的方程在笛卡爾坐標(biāo)系下為
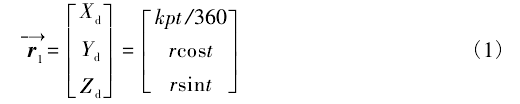
其中,X軸為螺桿的軸向方向。
1.1 異形螺桿槽底螺旋線方程
(1) 變底徑等螺距螺桿槽底螺旋線
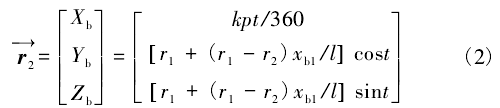
(2) 變螺距等底徑螺桿槽底螺旋線
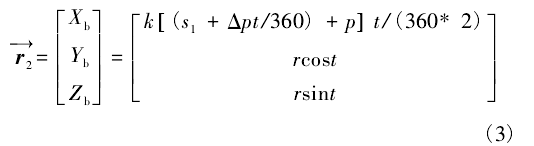
(3) 變螺距變底徑螺桿槽底螺旋線
1.2 異形螺桿槽頂螺旋線方程
(1) 等螺距螺桿槽頂螺旋線
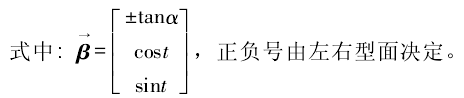
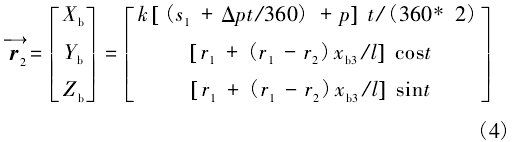
(2) 變螺距變底徑螺桿槽頂螺旋線

2、異形螺桿的加工原理
普通異形螺桿一般分為3段,即加料段、壓縮段和計量段,加料段為固體輸送段,底徑較小,采用等螺距螺旋線;壓縮段為過渡段,底徑是變化的,采用變螺距變槽深螺旋線;計量段為溶體輸送段,螺槽較小,采用等螺距螺旋線。其中壓縮段螺桿是數(shù)控車床加工的難點。依據(jù)異形螺桿的結(jié)構(gòu)和特點,螺桿數(shù)控車床應(yīng)具備3個坐標(biāo)軸,如圖1所示,包括:工件的旋轉(zhuǎn)(C軸)、車刀沿工件的軸向運動(Z軸)和車刀沿工件的徑向運動(X軸),3個運動必須由數(shù)控計算機(jī)同時控制,才能加工出上述各類型的螺桿。由于螺桿作為核心部件要求同軸度較高,在加工的時候采取兩頂尖裝夾一次加工成型。系統(tǒng)采用半閉環(huán)控制方式,雖然控制精度比閉環(huán)控制方式低,但加工成本低、整體結(jié)構(gòu)簡單、易于調(diào)整,并且隨著速度檢測元件和絲桿螺距精度的提高以及各種補(bǔ)償功能的實現(xiàn),故仍可得到相當(dāng)高的控制精度。
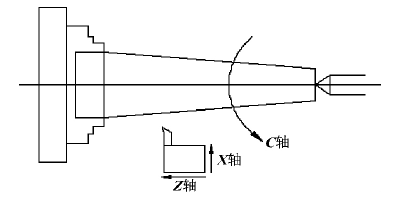
圖1 螺桿數(shù)控車床的受控坐標(biāo)軸
異形螺桿的加工需要滿足下列幾個條件:(1)機(jī)床主軸與刀具之間必須保持嚴(yán)格的運動關(guān)系,即主軸旋轉(zhuǎn)時刀具沿其軸向按預(yù)先設(shè)定的螺旋線變化曲線運動規(guī)律走刀,并且要與主軸的轉(zhuǎn)速相關(guān)聯(lián)。(2)由于異形螺桿的齒形曲線不能夠一刀車出,需要多次按同一規(guī)律走刀后方可切削出符合曲線要求的齒形輪廓,特別注意刀具的軌跡必須與前一次的軌跡重合,不能產(chǎn)生“亂扣”現(xiàn)象。(3)異形螺桿幾何形狀參數(shù)化。
3、數(shù)控車床系統(tǒng)硬件構(gòu)成
系統(tǒng)的硬件結(jié)構(gòu)如圖2所示。圖2系統(tǒng)硬件結(jié)
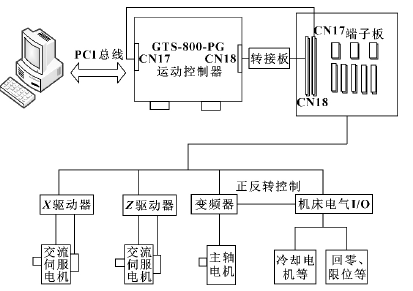
圖2 系統(tǒng)硬件結(jié)構(gòu)圖
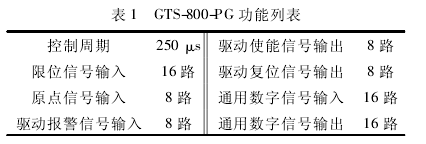
工控機(jī)選用研華AWS-8259,主板為PCA-6186LV-00B2E,CPU為PIV-2.8G,內(nèi)存256 M,硬盤80 G,機(jī)箱為AWS8259TP6002E-T,主要完成各軸的運動參數(shù)設(shè)定和數(shù)據(jù)的存儲以及人機(jī)界面交互功能;運動控制卡選用深圳固高科技公司的GTS-800-PG控制卡,其核心處理器是由DSP和FPGA組成,可以同步控制8個運動軸,能實現(xiàn)復(fù)雜的多軸協(xié)調(diào)運動。運動控制器以插卡形式嵌入工控機(jī)中,它們之間通過PCI總線通信,只需要調(diào)用動態(tài)鏈接庫gts.dll就可實現(xiàn)兩者間的實時通信。其主要功能說明如表1。
4、數(shù)控車床系統(tǒng)軟件設(shè)計
該系統(tǒng)的軟件設(shè)計采用了模塊化的設(shè)計方法,運動控制器提供C#等函數(shù)庫和Windows動態(tài)鏈接庫,在Windows環(huán)境下以Visual Studio 2012為編譯環(huán)境進(jìn)行人機(jī)交互界面的開發(fā)。系統(tǒng)軟件包括控制軟件和管理軟件,控制軟件完成刀具補(bǔ)償、位置和速度控制、插補(bǔ)運算、軌跡規(guī)劃等任務(wù);管理軟件完成螺桿加工程序的輸入輸出、系統(tǒng)信息的顯示以及系統(tǒng)故障診斷等功能。通訊模塊實現(xiàn)運動控制器程序與人機(jī)界面應(yīng)用程序之間的通訊。
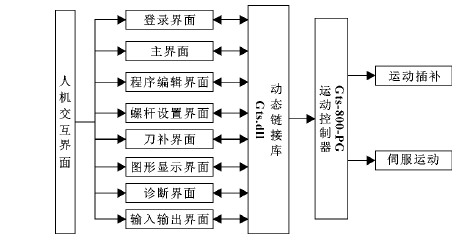
圖3 系統(tǒng)軟件結(jié)構(gòu)圖
4.1 Windows系統(tǒng)下動態(tài)鏈接庫的使用
在Windows系統(tǒng)下使用GTS運動控制器,首先安裝驅(qū)動程序,然后可以使用支持動態(tài)鏈接庫的開發(fā)工具來開發(fā)應(yīng)用程序。下面說明在Visual Studio 2012的使用:(1)啟動Visual Studio 2012,建立C#工程;(2)將動態(tài)鏈接庫gts.dll和函數(shù)聲明文件拷貝到工程文件夾“..\bin”中的debug或者release中;(3)選擇“Project”菜單下的“Add existing Item”菜單項,選擇函數(shù)聲明文件gts.cs,將其添加到工程中;(4)在using指令集中加入using gts。到此,就可以在C#模塊中通過mc.函數(shù)名的方式調(diào)用庫中的任何函數(shù)。若建立通訊失敗,運行軟件時會有消息框提示,方便用戶查找原因。
4.2 系統(tǒng)人機(jī)界面的設(shè)計
系統(tǒng)人機(jī)界面包括登錄界面、主界面、螺桿設(shè)置界面、程序編輯界面、輸入輸出界面等。其中主界面實時顯示各加工軸的當(dāng)前位置、系統(tǒng)狀態(tài)、系統(tǒng)時間以及加工程序執(zhí)行區(qū)。螺桿設(shè)置界面包括螺桿的總體信息和基本參數(shù)設(shè)置,總體信息顯示螺桿名稱、材料名稱、技術(shù)要求等;螺桿參數(shù)設(shè)置可以輸入螺桿的長度、導(dǎo)程、槽深、螺棱寬度等參數(shù),能實時打開和保存當(dāng)前信息。主界面如圖4所示,螺桿設(shè)置界面如圖5所示。
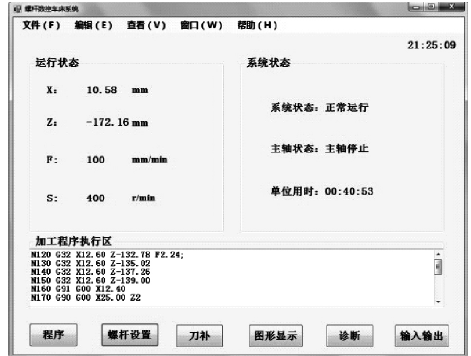
圖4 主界面
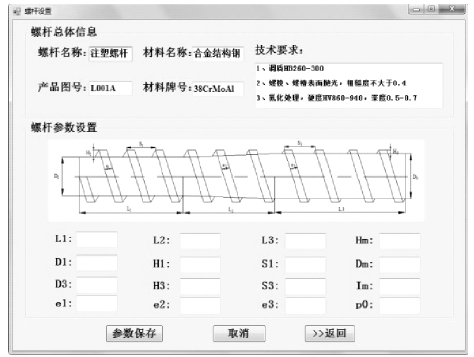
圖5 螺桿設(shè)置界面
在程序編輯界面中,可以手工編寫加工程序,也可以直接打開現(xiàn)有的加工程序或者直接將程序下載到GTS運動控制器中。在輸入輸出界面中,顯示相應(yīng)的狀態(tài)信息,輸入主要包括工作方式、液壓系統(tǒng)、運動狀態(tài)、驅(qū)動器狀態(tài)、伺服使能等信息;輸出主要包括加工軸、報警燈、變頻器等信息,正常時指示器為綠色,出現(xiàn)故障時指示器會變成紅色。程序編輯界面如圖6所示,輸入輸出界面如圖7所示。
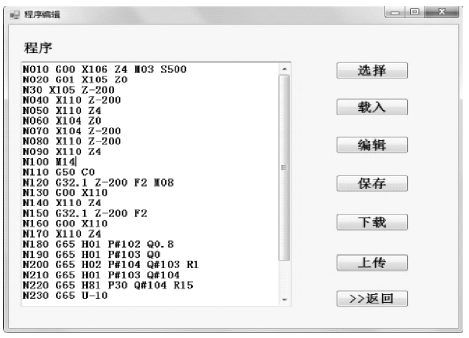
圖6 程序編輯界面
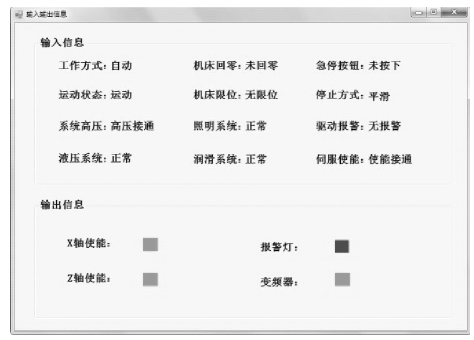
圖7 輸入輸出界面
當(dāng)系統(tǒng)發(fā)生故障時,報警信息消息框會自動彈出來,提示操作者發(fā)生故障的位置和類型并保存在故障歷史記錄中,并向控制部分發(fā)出急停指令,幫助維修人員及時排除故障,大大提高了生產(chǎn)效率。
4.3 通訊模塊
通訊模塊是建立運動控制器與上位機(jī)對話的通道,能把底層的GTS控制程序與上位機(jī)IPC控制程序在邏輯上連接起來,GTS提供了一套DLL和Vx D,協(xié)助用戶完成穩(wěn)定可靠的通訊。建立通訊后,用戶設(shè)計軟件時可以使用固高公司提供的gts.dll動態(tài)鏈接庫,其中包含近200個函數(shù)可以調(diào)用。主要函數(shù)如下:
GT_Open();//打開運動控制器和運動控制器建立通訊
GT_Close();//當(dāng)程序運行結(jié)束后,關(guān)閉運動控制器
GT_Reset();//復(fù)位運動控制器,使所有的寄存器恢復(fù)到默認(rèn)狀態(tài)
GT_Ctrl Mode();//軸控制模式,參數(shù)設(shè)為0,即模擬量輸出閉環(huán)控制;參數(shù)設(shè)為1,即脈沖量輸出開環(huán)控制
GT_Step Dir();//將脈沖輸出通道的脈沖輸出模式設(shè)置為”“脈沖+方向”
GT_Download();//下載運動程序到運動控制器
關(guān)鍵部分程序:
{
//初始化程序
{
short sRtn;//指令返回值變量
sRtn=mc.GT_Open(0,1);
sRtn=mc.GT_Reset();
sRtn=mc.GT_Load Config(“GT800_test.cfg”);//下載配置信息到控制器,其中GT800_test.cf是配置文件
sRtn=mc.GT_Clr Sts(1,8);//清除1—8軸的軸狀態(tài)
for(short i=1;i<=8;++i)
{sRtn=mc.GT_Axis On(i);}//使能運動軸
commandhander(“指令”,sRtn);//指令返回值校驗
}
……//定時器函數(shù)事件,設(shè)置采樣間隔100ms
private void timer_Tick(object sender,Event Args e){……
sRtn=mc.GT_Get Axis Enc Pos(axis,out p Value,count,out p Clock);//讀取運動軸實際位置sRtn=mc.GT_Get Axis Enc Vel(axis,out p Value,count,out p Clock);//讀取運動軸實際速度sRtn=mc.GT_Crd Status(crd,out run,out segment,fifo);//讀取坐標(biāo)系運動狀態(tài)sRtn=mc.GT_Get Di(mc.MC_GPI,out l Gpi Val-ue);//讀取數(shù)字IO輸入狀態(tài)sRtn=mc.GT_Get Do(mc.MC_GPO,out OG-po Value);//讀取數(shù)字IO輸出狀態(tài)
}
}
5、實驗結(jié)果與分析
實驗采用勻加速曲線變化規(guī)律的壓縮段螺桿,螺桿參數(shù)界面設(shè)置起始螺距s1為17 mm,終止螺距s3為18.8 mm,長度L2為180 mm,起始底徑D1為88.4 mm,終止底徑D3為83.0 mm,螺棱寬度e為8.8 mm,根據(jù)上面設(shè)置參數(shù)計算出該段螺桿的總?cè)?shù)Im為10,導(dǎo)程增量P0為0.094 736 mm,測得實際壓縮段螺桿參數(shù)如表2所示。
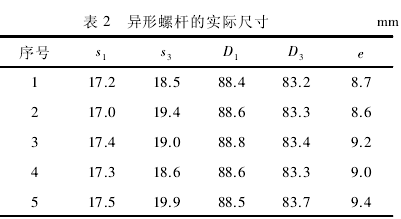
依據(jù)設(shè)定的參數(shù),從表2的5組實驗數(shù)據(jù)可以看出實際尺寸和設(shè)定的參數(shù)總體相差很小,但終止螺距相對波動較大,與設(shè)定值偏差最大處達(dá)到了1.1 mm,產(chǎn)生這些誤差的主要原因是工況頻繁發(fā)生變化而引起的刀具磨損程度時刻變化,因此,在今后對該系統(tǒng)的改進(jìn)完善過程中需要加強(qiáng)對刀具補(bǔ)償分析,以便設(shè)置更加合理的螺桿加工參數(shù)。
6、結(jié)論
在對具有復(fù)雜空間形狀的異形螺桿研究的基礎(chǔ)上,分析了異形螺桿的加工原理,設(shè)計了一套專用于異形螺桿加工的車床數(shù)控系統(tǒng)。該系統(tǒng)充分發(fā)揮了IPC強(qiáng)大的后臺管理能力和GTS良好的實時運動控制能力,實現(xiàn)了運動控制卡參數(shù)設(shè)定、螺桿加工參數(shù)設(shè)置、自診斷、系統(tǒng)狀態(tài)顯示等主要功能。運用該系統(tǒng)進(jìn)行了異形螺桿的加工實驗,實驗表明該系統(tǒng)在控制性能、可靠性、加工精度等方面達(dá)到了預(yù)期目標(biāo),具有一定的應(yīng)用價值。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別