



一種三爪夾盤車削軸類徑向定距孔的專用夾具研發(fā)設(shè)計
2019-3-21 來源:遼寧豐田金杯技師學(xué)院 作者:李章峨
摘 要 :工廠進(jìn)行小批量或單個零件的生產(chǎn)加工時,通常會使用通用夾具進(jìn)行毛坯料的固定,進(jìn)而應(yīng)用機(jī)床對其進(jìn)行機(jī)械加工。但如果是生產(chǎn)大批量高精度的零件,專用夾具就成為各大生產(chǎn)廠家的首選了。專用夾具的設(shè)計不但要遵循所用機(jī)床的特點,而且還要保證毛坯料定位裝夾的方便,加工的精度等方面。本文意在設(shè)計一款適用于車床上的專用夾具,其功能是車削棒類零件徑向上兩個孔距精度要求很高的孔。不但要求裝夾方便,而且定位的準(zhǔn)確是重要考慮之處。
關(guān)鍵詞 :專用夾具 ;加工精度 ;車床
當(dāng)科技發(fā)展愈發(fā)迅猛,對于機(jī)械加工的要求不僅要向智能化發(fā)展,加工精度、加工效率也成為重要的發(fā)展方向。車床加工主要用車刀對旋轉(zhuǎn)的工件進(jìn)行車削加工。車床主要用于加工軸、盤、套和其他具有回轉(zhuǎn)表面的工件,是機(jī)械制造和修配工廠中使用最廣的一類機(jī)床加工。車床夾具是指在車床上用來加工工件內(nèi)、外回轉(zhuǎn)面及端面的夾具。車床夾具多數(shù)安裝在主軸上 ;少數(shù)安裝在床鞍或床身上。普通夾具是指機(jī)械制造過程中用來固定加工對象使之處于正確的位置以接受施工或檢測的裝置。從廣義上說,在工藝過程中的任何工序,用來迅速、方便、安全地安裝工件的裝置,都可稱為夾具。而專用夾具則是為零件的某一道工序加工而設(shè)計制造的器材。專用夾具在產(chǎn)品相對穩(wěn)定、批量較大的生產(chǎn)中使用 ;在生產(chǎn)過程中它能有效地降低工作時的勞動強(qiáng)度、提高勞動生產(chǎn)率、并獲得較高的加工精度。本文通過以下幾個方面對車削軸類徑向定距孔的專用夾具進(jìn)行研發(fā)設(shè)計。
1、 軸類零件的分析
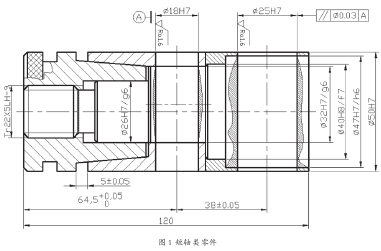
短軸、銷軸等短銷軸類零件是機(jī)械加工,特別是車削加工行業(yè)中的常見零件,本文選取了一款短軸類零件,如圖 1 所示,其外輪廓形狀由車削加工即可完成,尺寸難以保證的部分則為徑向的兩個中心距38mm±0.05mm 孔的加工。不但要保證兩個孔中心線的平行度,而且還要保證中心距的尺寸精度,這兩個孔需要用普通立式搖臂鉆床加工。傳統(tǒng)的孔加工方法大致為 :車削毛坯成型—平臺找正—畫線—沖眼—鉆床裝夾—對刀—鉆孔,該法適合單孔加工,生產(chǎn)效率低且鉆孔前必須經(jīng)過劃線工序。由于短軸類零件均為在徑向圓周面鉆孔,各孔位置均需在分度頭上逐一劃定,因此劃線工作相當(dāng)復(fù)雜。因圖中短軸類零件生產(chǎn)批量大,車床鉆床兩類機(jī)床互相轉(zhuǎn)換造成加工效率低等,故急需設(shè)計一款車床專用夾具。
本文設(shè)計了一款車削軸類徑向定距孔的專用夾具,該夾具的最大特點是夾緊范圍大、安裝調(diào)整方便、通用性好,實現(xiàn)了對軸類零件的定位夾緊,快速徑向定位、車孔工作使生產(chǎn)效率顯著提高。
2 、專用夾具設(shè)計
2.1 定位部分結(jié)構(gòu)設(shè)計
本次設(shè)計是針對短軸類零件徑向孔加工的車床用專用夾具,所以定位部分分為車床裝夾定位部分以及短軸類零件裝夾定位部分。
車床裝夾定位部分 : 此部分是專用夾具與車床的鏈接定位部分,在本次設(shè)計中采用的是在專用夾具后端加入圓柱形裝夾部分,適應(yīng)了車床三爪卡盤的裝夾特點。
短軸類零件裝夾定位部分 : 此部分是本次車床用專用夾具設(shè)計的難點之處。由于短軸徑向有兩個大小不一,中心距要求嚴(yán)格的孔。這兩個孔的加工不但要求在車床上加工完
成,而且兩個孔的中心距要求比較精密。
首先是車削短軸的徑向孔,要將孔的中心和車床的主軸中心保持一致,才能車削出相應(yīng)的中心孔。因此,在裝夾短軸時要將徑向的孔的中心與專用夾具尾部車床裝夾圓柱體部分的軸線保持一致。然后是短軸類的裝夾部分,回轉(zhuǎn)體零件的裝夾采用了傳統(tǒng)的“V”型塊裝夾定位方式,上方有擋板壓緊。還有車削中心距要求嚴(yán)格的兩個孔,這兩個孔的中心都要求與車床的主軸對齊,這就意味著在車削第二個孔的時候需要將短軸進(jìn)行軸向的定距位移。因此再設(shè)計夾具的時候,在一端安裝一個定位板,以此防止短軸的軸向移動。
2.2 徑向孔的定距位移結(jié)構(gòu)設(shè)計
由于此零件的徑向上有兩個中心距要求極其嚴(yán)格的孔,故裝夾定距便成為十分重要的考慮部分。考慮到兩個孔的兩次加工問題,多次加工需多次定位。特別是想要車削短軸的徑向孔,一方面要考慮夾具與車床的定位,另一方面還要考慮短軸與夾具的定位,多次定位多次誤差,誤差累積最終造成加工尺寸偏差。所以本次設(shè)計意在將夾具固定在車床后不再移動,通過調(diào)節(jié)夾具上的部分零件達(dá)到短軸的軸向移動。
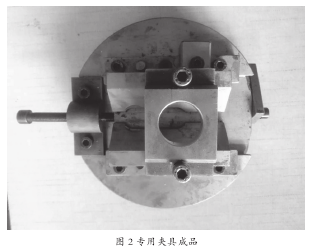
在本次設(shè)計中,將調(diào)節(jié)短軸的軸向移動裝置設(shè)計成為螺旋進(jìn)給裝置(如圖 2 所示),通過于夾具上定位板相反端的螺旋旋進(jìn)裝置推著短軸向前進(jìn)行軸向移動,從而使得短軸的定位更為精確,更保證了徑向孔的孔距精度。
2.3 夾具應(yīng)用
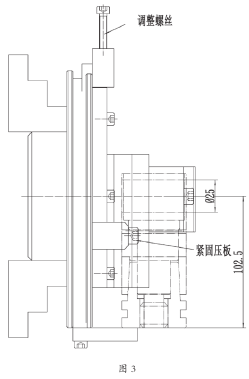
(1)將加工完的工件 1 至工件 4 按圖 1 進(jìn)行裝配,然后放在夾具的“V”型架上,利用下側(cè)限位塊限制工件徑向位置,將活動“V”型架的緊固壓板擰緊,裝夾位置如圖 3 所示,啟動機(jī)床進(jìn)行孔 φ25 的鉆削、半精車、精車。
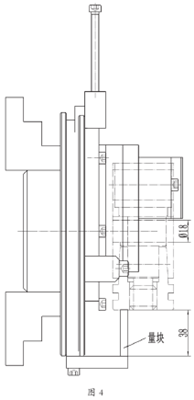
(2)松開左右兩側(cè)壓緊螺母,松開上側(cè)調(diào)整螺絲的位置將夾具“V”型架及工件一起向上移動足夠的距離,組合量塊尺寸 38mm,將組合好的量塊放在限位塊上,緊固上側(cè)調(diào)整螺絲的位置,使工件與量塊、限位塊緊密貼合,鎖緊左右兩側(cè)壓板,使工件和 V 型架固定在夾具上,裝夾位置如圖 4所示。啟動車床,進(jìn)行 φ18 孔的鉆孔及半精車、精車。
結(jié)語
車床專用夾具的設(shè)計大大方便了車床操作者零件裝夾難的問題,而且提高了生產(chǎn)的效率和精度。本文中設(shè)計的軸類徑向定距孔的專用夾具正是基于此基礎(chǔ)上進(jìn)行的專項研發(fā)設(shè)計,在進(jìn)行短軸類徑向孔的車削加工上有廣泛的應(yīng)用性。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別