


航空發動機風扇單元體高效孔加工技術
2024-8-28 來源:中國航發成都發動機有限公司 作者:李曉偉 陳鵬飛
【摘要】: 論述了渦扇發動機風扇單元體孔的特征、加工難點和加工刀具的設計思路。針對特征孔加工周期長、質量差的問題,設計了新型加工刀具及改進加工工藝路線,提高了加工效率和零件質量,形成一套高效的孔加工方案,有利于提升航空發動機整體制造水平。
【關鍵詞】: 高效孔加工 ; 航空發動機 ; 自動化
1.引言
風扇單元體是航空發動機中的重要支撐和連接部件,特征孔加工難度大,迄今少數國外企業壟斷了特征孔的高效加工技術和裝備。 由于國內特征孔高效加工經驗不足,金屬切削加工技術欠缺,特征孔的高效加工已成為制約我國裝備制造業高速發展的瓶頸之一。
特征孔的加工難點在于多特征孔、深孔和反锪孔加工,如 CF34-10A 的風扇單元體中有較多的輸油孔、吊掛孔和連接孔,加工難度大、周期長,一直是生產加工中的難點。因此,本文通過設計專用加工刀具和改進加工工藝方案對加工難度大的特征孔進行高效加工研究,以解決孔加工周期長、精度差等問題。高效孔加工可以為加快我國先進發動機生產進度提供技術保障,且具有較大的應用價值和廣闊的應用前景。
2. 特征孔的加工難點
以 CF34-10A 的風扇單元體為研究對象,加工難度大的特征孔主要分為深孔、多特征孔和反锪孔,其數量眾多且結構復雜,目前的通用加工刀具無法做到一次成型,因此需要眾多工步和繁雜的工藝路線,加工周期較長。
2.1 深孔加工難點
深孔特征在航空發動機中較為常見,某型號零件的深孔結構特征如圖 1 所示。
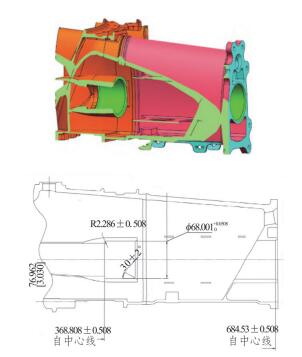
圖 1 深孔加工結構特征
具體加工難點有 :
加工狀態不可見 : 如圖 1 所示,深孔位置在風扇框架的內腔中,加工時無法觀察到刀具的下刀位置,只能根據聲音判斷加工過程中零件的狀況和刀具的磨損狀況,在一定程度上給編程和加工帶來了難度。
精度高 : 該孔為裝配精密孔,尺寸公差要求嚴格(直徑φ68.001+0+0.0508mm,位置度φ0.0508,粗糙度 Ra1.6),加工中刀具的磨損、排屑狀況和剛性導致的振動都會造成尺寸超差。
剛性差 : 從圖 1 可以看出,該部位屬于深孔加工(加工深度 315.772mm),長徑比 L/D ≥4,且無法支撐薄壁,部件剛性較弱,加工時容易產生振動和變形,導致零件超差,無法保證孔的精度。
孔特征多 : 孔底部有 R2.286mm±0.508mm圓角,孔口有深度 3.81mm±0.508mm、角度30° ±2°的倒角,造成工步分散,加工周期長。切削熱不易散出 : 深孔加工排屑困難和排屑通道長,零件加工一直處于封閉環境,產生大量的切屑熱不易散出,由于熱量會對零件和刀具產生影響,在冷卻不到位情況下易造成鈦合金零件尺寸超差。
2.2 多特征孔加工難點
多特征孔大多有四五處加工特征,需要經過多道加工工藝且公差要求較嚴,因此在加工過程中周期長成為主要難點,圖 2 為多特征孔結構。
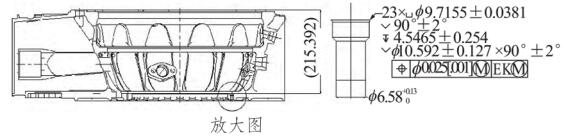
圖 2 多特征孔加工結構
特征多是該孔主要加工難點,具有沉頭孔、兩處倒角、通孔等特征,需要多種加工工藝(見圖 3),現場操作中需要多次更換刀具和兩次零件裝夾,造成同軸度易超差、加工內容繁雜、工序分散、加工周期長、加工效率低等問題。

圖 3 多特征孔加工路線
2.3 反锪孔
反锪孔在風扇部件中是重要的裝配特征,數量眾多且孔徑尺寸公差要求較為嚴格(見圖4)。
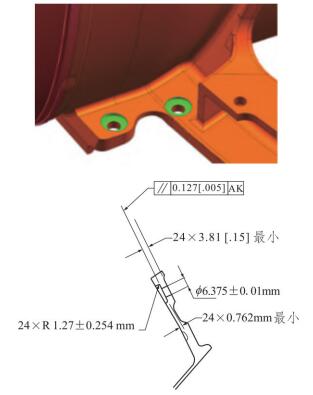
圖 4 反锪孔結構特征
主要加工難點有 :
結構特殊導致加工難度大 : 由于沉頭在反面,所以無法應用普通刀具,目前國內使用分體式反锪刀進行加工,需要在加工時手動裝卸刀頭,完成一個孔的加工需要三次裝卸,自動化水平低,嚴重制約生產效率 ; 如果忘記裝卸刀頭則會和零件發生碰撞,加工風險高,嚴重時會造成零件報廢。
剛性差 : 從圖 4 可以看出,反锪孔位于零件邊緣且周向分布,此位置壁厚相對較小,剛性弱,加工時需要將刀柄深入通孔底部后再裝刀進行反向切削,因而刀柄直徑較小(通孔直徑±0.01016mm),加工狀態不可控,尺寸易超差。
冷卻不充分 : 因為加工位置在背部,冷卻液澆注難度大,會對零件質量造成極大影響,因此在加工中必須采取有效的冷卻方式來降低切削區域溫度。
3. 解決方案
3.1 深孔解決方案
由于深孔的特點在于長徑比較大,加工時無法進行觀察,參數設定較高容易使刀具產生振動,影響特征孔的表面質量和尺寸精度,因此可以在保證質量的前提下設計專用的深孔刀具 : 一把粗鏜刀去除大余量和一把精鏜刀保證尺寸精度。專用鏜刀的設計目的是改善深孔加工的加工效率和加工質量,因此需對鏜刀的尺寸大小、重量和結構進行分析,最大程度地保證加工狀態的穩定性和高效性。
3.1.1 刀具參數
深孔加工需要利用鏜刀長度和直徑尺寸控制刀具的擺動偏差,進而保證加工的穩定性。 圖 5和圖 6 為刀具擺動偏差和刀具尺寸的關系。
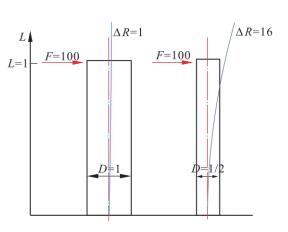
圖 5 長度對擺動偏差分析
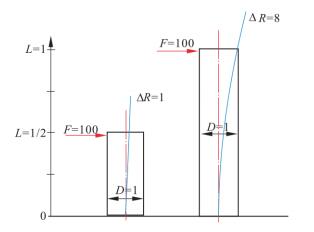
圖 6 直徑對擺動偏差分析
針對鏜刀長度,有
式 中,Δ R 為 擺 動 偏 差(mm); F 為 切 削 力(N); L為刀桿長度(mm); E為彈性模量(N /mm2); I為截面慣性矩(mm4)。
從式 (1) 中可以看出,ΔR 和 L3 成正比,因而在滿足加工要求的條件下,鏜刀越短擺動偏差越小,剛性越好,因此刀具長度應盡可能接近深孔深度。
針對鏜刀直徑,有
式中,I為截面慣性矩 (mm4); D為刀柄直徑(mm)。
從式(2)可以得出,I和 D4 成正比,刀柄直徑D越大,截面慣性矩I就越大,擺動偏差△R就越小,因此在滿足加工的條件下刀柄直徑越大越好。
綜上所述,為保證零件加工時的穩定性,盡量選擇長度短、直徑大的鏜刀。
3.1.2 冷卻系統
深孔區域加工內容較封閉,冷卻液不易沖到,因此需要增加內冷系統,不僅可以有效降低切削區域溫度,保證加工質量,也可以通過內冷將鐵屑沖出,防止堵屑。
3.1.3 切削齒數
傳統粗加工用整硬銑刀進行螺旋層銑去除大余量,此方法受力不均勻,加工效率低,周期長。通過增加切削刀片的數量,采用多刃對稱鏜刀對零件進行加工,以達到部件受力均勻效果。改進前后的受力效果如圖 7 所示,這種粗鏜刀加工方式類似于鉸孔,比螺旋層銑更加高效、穩定。
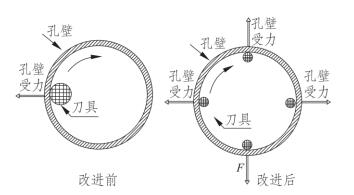
圖 7 受力效果對比
3.2 多特征孔解決方案
針對多特征孔的加工難點對刀具進行改進設計 : ①風扇單元體多為導熱性差的鈦合金,所以刀具需要有內冷孔 ; ②定制一把專用的多特征臺階鉆(見圖8),可以將原工藝路線從鉆孔、擴臺階孔、鉸孔、倒角集中為鉆孔工藝,達到工序集中目的,提高加工效率,解決加工周期過長的問題,并且縮短工藝路線,也可以提高加工質量(同軸度)和容錯率 ; ③將彈簧刀柄替換為專用熱縮刀柄,增加剛性。
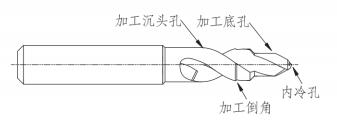
圖 8 臺階鉆
3.3 反锪孔解決方案
反锪孔的難點是分體式反锪刀需要人工裝卸,步驟繁瑣,容錯率低。為解決加工低效的難題,設計一把專用的整體式反锪刀,其設計理念為通過冷卻系統和離心力控制刀片的收放,解決人工裝卸問題,進而達到縮短周期、提高自動化程度的效果。
3.3.1 自動化控制刀片
可以通過控制冷卻液和轉速來實現自動控制刀片收放,打開內冷刀具收回,打開轉速則刀具伸出(見圖9)。自動化控制刀具收放可以減少人為操作,提高零件加工質量和加工效率。
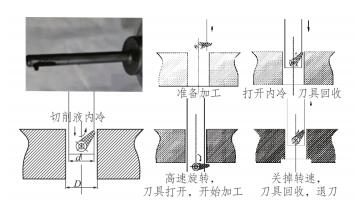
圖 9 高效反锪刀加工
3.3.2 刀桿設計
加工反锪孔的刀桿直徑比底孔小,在反锪孔加工過程中刀具振動會造成反锪孔有振紋,無法滿足粗糙度要求,因此需要通過增加減振裝置來提高刀桿剛性,控制加工質量。
4. 效果分析對比
4.1 深孔加工效果對比
深孔加工工藝是用整硬銑刀螺旋層銑去除大余量后用鏜刀進行精加工,再倒角。分析深孔加工難點,利用專用粗鏜刀提高加工效率并縮短加工周期,以某外貿零件為例分析對比改進效果。
4.1.1 加工周期
深孔加工時間為
改 進 前, 工 藝 路 線 為 先 螺 旋 層 銑 再 精鏜,螺旋層銑見圖 10,加工參數為 : 螺旋銑S600F80 ,螺旋銑層數 66; 精鏜 S60F6。理論螺旋銑時間 126.9345min,精鏜(兩刀加工)時間為 44min,總時間為170.9345min,現場實際加工時間為 200min。
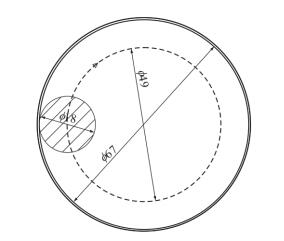
圖 10 螺旋層銑
使用專用鏜刀后,工藝路線為先粗鏜再精鏜,加工參數為 : 粗鏜 S85F15,精鏜 S70F7。理論粗鏜(一刀)加工時間 8.8min ,精鏜(兩刀)加工時間 38min,總時間 46.8min,現場實際加工時間 50min。
4.1.2 加工質量
經過專用鏜刀加工,深孔基本無振紋,深孔的直線度也得到保證,解決了光潔度、粗糙度不合格以及深孔被加工成喇叭孔的問題,總體質量優于原加工方式。
4.2 多特征孔的加工效果對比
4.2.1 加工周期
改進前的工藝路線為 : 鉆中心孔—鉆底孔 φ6—鉸孔 φ 7—鉆孔 φ9.72—倒角—倒角 ; 加工參數為 : 鉆中心孔 S600F50,鉆底孔 S600F20 ,鉸孔S600F20 ,鉆孔 φ9.72 S200F10,倒角 S240F20。單孔加工約 19min,23 個孔的總加工時間為437min 。改進后的鉆孔工藝只需一刀完成,加工參數為 S780F50,加工時間為 23min。 通過對比,改進后節約時間 414min,縮短 94.32% 。
4.2.2 加工質量
通過使用臺階鉆加工多特征孔,孔的位置度和同軸度有明顯改進,并且在刀具中增加了內冷孔,使得加工區域完全冷卻且易于排屑,進而提高了特征孔的光度和尺寸精度,相比原加工方案有明顯改善。
4.3 反锪孔加工效果對比
4.3.1 加工周期
改進前的工藝路線為拆刀頭—下刀—裝刀頭—反锪加工—退刀—拆刀頭—返回起始點,加工時間為40h(現場統計)。改進后只有鉆孔工藝,加工時間為 3.7h。
分體式反锪刀需要手動裝卸刀頭,因而加工周期不可控,加工效率極低。 通過對比可以得出,時間減少 36.3h,縮短 90.75% 。
4.3.2 加工質量
分體式反锪刀加工特征孔時,可以利用程序來控制內冷進而控制刀具的收縮,解決了人工裝卸刀頭的低效和高風險問題,并且整體式反锪刀剛性比分體式更高,能有效減小加工振動,提高零件質量。
5. 結語
通過設計專用刀具來加工深孔、多特征孔和反锪孔,解決了特征孔加工周期長、加工效率低的問題。以某外貿型號為例,進行加工效果對比。
(1) 特征孔實際加工總計縮短時間為2742min,較原工藝減少 90.28% ,已達到高效加工預期。
(2)專用刀具中的內冷孔可以有效冷卻加工區域,并且專用刀具的剛性更高,能夠降低加工中的振動,保證零件的光潔度和粗糙度。 專用刀具具有多特征加工能力,使工序集中,減少人為干預,提高容錯率,保證零件的加工質量。 實際加工中,φ68mm 的深孔表面粗糙度可達 Ra1.6甚至更好,其他孔徑尺寸也符合要求,超差率為 0,位置度無超差。使用專用刀具達到預期目的,提高了零件的合格率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

