


TF2000 型數(shù)控不落輪鏇床刀具補(bǔ)償調(diào)整方案研究
2024-7-23 來(lái)源:- 作者:-
摘要:針對(duì) TF2000 型數(shù)控不落輪鏇床刀具補(bǔ)償調(diào)整需要結(jié)合數(shù)據(jù)反復(fù)試驗(yàn)效率低下的問(wèn)題,通過(guò)反復(fù)試驗(yàn)提出以加工后不同輪形結(jié)果為依據(jù)進(jìn)行刀具補(bǔ)償調(diào)整的方案。總結(jié)了 10 種不同輪形結(jié)果應(yīng)采取的刀具補(bǔ)償?shù)恼{(diào)整方案,優(yōu)化了刀具補(bǔ)償調(diào)整方案,提高了輪對(duì)加工效率和精度。
關(guān)鍵詞:數(shù)控不落輪鏇床;刀具補(bǔ)償;電客車(chē);踏面鏇修
數(shù)控不落輪鏇床是地鐵車(chē)輛段中常見(jiàn)的工藝設(shè)備,主要承擔(dān)電客車(chē)輪對(duì)的測(cè)量及鏇修工作。TF2000 型數(shù)控不落輪鏇床是一種高性能專(zhuān)用數(shù)控機(jī)床,主要適用于各類(lèi)型機(jī)車(chē)車(chē)輛在不解編、不落架的條件下,對(duì)日常運(yùn)營(yíng)過(guò)程中輪對(duì)踏面、輪緣的磨損和擦傷進(jìn)行修復(fù),恢復(fù)輪對(duì)踏面技術(shù)狀態(tài)[1]。
1、TF2000 型數(shù)控不落輪鏇床刀具系統(tǒng)
TF2000 型數(shù)控不落輪鏇床刀具系統(tǒng)采用刀架對(duì)稱(chēng)布置方案,每側(cè)刀架均由刀座、刀片、以及固定塊組成。刀架是刀具系統(tǒng)的基礎(chǔ),刀座、刀片均固定在刀架上。刀架固定在測(cè)向機(jī)構(gòu)上,實(shí)現(xiàn)了刀具加工坐標(biāo)系與測(cè)量坐標(biāo)系的統(tǒng)一。鏇床共配置 4 枚刀具,采用垂直刀和水平刀結(jié)合加工的方式,通過(guò)楔形螺絲與刀片固定塊相互作用固定在刀座上。T1 刀(水平刀)負(fù)責(zé)鏇修車(chē)輪踏面、倒角及輪緣外側(cè)面,T2 刀(垂直刀)負(fù)責(zé)鏇修車(chē)輪的輪緣頂點(diǎn)與輪緣內(nèi)側(cè)面[2]。T1 刀和 T2 刀具有互換性。
2、TF2000 型數(shù)控不落輪鏇床輪的加工坐標(biāo)系
為便于加工根據(jù)輪對(duì)踏面的技術(shù)標(biāo)準(zhǔn)要求建立了加工坐標(biāo)系 G55。G55 與機(jī)床原始坐標(biāo)系的對(duì)應(yīng)情況見(jiàn)圖 1。實(shí)線(xiàn)代表刀具的加工軌跡,M 點(diǎn)為機(jī)床的坐標(biāo)系原點(diǎn);P 點(diǎn)為加工坐標(biāo)系原點(diǎn)的位置。虛線(xiàn)段 G55X 和 G55Z 分別表示 P 點(diǎn)與 M 點(diǎn)之間的偏移量,即加工坐標(biāo)系相對(duì)于機(jī)床坐標(biāo)系偏移量。
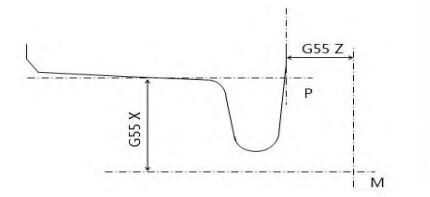
圖 1 TF2000 型數(shù)控不落輪鏇床程序工件坐標(biāo)系示意圖
3、TF2000 型數(shù)控不落輪鏇床輪的加工軌跡
如圖 2,輪對(duì)在踏面基點(diǎn)位置與軌道進(jìn)行接觸,由于塑性變形在以基點(diǎn)位置附近形成一個(gè)凹陷區(qū);輪緣外側(cè)與軌道在轉(zhuǎn)彎時(shí)相互作用,輪緣厚度減小輪緣高度增加,需通過(guò)鏇修恢復(fù)輪對(duì)踏面形狀。鏇床加工程序按照《TBT449-2003 機(jī)車(chē)車(chē)輛車(chē)輪輪緣踏面外形》[4]中 LM 磨耗型輪對(duì)踏面輪廓
進(jìn)行編制,加工時(shí)嚴(yán)格按照 LM 磨耗型輪對(duì)踏面輪廓進(jìn)行加工,確保修復(fù)完成的輪形符合標(biāo)準(zhǔn)要求。
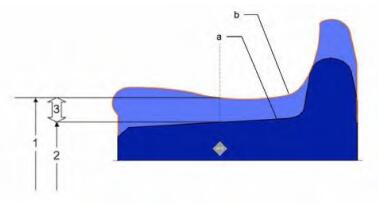
圖 2 輪對(duì)廓形加工前后對(duì)比圖
4、TF2000 型數(shù)控不落輪鏇床刀具補(bǔ)償調(diào)整方案
由于鏇修程序中的刀位點(diǎn)都是按照 LM 型車(chē)輪踏面尺廓進(jìn)行編寫(xiě)的,刀具的運(yùn)動(dòng)軌跡未考慮到不同尺寸刀具的刀位點(diǎn)[3],因此加工精度收到刀具尺寸影響較大。當(dāng)?shù)毒吒鼡Q、磨損時(shí)需通過(guò)鏇床標(biāo)定結(jié)果對(duì)刀具補(bǔ)償進(jìn)行調(diào)整。加工過(guò)程中作業(yè)人員只能以經(jīng)驗(yàn)和反復(fù)試驗(yàn)確定刀補(bǔ)數(shù)據(jù)。這種方式需要多次試驗(yàn),效率低且誤差率高。經(jīng)試驗(yàn)研究發(fā)現(xiàn),以鏇床加工原理結(jié)合加工后輪對(duì)踏面形狀,采取相應(yīng)刀補(bǔ)措施可以提高刀具調(diào)整精度,節(jié)約刀具調(diào)整時(shí)間,增加工作效率。
4.1 加工后踏面輪廓正確,直徑過(guò)大
如圖 3 所示,加工后輪對(duì)踏面的輪廓符合要求,直徑與目標(biāo)直徑相比過(guò)大。這種情況說(shuō)明刀具在 X 方向的切削深度不夠,導(dǎo)致輪對(duì)踏面 X 方向上的切削量過(guò)小。針對(duì)這種情況需要適當(dāng)減小 T1刀和 T2 刀 X 方向的刀具補(bǔ)償,從而滿(mǎn)足切削要求。
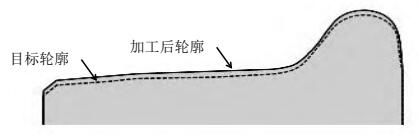
圖 3 踏面輪廓正確,直徑過(guò)大示意圖
4.2 加工后踏面輪廓正確,直徑過(guò)小
如圖 4 所示,加工后輪對(duì)踏面的輪廓符合要求,直徑與目標(biāo)直徑相比過(guò)小。這種情況說(shuō)明刀具在 X 方向的切削深度過(guò)多,導(dǎo)致輪對(duì)踏面 X 方向上的切削量過(guò)大。針對(duì)這種情況需要增大 T1 刀和T2 刀 X 方向的刀具補(bǔ)償,從而滿(mǎn)足切削要求。
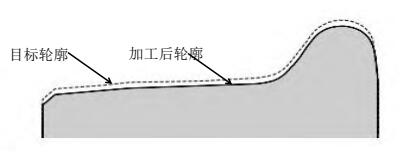
圖 4 踏面輪廓正確,直徑過(guò)小示意圖
4.3 加工后踏面輪廓錯(cuò)誤,輪緣背面過(guò)大
如圖 5 所示,加工后輪緣背面過(guò)大,輪緣頂點(diǎn)到輪緣內(nèi)側(cè)面 X 方向上高于車(chē)輪踏面、倒角輪緣外側(cè)面,輪緣頂端出現(xiàn)臺(tái)階。這種情況說(shuō)明 T1 刀切削量正常,T2 刀在輪緣頂點(diǎn)到輪緣內(nèi)側(cè)面 X 方向的切削深度不足,致使在 T1 刀與 T2 刀交接處產(chǎn)生臺(tái)階。針對(duì)這種情況需要減小 T2 刀 X 方向的
刀具補(bǔ)償,從而滿(mǎn)足切削精度的要求。
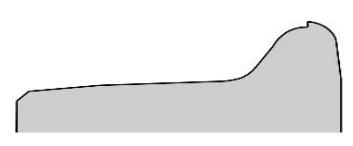
圖 5 踏面輪廓錯(cuò)誤,輪緣背面過(guò)大示意圖
4.4 加工后踏面輪廓錯(cuò)誤,輪緣背面過(guò)切
如圖 6 所示,加工后輪緣背面過(guò)切,車(chē)輪踏面、倒角及輪緣外側(cè)面 X 方向上高于輪緣頂點(diǎn)到輪緣內(nèi)側(cè)面,輪緣頂端出現(xiàn)臺(tái)階。這種情況說(shuō)明 T1 刀的切削量正常,T2 刀在輪緣頂點(diǎn)到輪緣內(nèi)側(cè)面X 方向的切削深度過(guò)多,致使在 T1 刀與 T2 刀交接處產(chǎn)生臺(tái)階。針對(duì)這種情況需要增加 T2 刀 X 方
向的刀具補(bǔ)償,從而滿(mǎn)足切削要求。
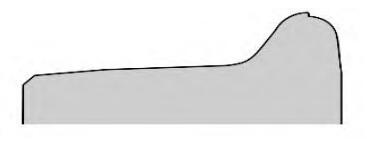
圖 6 踏面輪廓錯(cuò)誤,輪緣背面過(guò)切示意圖
4.5 加工后踏面輪廓錯(cuò)誤,直徑過(guò)小
如圖 7 所示,加工后踏面直徑過(guò)小車(chē)輪踏面、倒角及輪緣外側(cè)面 X 方向上低于輪緣頂點(diǎn)到輪緣內(nèi)側(cè)面,輪緣頂端出現(xiàn)臺(tái)階。這種情況說(shuō)明 T2 刀的切削量正常,T1 刀在車(chē)輪踏面、倒角及輪緣外側(cè)面 X 方向的切削深度過(guò)多,致使在 T1 刀與 T2 刀交接處產(chǎn)生臺(tái)階。針對(duì)這種情況需要增加 T1 刀 X
方向的刀具補(bǔ)償,從而滿(mǎn)足切削要求。
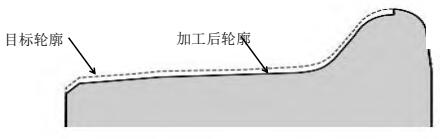
圖 7 踏面輪廓錯(cuò)誤,直徑過(guò)小示意圖
4.6 加工后踏面輪廓錯(cuò)誤,直徑過(guò)大
如圖 8 所示,加工后踏面直徑過(guò)大,車(chē)輪踏面、倒角及輪緣外側(cè)面 X 方向上高于輪緣頂點(diǎn)到輪緣內(nèi)側(cè)面,輪緣頂端出現(xiàn)臺(tái)階。出現(xiàn)這種情況說(shuō)明 T2 刀的切削量正常,T1 刀在車(chē)輪踏面、倒角及輪緣外側(cè)面 X 方向的切削深度不足,致使在 T1 刀與 T2 刀的交接處產(chǎn)生臺(tái)階。針對(duì)這種情況需要減
小 T1 刀 X 方向的刀具補(bǔ)償,從而滿(mǎn)足切削精度的要求。
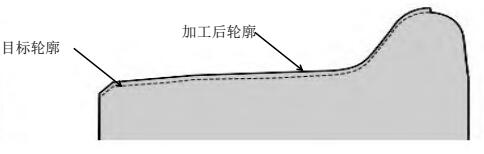
圖 8 踏面輪廓錯(cuò)誤,直徑過(guò)大示意圖
4.7 加工后踏面輪廓錯(cuò)誤,踏面輪緣厚度過(guò)寬
如圖 9 所示,加工后踏面輪緣厚度過(guò)寬,輪對(duì) QR 值低于 7。這種情況說(shuō)明 T2 刀的切削量正常,T1 刀在車(chē)輪踏面、倒角及輪緣外側(cè)面 Z 方向的切削深度不足,致使踏面輪緣厚度過(guò)寬,輪對(duì) QR 值超限。針對(duì)這種情況需增加 T1 刀 Z 方向的刀具補(bǔ)償,從而滿(mǎn)足切削精度的要求。
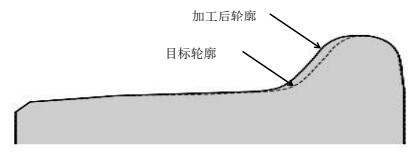
圖 9 面輪緣厚度過(guò)寬示意圖
4.8 加工后踏面輪廓錯(cuò)誤,踏面輪緣厚度過(guò)窄
如圖 10 所示,加工后踏面輪緣厚度過(guò)窄,輪對(duì) QR 值高于 11。這種情況說(shuō)明 T2 刀的切削量正常,T1 刀在車(chē)輪踏面、倒角及輪緣外側(cè)面 Z 方向的切削深度過(guò)深,致使踏面輪緣厚度過(guò)窄,輪對(duì)QR 值超限。針對(duì)這種情況需減小 T1 刀 Z 方向的刀具補(bǔ)償,從而滿(mǎn)足切削精度的要求。
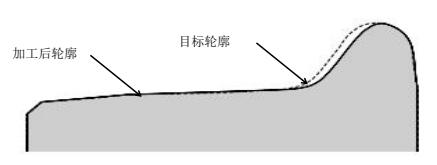
圖 10 輪緣厚度過(guò)窄示意圖
4.9 加工后踏面輪廓錯(cuò)誤,輪緣內(nèi)側(cè)厚度過(guò)寬
如圖 11 所示,加工后輪緣內(nèi)側(cè)厚度過(guò)寬,輪緣內(nèi)側(cè)與輪緣頂端之間過(guò)渡不圓滑。這種情況說(shuō)明T1 刀的切削量正常,T2 刀在輪緣內(nèi)側(cè)面 Z 方向上的切削深度過(guò)小,致使輪緣內(nèi)側(cè)厚度過(guò)寬。針對(duì)這種情況需減少 T2 刀在 Z 方向的刀具補(bǔ)償,從而滿(mǎn)足切削精度的要求。

圖 11 輪緣內(nèi)側(cè)厚度過(guò)寬示意圖 圖 12 輪緣內(nèi)側(cè)厚度過(guò)窄示意圖
4.10 加工后踏面輪廓錯(cuò)誤,輪緣內(nèi)側(cè)厚度過(guò)窄
如圖 12 所示,加工后輪緣內(nèi)側(cè)厚度過(guò)窄,輪緣內(nèi)側(cè)與輪緣頂端之間過(guò)渡不圓滑。這種情況說(shuō)明 T1 刀的切削量正常,T2 刀在輪緣內(nèi)側(cè)面 Z 方向上的切削深度過(guò)大,致使輪緣內(nèi)側(cè)厚度過(guò)窄。針對(duì)這種情況需增加 T2 刀在 Z 方向的刀具補(bǔ)償,從而滿(mǎn)足切削精度的要求。
5、總結(jié)
針對(duì) TF2000 型數(shù)控不落輪鏇床刀具補(bǔ)償調(diào)整困難,依賴(lài)人員經(jīng)驗(yàn)的問(wèn)題,以加工后不同輪形結(jié)果為依據(jù)結(jié)合機(jī)床加工原理,總結(jié)出一套行使有效的刀具補(bǔ)償調(diào)整方案。經(jīng)實(shí)驗(yàn)優(yōu)化后的刀具補(bǔ)償調(diào)整方案可節(jié)約換刀可節(jié)時(shí)間 15 min。后續(xù)計(jì)劃在此研究基礎(chǔ)上,進(jìn)一步深入研究刀具補(bǔ)償量與切削次數(shù)、切削量的關(guān)系,以期制定出效率、精準(zhǔn)度更高的刀具調(diào)整方案。
作者:王巖1 張淑敏 2
來(lái)源:石家莊市軌道交通集團(tuán)有限責(zé)任公司 1 石家莊鐵路職業(yè)技術(shù)學(xué)院 2
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別