


根據(jù)下圖所示的待車削零件,材料為45號(hào)鋼,其中Ф85圓柱面不加工。在數(shù)控車床上需要進(jìn)行的工序?yàn)椋呵邢鳔?0mm 和Ф62mm 外圓;R70mm 弧面、錐面、退刀槽、螺紋及倒角。要求分析工藝過程與工藝路線,編寫加工程序。
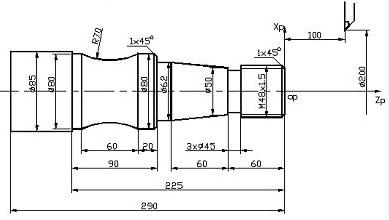
車削零件圖
1.零件加工工藝分析
(1)設(shè)定工件坐標(biāo)系
按基準(zhǔn)重合原則,將工件坐標(biāo)系的原點(diǎn)設(shè)定在零件右端面與回轉(zhuǎn)軸線的交點(diǎn)上,如圖中Op點(diǎn),并通過G50指令設(shè)定換刀點(diǎn)相對(duì)工件坐標(biāo)系原點(diǎn)Op的坐標(biāo)位置(200,100)
(2)選擇刀具
根據(jù)零件圖的加工要求,需要加工零件的端面、圓柱面、圓錐面、圓弧面、倒角以及切割螺紋退刀槽和螺紋,共需用三把刀具。
1號(hào)刀,外圓左偏刀,刀具型號(hào)為:CL-MTGNR-2020/R/1608 ISO30。安裝在1號(hào)刀位上。
3號(hào)刀,螺紋車刀,刀具型號(hào)為:TL-LHTR-2020/R/60/1.5 ISO30。安裝在3號(hào)刀位上。
5號(hào)刀,割槽刀,刀具型號(hào)為:ER-SGTFR-2012/R/3.0-0 IS030。安裝在5號(hào)刀位上。
(3)加工方案
使用1號(hào)外圓左偏刀,先粗加工后精加工零件的端面和零件各段的外表面,粗加工時(shí)留0.5mm的精車余量;使用5號(hào)割槽刀切割螺紋退刀槽;然后使用3號(hào)螺紋車刀加工螺紋。
(4)確定切削用量
切削深度:粗加工設(shè)定切削深度為3mm,精加工為0.5mm。
主軸轉(zhuǎn)速: 根據(jù)45號(hào)鋼的切削性能,加工端面和各段外表面時(shí)設(shè)定切削速度為90m/min;車螺紋時(shí)設(shè)定主軸轉(zhuǎn)速為250r/min。
進(jìn)給速度:粗加工時(shí)設(shè)定進(jìn)給速度為200mm/min,精加工時(shí)設(shè)定進(jìn)給速度為50mm/min。車削螺紋時(shí)設(shè)定進(jìn)給速度為1.5mm/r。
2.編程與操作
(1)編制程序
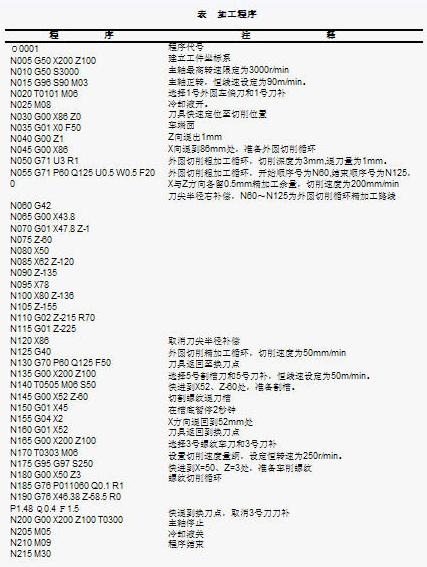
(2)程序輸入數(shù)控系統(tǒng)
將表3-6-1中的程序在數(shù)控車床MDI方式下直接輸入數(shù)控系統(tǒng),或通過計(jì)算機(jī)通訊接口將程序輸入數(shù)控機(jī)床的數(shù)控系統(tǒng)。然后在CRT屏幕上模擬切削加工,檢驗(yàn)程序的正確性。
(3)手動(dòng)對(duì)刀操作
通過對(duì)刀操作設(shè)定工件坐標(biāo)系,記錄每把刀的刀尖偏置值,在運(yùn)行加工程序中,調(diào)用刀具的偏置號(hào),實(shí)現(xiàn)對(duì)刀尖偏置值的補(bǔ)償。
(4)自動(dòng)加工操作
選擇自動(dòng)運(yùn)行方式,然后按下循環(huán)啟動(dòng)按扭,機(jī)床即按編寫的加工程序?qū)ぜM(jìn)行全自動(dòng)加工。
例:
如下圖所示零件,加工內(nèi)容有外圓車削、螺紋車削,螺紋車削應(yīng)在外圓精車后進(jìn)行。零件采用棒料毛坯進(jìn)行加工,由于毛坯余量較大,因此,在進(jìn)行外圓精車前應(yīng)采用外圓粗車指令去除大部分毛坯余量,粗車后留0.2mm余量(單邊)。根據(jù)以上零件的加工要求,需要外圓粗車刀、外圓精車刀、切槽刀和螺紋車刀。其中F 62圓柱面不加工,編寫零件的數(shù)控加工程序:
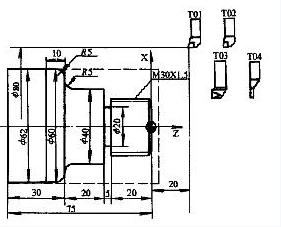
數(shù)控車削綜合編程
o0031
N1 G50 X80.0 Z20.0;
N2 G30 U0 W0;
N3 T0101 M03 M08;
N4 G00 X70.0 Z10.0;
N5 G71 U1.0 R1.0;
N6 G71 P7 Q15 U0.4 W0.2 F0.3 S800;
N7 G00 X40.0 F0.15;
N8 G42 G01 X30.0 Z0.0;
N9 G01 Z-25.0;
N10 X40.0;
N11 Z-40.0;
N12 G02 X50.0 Z-45.0 R5.0;
N13 G03 X60.0 Z-50.0 R5.0;
N14 Z-55.0;
N15 G40;
N16 G30 U0 W0;
N17 G50 S1500;
N18 G96 S200 T0202;
N19 G70 P7 Q15;
N20 G00 X62.0 Z0;
N21 X32.0
N22 G01 X-2.0;
N23 G30 U0 W0;
N24 T0404;
N25 G00 X41.0 Z-25.0;
N26 G01 X20.0 F0.15;
N27 G00 X50.0;
N28 G30 U0 W0;
N29 G97 S1500 T0303;
N30 G00 X32.0 Z3.0;
N31 G92 X29.0 Z-22.5 F0.15;
N32 X28.2;
N33 G30 U30.0 W20.0 M09 M05;
N34 M30;
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別