



采用經濟數控車床批量車削孔類工件的再實踐
2020-11-11 來源: 江蘇大學基礎工程訓練中心 作者:張應龍 張松生 陳雪峰
摘要: 通過在縱拖板上設計增加一固定刀架,代替車床尾座夾持鉆頭或鉸刀,對工件進行鉆孔或鉸孔,不僅能在有效地保證工件加工精度的前提下,大幅度地提高生產效率、極大地降低工人的勞動強度,而且解決了經濟型數控車床只能裝夾 4 把刀具的問題,擴展了經濟型數控車床夾持刀具的數量,對工藝相對比較復雜、需要至少 5 把車刀才能完成的一道車削工序,可避免被拆分成兩道工序、安排的機床數由 1 臺變成 2 臺的情況,減少了加工工序,節約了機床,可進一步降低工件的加工成本。
關鍵詞: 經濟型數控車床; 刀架; 鉆孔; 鉸孔; 工序; 效率
經濟型數控車床配置的是四方刀架,上面只能最多同時安裝 4 把刀具,一般根據車削的加工需求,選擇90°車刀、45°車刀、螺紋車刀、圓弧車刀、切斷刀、鏜孔刀等中的一把或多把。對單件生產,可在加工過程中更換刀具,但對批量生產,中途是不更換刀具的,如需要同時用到 4 把以上的刀具,就需要拆分工序,安排到兩臺機床上進行加工。
在以前的生產實踐中,我們通過設計一種可安裝到四方刀架上的刀柄,來夾持鉆頭或鉸刀,取代機床尾架,對工件進行鉆孔或鉸孔,在保證工件加工精度的同時,能大幅度地提高生產效率,更主要的是能極大地降低工人的勞動強度,是一個有益的嘗試。但當時是針對一個柴油機上的異形孔類工件,只加工端面和孔,用到了 1 把 45°車刀、1 個鉆頭、1 把鏜孔刀、1 把鉸刀,共 4 把刀具。但當工件加工工藝比較復雜,加工的工序需要 5 把及以上的刀具時,采用此方法,在 1 臺車床上不能完成所有工步,而需要將工序進行拆分,安排到兩臺機床上進行加工。
經濟型數控車床的四方刀架安裝在縱拖板的后部,約占 1 /3 的位置,前部空置,能否在前部增加一刀架,用來夾持鉆頭或鉸刀,既能解決加工的效率問題、減輕工人的勞動強度,又能擴展刀位、節約機床以及降低工件的加工成本。
1 、工件結構與工藝分析
如圖 1 所示,為一采用車削加工工序的工件,材料為 45 鋼。由圖 1 可知,加工件為一螺紋連接套類工件,孔徑為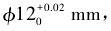 左端內側為一臺階孔,左端外側為一螺紋,臺階孔徑為 15.7 mm,深 5.5 mm; 螺紋尺寸為 M19×1,右端有一圓錐面,錐度為 140°。車加工工藝為:10.數車: 車端面、外圓,鉆孔,鏜孔,鉸孔,倒角;20.數車: 調頭,車端面,定總長,車外圓和螺紋,鏜臺階孔,倒角。這兩道工序都安排在 CK6140 數控車床上進行車削。工序10 要用到45°車刀、90°車刀、10 mm 鉆頭、鏜孔刀、12mm 鉸刀,共 5 把刀具,進行車端面、外圓、鉆孔、粗鏜孔、鉸孔、車錐面; 工序 20 要用到 45°車刀、90°車刀、鏜孔刀、螺紋車刀,共 4 把刀具,進行車端面、鏜孔、車外圓、車螺紋。很顯然,采用經濟型數控車床批量車削加工時,由于四方刀架只能裝夾 4 把刀具,加工過程中不更換裝夾刀具的話,不借助尾座鉆、鉸孔,工序 10 在 1 臺車床上不能完成,要么更改工藝,否則,必須采用兩臺機床加工。
左端內側為一臺階孔,左端外側為一螺紋,臺階孔徑為 15.7 mm,深 5.5 mm; 螺紋尺寸為 M19×1,右端有一圓錐面,錐度為 140°。車加工工藝為:10.數車: 車端面、外圓,鉆孔,鏜孔,鉸孔,倒角;20.數車: 調頭,車端面,定總長,車外圓和螺紋,鏜臺階孔,倒角。這兩道工序都安排在 CK6140 數控車床上進行車削。工序10 要用到45°車刀、90°車刀、10 mm 鉆頭、鏜孔刀、12mm 鉸刀,共 5 把刀具,進行車端面、外圓、鉆孔、粗鏜孔、鉸孔、車錐面; 工序 20 要用到 45°車刀、90°車刀、鏜孔刀、螺紋車刀,共 4 把刀具,進行車端面、鏜孔、車外圓、車螺紋。很顯然,采用經濟型數控車床批量車削加工時,由于四方刀架只能裝夾 4 把刀具,加工過程中不更換裝夾刀具的話,不借助尾座鉆、鉸孔,工序 10 在 1 臺車床上不能完成,要么更改工藝,否則,必須采用兩臺機床加工。
需要一種方法既可減輕工人鉆鏜孔加工的勞動強度,又同時提高車削的加工效率———在一臺車床上完成此道工序的所有加工內容,又不用到尾座鉆鉸孔。
2 、工藝方案
經工藝分析,我們提出一個方案: 在縱拖板上加一固定刀架,安裝鉆頭,進行鉆孔,這樣,一是可以降低工人的勞動強度,二是可以將剩下的 4 把刀具全部安裝到四方刀架上,解決采用 1 臺車床完成工序 10 所有工步加工的問題。
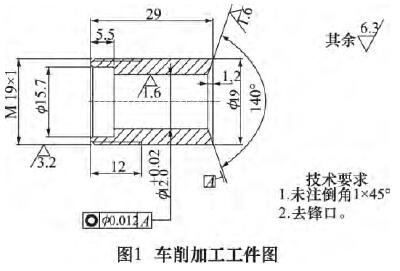
如圖 2 所示,為設計的鉆頭剛性固定刀架,由底板5、固定座 3 和固定螺釘 4 以及 7 組成。底板 5 通過固定螺釘 4 和固定座 3 連成一體,刀架通過固定螺釘 7固定到車床縱拖板 6 上,為保證固定的可靠性,可采用圓柱銷進行定位( 圖中未示出) 。鉆頭 1 通過緊固螺釘 2 剛性固定到鉆頭固定刀架上。而在四方刀架 5 上,用四方螺釘 4 將鉸刀剛性固定刀柄 3 固定到其中一個刀位上,鉸刀 1 通過固定螺釘 2 剛性固定到鉸刀剛性固定刀柄 3 上,如圖 3 所示。
為保證剛性鉸刀的位置與鉆頭的位置等高重合,鉆頭固定刀架的鉆頭安裝孔和鉸刀剛性固定刀柄的鉸刀安裝孔在零件加工時不加工,而在分別固定到縱拖板和四方刀架上以后,采用車床自車加工的方法先后加工鉆頭安裝孔和鉸刀安裝孔。這樣可保證在鉸削過程中,鉸刀的高度位置與鉆頭的高度位置相一致,避免鉸刀被引偏,造成孔一頭大、一頭小的現象,最終保證工件的合格率。
經過試制,采用安裝在縱拖板上的鉆頭剛性固定刀架固定鉆頭,采用安裝在四方刀架上的鉸刀剛性固定刀柄固定鉸刀,對工件進行鉆、鉸孔,工件的孔徑沒有出現大小頭現象,尺寸完全符合圖紙技術要求。批量生產加工過程中,操作工人按常規進行工件裝夾,啟動車削數控程序后,車刀在程序的控制下,完成各工步的加工,工人只需注意隨時照看機床、加強工件加工尺寸的檢測。
3 、結語
將鉆頭和鉸刀從經濟型數控車床的尾座前移到縱拖板和四方刀架上,實現了經濟型數控車床上孔類工件鉆鉸孔加工刀具夾持理念的突破,將工人從繁重的勞動中解放出來,并且由于工裝的制造工藝比較簡便,制造成本比較低,非常值得推廣。如果企業的經濟型數控車床的臺套數比較多,將企業的經濟型數控車床進行批量技改,廣泛用于一定批量相對又比較復雜的孔類工件的數控車削加工,對大幅度提高企業的生產效率、降低工人的勞動強度,將會產生較大的示范效應。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

