


基于神經(jīng)網(wǎng)絡(luò)的BTA深孔鉆耐用度分析及實驗研究
2018-5-3 來源:轉(zhuǎn)載 作者:董振,沈興全,李耀明,王唯
摘要:為了能夠準(zhǔn)確預(yù)測深孔刀具耐用度,針對BTA深孔鉆的磨損特征及耐用度展開了研究.利用神經(jīng)網(wǎng)絡(luò)較強的學(xué)習(xí)和泛化能力,建立了以切削速度和進(jìn)給量為變量,以鉆削加工長度作為刀具耐用度的度量標(biāo)準(zhǔn)的單齒BTA深孔鉆的耐用度預(yù)測模型,實現(xiàn)了對 BTA 鉆耐用度的理論預(yù)測.經(jīng)過實驗驗證,該模型預(yù)測值與試驗值相對誤差≤3.8%,表明了該數(shù)學(xué)模型能夠準(zhǔn)確的預(yù)測BTA鉆的耐用度,為刀具的更換周期提供了科學(xué)依據(jù),對實際加工有一定的現(xiàn)實指導(dǎo)意義.
關(guān)鍵詞:刀具耐用度;深孔加工;單齒鉆;EA4T鋼;神經(jīng)網(wǎng)絡(luò)
0、引言
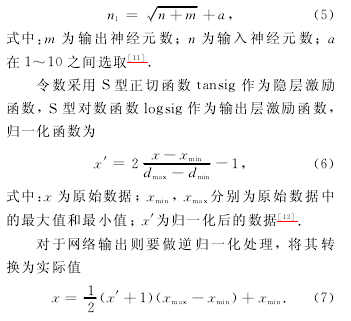
深孔加工刀具是決定深孔加工質(zhì)量的關(guān)鍵因素,原因是刀具的磨損程度直接影響著孔的加工精度及表面粗糙度.作為一種特殊刀具,深孔加工刀具有著比普通加工刀具更為復(fù)雜、獨特的結(jié)構(gòu)和形態(tài).加工過程在密封、高壓、高溫的空間中進(jìn)行,工況復(fù)雜,條件惡劣,故無法對深孔刀具進(jìn)行直觀實時監(jiān)測,而只能憑借操作者的經(jīng)驗來判斷是否應(yīng)該更換刀具.
刀具磨損是切削領(lǐng) 域最為主要的問題之一,也是深孔加工中的突出問題之一.在很多高精度的深孔加工過程中,都不允許中途停刀和退換刀具,以免導(dǎo)致加工孔徑表面出現(xiàn)破損,再者,深孔刀具一般比較昂貴,刀具的合理使用有利于提高生產(chǎn)加工質(zhì)量并降低加工成本.因此,在深孔加工中對刀具的使用壽命進(jìn)行合理預(yù)測和研究,對深孔鉆削地正常進(jìn)行和鉆削質(zhì)量地提高有很重要的意義.在加工工況確定的條件下,切削參數(shù)對刀具使用的影響最為重要,通過研究深孔加工參數(shù)和刀具的使用壽命,對刀具磨損進(jìn)行合理的預(yù)測,在深孔鉆頭發(fā)生嚴(yán)重磨損前及時更換新的刀齒,既可保證深孔 鉆削系 統(tǒng)的穩(wěn)定和鉆孔質(zhì) 量,又能充分發(fā)揮鉆具的切削性能,提高生產(chǎn)效率和經(jīng)濟效益.
由于切削參數(shù)與刀具使用壽命之間的非線性關(guān)系比較復(fù)雜,本文針對單齒 BTA 刀具磨損的特征、磨損機理展開研究.在傳統(tǒng)刀具使用壽命理論的基礎(chǔ)上,結(jié)合深孔加工的實際工況,利用人工智能神經(jīng)網(wǎng)絡(luò)善于處理非線性復(fù)雜問題的特性,建立刀具使用壽命預(yù)測模型;并利用粒子群算法得出在該加工條件下的最優(yōu)切削參數(shù).
1、BTA深孔加工系統(tǒng)
1.1 BTA系統(tǒng)的工作原理BTA
深孔加工系統(tǒng)是目前最為廣泛使用的深孔加工方式,其結(jié)構(gòu)簡圖如圖1所示.高壓切削液在授油器的作用下,通過鉆桿外壁與工件內(nèi)孔之間的間隙抵達(dá)刀頭和工件加工區(qū)域,利用高壓液對切屑進(jìn)行沖擊擠壓,頂入鉆頭的排屑通道,并沿著空心鉆桿的內(nèi)腔排出,如圖2所示為BTA鉆供油和排屑工作的簡圖.
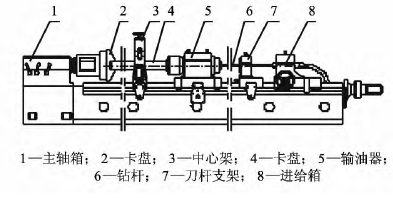
圖1 內(nèi)排屑深孔鉆鏜床配置示意圖
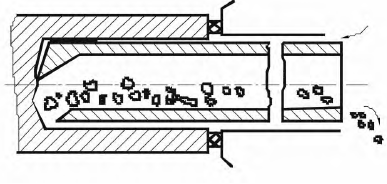
圖2 BTA 深孔鉆供油和排屑示意圖
1.2 單齒 BTA 深孔刀具的磨損特征
單齒BTA 深孔刀具的結(jié)構(gòu)如圖3所示,主要由刀齒、刀體和兩個導(dǎo)向條組成.
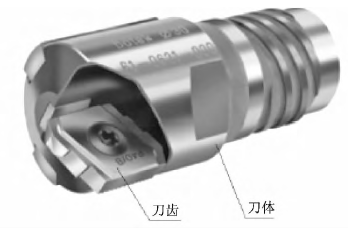
圖3 單齒 BTA 機夾可轉(zhuǎn)位深孔鉆頭的結(jié)構(gòu)
在加工Ф30 mm 的 EA4T車軸時,采 用 了Ф29.8mm 的單齒 BTA 鉆頭 進(jìn)行深孔 實 體鉆削加工.切削條件如下:
深孔加工設(shè)備:T2120;加工方式:工件旋轉(zhuǎn),刀具進(jìn)給;刀具:Ф29.8mm 單齒 BTA 鉆頭涂層硬質(zhì)合金刀片;工件材料:EA4T 低碳高合金鋼;切削速度:26m/min;進(jìn)給速度:12mm/min.
由于單齒的 BTA 鉆頭只有一個刀齒,出屑口通道較小,空間較窄,因此刀刃上設(shè)有斷屑臺和分屑刃,保證斷屑、排屑順暢,如圖 4(a)所示.
單齒 BTA 深孔刀具的磨損 主要是在單邊齒和兩個導(dǎo)向條上.其磨損特點是主要破損部位在分屑刃拐角處,如圖4(b)所示.由于分屑刃較薄,在重負(fù)載、應(yīng)力突變的共同作用下容易發(fā)生微崩、崩碎和涂層剝落等破損,如圖4(c)所示;前刀面的磨損則比較劇烈,而刀齒后刀面磨損比較均勻呈窄條帶狀,如圖4(d)所示.從磨損圖像可以看出,單齒 BTA 鉆頭以機械磨損為主,即刀齒的機械磨損和破損嚴(yán)重,而在高溫作用下的擴散、粘結(jié)和化學(xué)磨損等不是十分明顯。
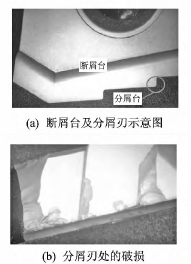
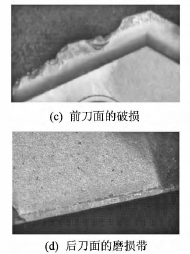
圖 4 單齒 BTA 刀齒的磨損
2、數(shù)學(xué)模型的建立
2.1 目標(biāo)函數(shù)
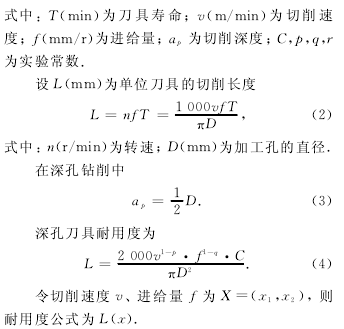
對于深孔加工系統(tǒng)而言,當(dāng)工件的加工尺寸確定后,影響加工質(zhì)量的 主要參數(shù)為切削速度、進(jìn)給量、切削液的壓強和流量.由于深孔加工的特殊性,中途退刀會產(chǎn)生明顯刀痕,導(dǎo)致深孔局部表面粗糙度超標(biāo).因此,傳統(tǒng)刀具中以加工時間作為刀具耐用度 的標(biāo)準(zhǔn) 并不適用于深孔加工.本文針對深孔加工的特性,采用鉆削長度作為刀具耐用度的度量標(biāo)準(zhǔn).
經(jīng)驗公式雖然體現(xiàn)了切削用量對使用壽命的影響,但在不同的加工情況下,很難符合特定的實際加工情況.因此,應(yīng)用一定的方法擬合得到一個近似的替代函數(shù)是十分有必要的.神經(jīng)網(wǎng)絡(luò)智能算法類似于黑箱法,只關(guān)心輸入值和輸出值之間的一種非線性關(guān)系,故可以利用該算法來進(jìn)行適當(dāng)?shù)臄M合和優(yōu)化.
2.2 BP神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu)的設(shè)計
BP神經(jīng)網(wǎng)絡(luò)是一種單 向 傳 播 的 多 層 反 饋 網(wǎng)絡(luò),一般由輸入層、隱含層和輸出層組成.BP 神經(jīng)網(wǎng)絡(luò)的學(xué)習(xí)過程由正向傳播和反向傳播兩部分組成.正向傳播時,信息由輸入層向輸出層流動,經(jīng)隱層單元的分層處理 可 以進(jìn)行網(wǎng) 絡(luò) 結(jié)構(gòu)展開,相鄰神經(jīng)元之間的狀態(tài)相互影響,但不對其他層神經(jīng)元的狀態(tài)產(chǎn)生影響.通過調(diào)整輸出層的期望和實際輸出值得到誤差,反向傳播信號,將兩者之間的誤差信號沿原通路返回.通過不斷修改各層相鄰神經(jīng)元之間的權(quán)值,使得誤差信號達(dá)到精度要求.
深孔加工鉆削刀具耐用度模型切削參數(shù)系統(tǒng)的結(jié)構(gòu)如圖5所示,對樣本數(shù)據(jù)先進(jìn)行歸一化處理,然后利用神經(jīng)網(wǎng)絡(luò)系統(tǒng)進(jìn)行修正,將修正后的值帶入到L(x)中,得到實際輸出的值,再與期望值的誤差進(jìn)行比較對權(quán)值進(jìn)行修復(fù).
該模型的優(yōu)化通過一個三層的網(wǎng)絡(luò)結(jié)構(gòu)就可以實現(xiàn).輸入層有2個神經(jīng)元,即 x1切 削 速 度(m/min),x2進(jìn)給量(mm/r).輸出層有2個神經(jīng)元,即經(jīng)過修正后的Y1切削速度(m/min),Y2進(jìn)給量(mm/r).
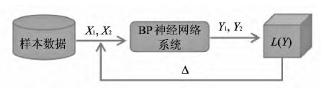
圖5 最優(yōu)切削參數(shù)系統(tǒng)的結(jié)構(gòu)示意圖
隱含層內(nèi)節(jié)點的確定對網(wǎng)絡(luò)的性能影響很大,需要進(jìn)行恰當(dāng)?shù)倪x擇.若隱含層單元數(shù)太少,則網(wǎng)絡(luò)使用性能差,可能不能被訓(xùn)練出來.但是,隱含單元數(shù)太多則推理過程過長,誤差也不一定最小.因此,存在一個最佳隱單元數(shù),本模型隱含層節(jié)點數(shù)為
3、刀具耐用度預(yù)測實例
實驗工件材料選用 EA4T 實心車軸鋼,該材料由于具有較高的機械性能,已經(jīng)被成功應(yīng)用于動車、高鐵和地鐵等最新高速機車產(chǎn)品中,并將逐步被應(yīng)用到其它領(lǐng)域。其化學(xué)成分如表1所示.EA4T 作為一種新型的合金材料,相對加工性 Kv=0.2~0.45,是一種新型難加工材料.在加工過程中,容易出現(xiàn)排屑斷屑難、切削溫度過高、鉆削力過大等問題,導(dǎo)致刀具磨損嚴(yán)重.

表1EA4T 鋼力學(xué)性能
工件加工的孔徑為 Ф29.8 mm,刀具為單齒BTA 分屑刃機夾式可轉(zhuǎn)位深孔鉆頭,刀齒選用德國 Botek 的 TiN 涂層硬質(zhì)合金刀片.加工設(shè)備為德州機床廠制造的 T2120深孔鉆鏜床,如圖6所示,采用工件旋轉(zhuǎn)、刀具進(jìn)給的方式,其參數(shù)如表2所示.

圖6 實驗用 T2120深孔鉆鏜床
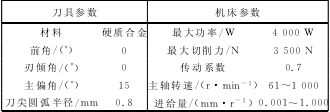
表2 切削用量優(yōu)化的實驗條件
實驗采用日本基恩士(KEYENCE)數(shù)碼顯微系統(tǒng)來直觀觀察每個刀片的磨損情況.顯微鏡型號是 VH-2500R,規(guī)格為 RA*500*5 000,即最高放大倍數(shù)為5000,可較好地對實際磨損帶觀察研究.如下圖所示,左邊為電子顯微鏡,右邊為數(shù)碼顯示器.將刀片放在顯微鏡的載物臺上,用調(diào)節(jié)面板來調(diào)整合適倍數(shù),使顯示器上顯示出合適的圖像,并對刀片的磨損帶情況進(jìn)行測量,如圖7所示.

圖7 數(shù)碼顯微鏡
當(dāng)前刀面的磨損帶寬度≥300μm 時,刀具的加工精度已無法保證深孔加工質(zhì)量,故原刀片需要報廢并進(jìn)行更換.如圖 8 所示,該刀片磨損帶寬度為313.41μm,視為達(dá)到報廢標(biāo)準(zhǔn)
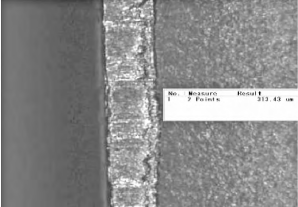
圖 8 刀片磨損帶寬度測量
在 MATLAB 上編程來實現(xiàn)訓(xùn)練過程,并采用最優(yōu)停止法.最大訓(xùn)練步數(shù)設(shè)置為1000,期望誤差為0.01,學(xué)習(xí)速率為0.1.15組訓(xùn)練樣本的實際數(shù)據(jù)如表3所示.
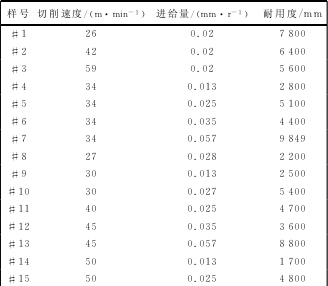
表3 樣本數(shù)據(jù)表
基于神經(jīng)網(wǎng)絡(luò)對輸入樣本值與網(wǎng)絡(luò)訓(xùn)練結(jié)果預(yù)測值進(jìn)行對比,其結(jié)果如表 4 所示.可以看出,BTA 深孔鉆耐用度神經(jīng)網(wǎng)絡(luò)模型的訓(xùn)練輸出值與樣本的最大相對誤差為3.8%,在5%以內(nèi),表示優(yōu)化的預(yù)測模型已經(jīng)基本滿足使用要求.為了檢驗神經(jīng)網(wǎng)絡(luò)優(yōu)化模型的實際預(yù)測效果,補充兩組試驗進(jìn)行驗證(其中16#的切削速度為34m/min,進(jìn)給量為0.012mm/r,而17#切削速度為46m/min,進(jìn)給量0.025mm/r),運用耐用度預(yù)測模型計算出預(yù)測值,然后運用數(shù)值逼近法進(jìn)行試驗驗 證,即選用多組相近但不同長度的EA4T 棒料展開試驗,逐步逼近試驗值,對每組實驗刀片磨損帶寬度進(jìn)行檢測,磨 損 寬 度 最 接 近300μm 的為耐用度試驗值.結(jié)果如表 5 所示,從表 5 可以看出,神經(jīng)網(wǎng)絡(luò)模型預(yù)測值與試驗值相對誤差均在3.0%以內(nèi),驗證了優(yōu)化的耐用度預(yù)測模型是可行的和有效的.
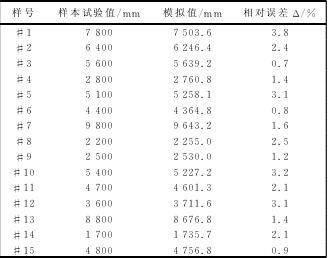
表4 試驗值與網(wǎng)絡(luò)預(yù)測值的對比

表5 試驗值與網(wǎng)絡(luò)預(yù)測值的對比
因此,基于網(wǎng)絡(luò)學(xué)習(xí)方法獲得的刀具耐用度與深孔加工切削參數(shù)之間的模型,可以用來預(yù)測在該種工況下單齒 BTA 鉆的使用壽命.
4、結(jié)束語
本文在刀具耐用泰勒公式的基礎(chǔ)上,利用神經(jīng)網(wǎng)絡(luò)較強的學(xué)習(xí)和泛化能力,建立了以切削速度和進(jìn)給量為變量,以鉆削長度作為刀具耐用度的度量標(biāo)準(zhǔn)的單齒 BTA 鉆的磨損預(yù)測模型,實現(xiàn)了對 BTA 深孔鉆耐用度地理論預(yù)測.實驗證明,該預(yù)測模型的誤差≤3.8%,能夠較為準(zhǔn)確地預(yù)測刀具耐用度,為刀具的更新周期提供了科學(xué)依據(jù),對實際加工有一定的現(xiàn)實指導(dǎo)意義.
來源:中北大學(xué) 機械與動力工程學(xué)院,山西省深孔加工工程技術(shù)研究中心
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況