
21世紀(jì)是新材料快速發(fā)展的時(shí)代,大量新材料的出現(xiàn)對企業(yè)產(chǎn)品加工的精度、質(zhì)量也有了更高的要求,金屬材料加工中對于磨削加工的需求增長越來越高,超出了其他新傳統(tǒng)加工方法。磨削加工的需求有增無減,當(dāng)然磨削加工中對于磨粒尺寸、形狀要求等都有著較大影響,比如加工鋁型材和加工韌性金屬,對于磨床和砂輪的要求就會有所不同,所以針對不同材料進(jìn)行磨削,首先要分析材料特性,制定適合的方案,選擇合適的輔助設(shè)施,有針對性的進(jìn)行磨削過程中的技術(shù)改進(jìn),這對于金屬加工質(zhì)量來說是十分有必要。
1 材料分析
鋁合金7075主要含有鋅元素。也屬于航空系列,是鋁鎂鋅銅合金,是可熱處理合金,屬于超硬鋁合金,有良好的耐磨性。7075鋁板是經(jīng)消除應(yīng)力的,加工后不會變形、翹曲。所有超大超厚的7075鋁板全部經(jīng)超聲波探測,可以保證無砂眼、雜質(zhì)。7075鋁板的熱導(dǎo)性高,可以縮短成型時(shí)間,提高工作效率。主要特點(diǎn)是硬度大7075是高硬度、高強(qiáng)度的鋁合金,常用于制造飛機(jī)結(jié)構(gòu)及期貨。它要求強(qiáng)度高、抗腐蝕性能強(qiáng)的高應(yīng)力結(jié)構(gòu)件、模具制造。空心桿鋁合金7075:Φ12×520,一端有螺紋30長,一段螺紋13長,要求表面光潔度Ra0.2以下。材料磨削要滿足粗糙度、圓度、圓柱度、直徑公差、凸度等技術(shù)要求外,還必須無明顯表面缺陷。對于前幾項(xiàng)技術(shù)要求的控制相對較容易,而表面缺陷的控制難度很大。
2 設(shè)備和輔助材料選擇
有兩種設(shè)備可供選擇,M1040無心磨床以及TYC-12型高精度無心磨床,根據(jù)材料長度直徑,我們選擇TYC-12型高精度無心磨床,選擇這款設(shè)備的理由是因?yàn)樗臋C(jī)床結(jié)構(gòu)的穩(wěn)定性,以及他的一個(gè)進(jìn)給精度靈敏性。砂輪:砂輪我選擇的是GC80的,他適合于做精磨工藝,一般性的表面光潔度能夠穩(wěn)定在Ra0.1以內(nèi)。硬度,組織等屬于公司常規(guī)規(guī)格。潤滑液:采用普通柴油+潤滑油基相調(diào)和,使它們之間互補(bǔ),達(dá)到冷卻及充分潤滑之作用。具體勾兌比例可根據(jù)實(shí)際擁有密度而定。
輔助設(shè)施:采用公司最新型設(shè)計(jì)托架,選擇硬度適中的導(dǎo)板,并對其摩擦面光潔度進(jìn)一步修整,以防止工件旋轉(zhuǎn)摩擦引起的暗痕。磨削角度以及調(diào)整都按常規(guī)路線走,并無其他特別之處,在經(jīng)過了幾個(gè)小時(shí)的研磨實(shí)驗(yàn),對于砂輪修整,如何防止工件表面刮痕并提高光潔度等問題,取得了很好的效果,并且綜合了磨削過程中的一些問題及解決方案。其中有部分需要注意及解決的問題提供給大家參考。
3 7075材料磨削技術(shù)關(guān)鍵
磨屑形成磨削過程一個(gè)復(fù)雜多因素、多變量共同作用過程,其目通過切除一定量工件材料獲得較高表面質(zhì)量精度。砂帶磨削技術(shù)作為一種磨削和拋光相結(jié)合的新工藝,因其具有加工效率高、冷態(tài)磨削、磨削速度穩(wěn)定、磨削精度高和磨削成本低等優(yōu)點(diǎn),被認(rèn)為是一種優(yōu)質(zhì)、高效、低耗和用途廣泛的加工方法。它是采用砂帶這一特殊形式的磨削工具,借助接觸輪,并在一定壓力下,使砂帶與輪轂表面連續(xù)接觸以實(shí)現(xiàn)磨削加工。砂輪一個(gè)由磨料、結(jié)合劑經(jīng)壓坯、干燥、燒結(jié)而成疏松體,其單個(gè)磨粒就一把微小切削刃,有很大負(fù)前角刃口鈍圓半徑。磨削方式磨削方式上,凡增大砂輪與工件接觸面積磨削均會加劇砂輪堵塞。這因?yàn)樯拜喤c工件接觸面積大,磨粒切削刃會同一磨痕上多次劃擦,使工件上磨削層強(qiáng)化加劇,冷卻液又難以進(jìn)入磨削區(qū),磨削熱量多、溫度高,為堵塞創(chuàng)造條件,易產(chǎn)生化學(xué)粘著性堵塞嵌入性堵塞。如端磨比周磨易堵塞,橫向切入磨削比縱向磨削堵塞嚴(yán)重。徑向切入量徑向切入量對砂輪堵塞影響呈駝峰趨勢。
砂輪在磨鈍過程當(dāng)中進(jìn)行修整,開始磨削的工件表面必定有磨傷刮痕,如果到精磨,則造成不良品產(chǎn)生。解決方法:可取與砂輪硬度相匹配磨削之材料,長度自選,直徑大小相差等同工件便可。在砂輪當(dāng)中按正常磨削工藝磨削3~5次,盡量在保證磨削區(qū)正常情況下調(diào)整磨量。此動(dòng)作是將砂輪在修整時(shí)未完全脫落之沙粒清理干凈,使工件在精磨之時(shí)可直接磨削。毋須半徑磨。冷卻液在磨削過程當(dāng)中會摻雜進(jìn)鋁屑,但回流至冷卻水箱之后漂浮在最上層,且因?yàn)橛托屠鋮s液的特點(diǎn),在靜止時(shí)間較短的情況下鋁屑不會全部浮起,部分較小鋁屑仍舊摻雜在里面,在循環(huán)過程當(dāng)中會對工件表面光潔度產(chǎn)生影響。解決方法:因?yàn)楸敬文ハ魇菍儆跇悠芳庸ぃ鋮s液使用時(shí)間以小時(shí)計(jì)算,故此問題不明顯,但據(jù)觀察發(fā)現(xiàn),批量加工中,此問題如果不解決徹底必將對工件表面光潔度產(chǎn)生較大影響。傳統(tǒng)模式紙帶過濾機(jī),普通冷卻水箱都達(dá)不到此效果。
采用普通式試?yán)鋮s,冷卻區(qū)域等同于砂輪寬度,此工件長度520mm。故工件在磨出之時(shí)將有500mm的長度會一直摩擦于導(dǎo)板及導(dǎo)板。(工件長度較短則此問題不明顯)會產(chǎn)生少許不規(guī)則白色流星帶(在燈光下較容易看到)。解決方法:將導(dǎo)板及導(dǎo)板表面光潔度提高,加長冷卻區(qū)域,在工件出口磨削部位保證冷卻液能充分產(chǎn)生潤滑效果,可以防止此類問題出現(xiàn)。此樣品加工之后直線為0.002mm,圓度0.002mm,個(gè)人感覺效果還是很不錯(cuò)的,光潔度因?yàn)檫€要做實(shí)驗(yàn),所以現(xiàn)在無法斷定最后能不能達(dá)到要求。
4 結(jié)語
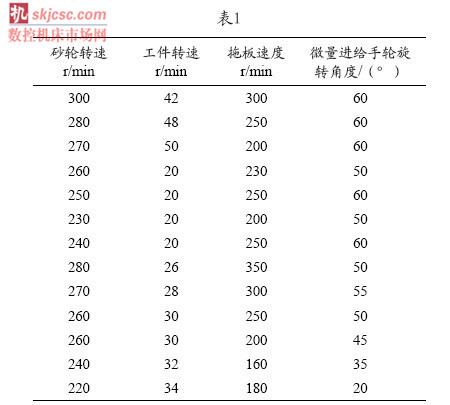
總之,鋁合金的磨削要制定適合的方案,選擇合適的輔助設(shè)施,有針對性的進(jìn)行磨削過程中的技術(shù)改進(jìn),比如改進(jìn)砂輪速度、工件速度、磨削方式、切削深度及磨削液等磨削過程諸現(xiàn)象及磨削結(jié)果重要參數(shù)。因此,對影響磨削過程的各種因素進(jìn)行分析研究,對磨削用量等參數(shù)進(jìn)行單因素、多因素實(shí)驗(yàn),建立優(yōu)化合理磨削參數(shù)并總結(jié)出規(guī)律,可以大大提高金屬加工質(zhì)量。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








