
0 前言
五軸數(shù)控加工技術(shù)近年來被廣泛的應(yīng)用于民用工業(yè)和軍事工業(yè)產(chǎn)品的加工。由于同傳統(tǒng)三軸加工相比增加了兩個(gè)附加的自由度,五軸加工能夠獲得更高的生產(chǎn)效率和更好的加工質(zhì)量,因此成為了數(shù)控領(lǐng)域研究的重點(diǎn)。
五軸加工中的刀具路徑規(guī)劃問題一直是能否實(shí)現(xiàn)高效的自由曲面加工的關(guān)鍵。目前,在實(shí)際生產(chǎn)中應(yīng)用較多的刀具路徑規(guī)劃方法還是比較基本的等參數(shù)線加工方法和等截面線加工方法[1],由于上述方法均為按事先給定的方向確定加工路徑,加工表面殘余高度誤差的分布不均勻,為保證最大殘余高度誤差而使走刀行距過于保守,加工效率偏低。因此提高加工效率,充分發(fā)揮五軸數(shù)控加工設(shè)備的性能是亟待解決的問題[2]。
為了產(chǎn)生高效合理的刀具路徑,國內(nèi)外學(xué)者提出了多種不同的方法,并且在應(yīng)用中取得了一定的成效。國外學(xué)者如RAO 等提出Principal axis 方法, PI 等提出Grind-free 方法,LIN 等發(fā)展出誤差自適應(yīng)生成算法;周艷紅、周云飛、高軍和楊勇生等國內(nèi)學(xué)者也在這個(gè)方面進(jìn)行了深入和細(xì)致的研究,提出了不同的五軸刀具軌跡生成算法并得到了實(shí)際應(yīng)用。大部分現(xiàn)有的方法采用類似的處理過程,從曲面的一條邊界作為初始路徑,通過一定的算法得到偏置的后續(xù)路徑。本文采用了一種新的方法,通過計(jì)算曲面各處的有效加工域的寬度和最優(yōu)域加工方向,搜索得到曲面上一條優(yōu)化的初始化路徑,并且構(gòu)建了一種迭代算法生成相鄰的刀具路徑。最終生成的(近似)最優(yōu)路徑具有最大的切削寬度和最短的刀具路徑總長度。
1 有效加工域參數(shù)計(jì)算
數(shù)控加工成形過程就是刀具沿著預(yù)定的刀具路徑對工件毛坯進(jìn)行切削加工,最終形成工件外形的過程。切削過程中刀具通過掃掠在被加工表面形成了一個(gè)加工區(qū)域,此加工的部分區(qū)域與理想加工面的誤差小于或等于預(yù)定的加工精度要求,而其余部分區(qū)域則不符合加工精度要求。本文將符合加工精度要求的那部分加工區(qū)域定義為有效加工域。可見,要將工件表面加工成形,必須滿足有效加工域完全覆蓋被加工面這一要求。
有效加工域的兩個(gè)最重要的特征參數(shù)是域?qū)挾群陀蚯邢鞣较颉S驅(qū)挾缺碚饔行Ъ庸び蚋采w區(qū)域的大小,域切削方向表征了產(chǎn)生的刀具路徑的流向,直接影響域?qū)挾戎怠烧叨紩?huì)對最終產(chǎn)生的刀具路徑質(zhì)量產(chǎn)生重大的影響,因此是本文描述的重點(diǎn)。有效加工域參數(shù)計(jì)算的目標(biāo)就是得到具有最大域?qū)挾鹊牡毒呗窂郊捌淞飨颉S行Ъ庸び虻男纬缮婕暗郊庸け砻媾c加工刀具的相互作用,對其研究必然牽涉到對被加工表面的幾何特征和刀具的幾何特征的描述問題。對于工件被加工面的描述已經(jīng)有了統(tǒng)一的數(shù)學(xué)表達(dá),因此主要討論刀具的幾何描述問題。
1.1 刀具的統(tǒng)一參數(shù)表達(dá)
為了使得分析過程不局限于某種特殊形狀的刀具,需要尋求一種刀具的通用表達(dá)形式,使其可以用于各種加工刀具。由于NC 加工中刀具的旋轉(zhuǎn)速度相對進(jìn)給速度來說要快的多,所以可以用一系列相連的直線或曲線的回轉(zhuǎn)面來表示刀具的幾何形狀,所以本文采用了如圖1 所示的通用刀具統(tǒng)一參 數(shù)表達(dá)[3]。
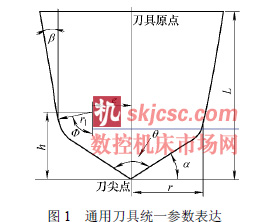
部分、中間的圓環(huán)部分和下面的圓錐部分。其中參數(shù)r 表示刀具的名義半徑,h 表示倒角圓的圓心到刀尖的垂直距離,L 表示刀具的軸向長度,e 表示倒角圓的圓心到刀軸的徑向距離。其他的四個(gè)角度參數(shù)α,β,θ,φ分別如圖1 標(biāo)示。改變各變量的取值便可以得到各常用刀具模型。如圓環(huán)銑刀可以表示為一種α =β = 0,e = r – r1 的通用刀具。由刀具的統(tǒng)一參數(shù)表達(dá)可以建立了刀具的幾何描述矩陣Mt [3],本文不再贅述。
1.2 有效加工域?qū)挾群陀蚯邢鞣较?/font>
有效加工域?qū)挾仁怯绊懮傻牡毒呗窂劫|(zhì)量最重要的因素。其值大小與刀具在工件表面切削時(shí)的姿態(tài)有關(guān)。為方便描述刀具在加工面上的運(yùn)動(dòng)姿態(tài),在刀具與工件表面的接觸點(diǎn)A 處引入一個(gè)局部坐標(biāo)系(Oxl yl zl ),如圖2 所示。
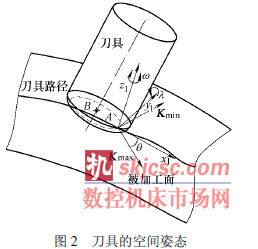
圖 2 中點(diǎn)B 為刀具中心位置點(diǎn),xl 軸的方向?yàn)?span>A 處的瞬時(shí)切削方向,zl 軸的方向?yàn)?span>A 的曲面外法線方向,yl 軸的方向由xl 軸和zl 軸通過右手螺旋法則確定。λ定義為刀具繞yl 軸的傾角,ω 定義為刀具繞zl 軸的擺轉(zhuǎn)角[4]。kmax 表示被加工面A 處最大主曲率方向單位矢量,kmin 表示A 處的最小主曲率方向單位矢量。
在加工中,每個(gè)時(shí)刻刀具掃描體外形與被加工面的相互作用生成了此刻的刀具有效掃描體外形,從而最終決定了切削產(chǎn)生的幾何形貌。瞬時(shí)的刀具有效掃描體外形上的任意一點(diǎn)P 必須滿足條件:P點(diǎn)處刀具掃描體外形曲面外法線矢量必須與的此時(shí)的刀具運(yùn)動(dòng)向量相垂直。當(dāng)?shù)毒哂行呙梵w外形確定后,通過計(jì)算刀具有效掃描體外形上的點(diǎn)與工件表面的距離,就可以確定有效加工域的寬度b。設(shè)刀具有效掃描體外形上的存在兩個(gè)位置點(diǎn)P1、P2,這兩點(diǎn)與被加工曲面的距離等于預(yù)定的加工公差要求τ,則有效加工域?qū)挾鹊亩x如下
即有效加工域?qū)挾瓤梢员硎救缦拢旱毒哂行呙梵w外形上與被加工曲面的距離等于τ的兩點(diǎn),此兩者之間的距離在垂直于切削方向(矢量Yl方向)上的投影長度。
為了得到最大的域?qū)挾戎担庸r(shí)應(yīng)當(dāng)讓刀具調(diào)整姿態(tài)在無干涉的條件下盡可能的匹配被加工表面的幾何形貌。因此域?qū)?span>b 是一個(gè)關(guān)于刀具幾何描述Mlt (s)和公差τ的函數(shù)。同時(shí)還應(yīng)注意到,在曲面的某處,不同的切削方向得到的有效加工域?qū)挾仁遣煌摹H鐖D3 所示,在被加工曲面的某處P,刀具沿著θa 方向切削時(shí)相對應(yīng)的有效域?qū)挾葹?span>ba,沿著θb 方向切削時(shí)對應(yīng)的有效域?qū)挾葹?span>bb,此時(shí)兩者刀具的空間姿態(tài)Mlt (s)和預(yù)定的公差τ都相同,但得到的有效域?qū)挾炔煌?/font>
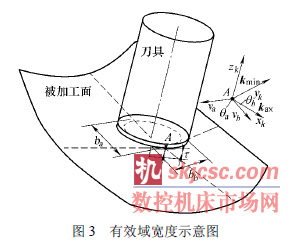
現(xiàn)在引入一個(gè)新的局部坐標(biāo)系( Ox y z κ κ κ ) ,xκ軸的方向?yàn)?span>A處的曲面最大主曲率方向( max κ 方向), yκ 軸的方向?yàn)榍孀钚≈髑史较?span>( min κ 方向),zκ軸的方向?yàn)?span>P 點(diǎn)處的外法線方向。定義瞬時(shí)切削方向和xκ 軸的夾角為切削方向角θ。綜上所述,b 也是關(guān)于切削方向角θ的函數(shù)。即b =W(Mlt (s), θ , τ ) =W(Mt (s), λ , ω, θ , τ ) (4)通常,當(dāng)切削方向與最小主曲率方向相同或非常接近時(shí),可以取到最大的有效域?qū)挾?span>[5-6]。
為減少計(jì)算量,本方法以一定間隔均勻分布的曲面參數(shù)u,v 采樣該處的優(yōu)化有效域?qū)挾群颓邢鞣较蚪牵玫揭?/font>個(gè)離散的優(yōu)化域?qū)挾群颓邢鞣较蚪堑那娣植肌τ谖床蓸拥那鎱^(qū)域,可以通過相鄰的四個(gè)采樣點(diǎn)的數(shù)值插值計(jì)算出未采樣點(diǎn)的域?qū)挾群头较蚪菙?shù)值。從這個(gè)意思上說,有效加工域規(guī)劃方法是一種近似最優(yōu)的刀具路徑生成算法。
2 刀具路徑的搜索迭代生成
傳統(tǒng)的刀具路徑生成算法一般都從曲面的某一條邊界開始計(jì)算生成刀具路徑。這種方法雖然方便了計(jì)算過程,但不能保證由此邊界產(chǎn)生的刀具路徑即是最優(yōu)的。有效加工域規(guī)劃法采用搜索算法得到整個(gè)曲面上一條最優(yōu)的初始刀具路徑,通常情況下這條初始路徑不是曲面的邊界;然后通過迭代算法生成其余的偏置路徑,最終使得生成的路徑完全覆蓋整個(gè)曲面。
2.1 最優(yōu)初始路徑的搜索確定
通過上面所述的方法我們得到了被加工曲面上均勻分布的有效加工域,以及每個(gè)加工域的域?qū)挾群颓邢鞣较蚪堑募稀3蔀槌跏嫉毒呗窂降囊笫谴寺窂酵ㄟ^的有效加工域應(yīng)該具有最大的平均有效域?qū)挾取K阉髑嫠膫€(gè)邊界上的有效加工域,參考每個(gè)有效加工域的切削方向角確定下一個(gè)有效加工域,連接這兩個(gè)有效加工域作為刀具路徑的一部分,重復(fù)此過程直到遇到處于曲面邊界上的有效加工域停止。這樣便生成了一系列的刀具路徑,因?yàn)槊織l路徑都是沿著各個(gè)離散加工域的最佳切削方向生成的,因此這些路徑上的每一個(gè)有效加工域都取到了本域的最大域?qū)挾取_@些路徑稱為候選初始路徑。然后從這一系列候選初始路徑中選出具有最大平均域?qū)挾鹊囊粭l路徑做為初始路徑。設(shè)有N 個(gè)離散的有效加工域位于某段候選初始路徑上,此路徑的平均域?qū)挾?span>bav 定義為
式中bi —— 編號(hào) i 的路徑的最大域?qū)挾戎涤?jì)算出每條候選路徑的平均域?qū)挾戎?span> bav,取bav 最大值的路徑作為初始路徑。
2.2 后續(xù)刀具路徑的迭代生成
確定了最佳初始路徑后,便可以通過迭代算法生成相鄰的路徑。迭代算法通過一條已知的刀具路徑生成相鄰的一條路徑,然后利用剛生成的路徑重復(fù)算法過程產(chǎn)生下一條路徑,如此往復(fù)循環(huán)直到所有的有效加工域都被路徑覆蓋。下面具體介紹迭代算法的具體實(shí)現(xiàn)。
引入一個(gè)新的參數(shù) f,f 表示當(dāng)前路徑的實(shí)際平均域?qū)挾扰c初始路徑的平均域?qū)挾?span>bav_max 的比值,稱為刀具路徑的質(zhì)量系數(shù),即
式(7)說明要取的路徑TPi+1 上的對應(yīng)點(diǎn)Pi+1, j 與當(dāng)前Pi, j 的連線方向與有效域?qū)挾鹊姆较蛳嗤丛?span>yl軸方向上。設(shè)加工曲面的參數(shù)表達(dá)為S(u,v),計(jì)算保證最大域?qū)挾葪l件下的Pi+1, j 坐標(biāo)必須滿足
在實(shí)際加工時(shí),刀具的空間姿態(tài)和被加工曲面的幾何特性在每個(gè)不同的A 處都不同,因此具有不同的有效加工域?qū)挾群颓邢鞣较蚪恰_@意味著兩條相鄰的刀具路徑通常不會(huì)是相互平行的[7]。為了防止生成的相鄰的刀具路徑間存在沒有被刀具路徑覆蓋的間隙,還需對刀具路徑進(jìn)行校驗(yàn)和調(diào)整,使之滿足下面兩個(gè)要求。
(1) 相鄰兩條刀具路徑的邊界線沒有交點(diǎn)。
(2) 相鄰兩條刀具路徑至少在曲面某一處重合。
條件(1)保證了兩條相鄰路徑的邊界或者是每處都互相有一部分重疊,或者是沒有任何一處重疊。條件(2)保證了兩條相鄰路徑必定有一處重合,即排除了條件一中完全不重疊的情況。這就保證了相鄰的刀具路徑都相互重疊一部分,路徑間不存在間隙。通過上述方法,以路徑TPi 為基礎(chǔ)生成路徑TPi+1,然后以路徑TPi+1 為基礎(chǔ)生成路徑TPi+2,整個(gè)刀具路徑生成的過程就是上述方法的迭代過程。
隨著迭代過程的進(jìn)行,通常情況下所生成刀具路徑的質(zhì)量系數(shù)將逐漸減小,為了保證得到高效的刀具路徑,必須對產(chǎn)生的刀具路徑的質(zhì)量系數(shù)進(jìn)行一定的限制,否則迭代的后期可能產(chǎn)生大量的質(zhì)量不佳的刀具路徑。本文采取的方法是預(yù)先設(shè)定質(zhì)量系數(shù)的下限fmin,當(dāng)檢測到當(dāng)前生成的刀具路徑的質(zhì)量系數(shù)低于fmin 時(shí),則停止本次迭代過程。然后在未加工區(qū)域中重復(fù)上述的搜索迭代算法,得到新的初始路徑,以初始路徑為基礎(chǔ)進(jìn)行新的一輪迭代運(yùn)算。如此往復(fù),直到被加工表面上的所有有效加工域都被刀具路徑覆蓋時(shí)結(jié)束算法運(yùn)行。
3 算法的實(shí)現(xiàn)及應(yīng)用示例
3.1 算法實(shí)現(xiàn)流程
在微機(jī)上以上述算法為基礎(chǔ),采用Matlab 和Visual C++環(huán)境編寫程序?qū)崿F(xiàn)算法過程。算法程序流程如圖4 所示。
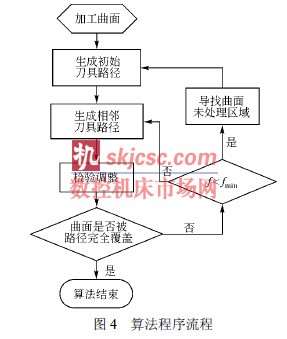
程序以已知的被加工曲面作為輸入,以最終的優(yōu)化刀具路徑集作為輸出,并且可以根據(jù)用戶需要改變刀具路徑質(zhì)量系數(shù)的下限值以及有效加工域在曲面上的分布密度。
3.2 應(yīng)用示例
選取熱壓塑模具曲面的一部分作為示例被加工面,在xyz'a'c 型的五軸數(shù)控機(jī)床環(huán)境下采用環(huán)形刀具進(jìn)行切削加工。刀具的名義半徑r = 8 mm,圓環(huán)角圓半徑r1 =1.5 mm。刀具的兩個(gè)錐度角α = β = 0o,加工預(yù)定公差τ= 0.05 mm。為了方便比較,將刀具傾角λ和ω 設(shè)置為固定值,λ= 10o,ω=3o,刀具路徑最小質(zhì)量系數(shù)設(shè)為fmin = 0.75。
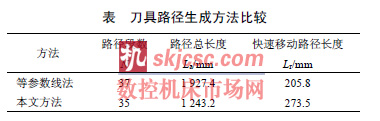
采用傳統(tǒng)的等參數(shù)線法和本文提出的有效加工域規(guī)劃法分別生成相應(yīng)的刀具路徑,下表是兩種方法的結(jié)果對比。
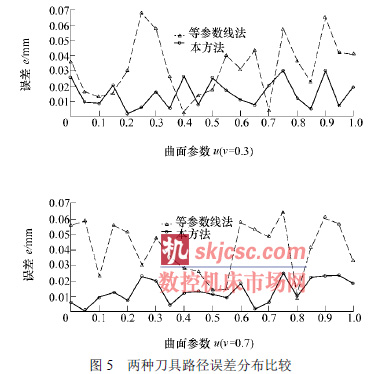
采用上述兩種方法生成的刀具路徑在VERICUT 下進(jìn)行曲面誤差分布模型數(shù)據(jù)分析,圖5顯示了兩種刀具路徑誤差分布比較。
上述對比結(jié)果可以看出,有效加工域規(guī)劃方法生成的刀具路徑數(shù)目和總長度都減少了,尤其是路徑總長度減少了35.5%,與等參數(shù)線法相比較,采用有效加工域規(guī)劃法可以得到更短的刀具路徑總長度以及加工質(zhì)量更高的加工表面。不足的是快速移動(dòng)路徑的長度反而加大了,作者認(rèn)為這是由于等參數(shù)線法采用之字型走刀方式,因此刀具快速移動(dòng)的距離比較短,而有效加工域規(guī)劃法沒有對路徑的進(jìn)退刀點(diǎn)進(jìn)行優(yōu)化,這一不足也是今后對本方法進(jìn)一步完善的重要方向。
4 結(jié)論
(1) 提出了一種新的五軸數(shù)控加工刀具路徑生成方法——有效加工域規(guī)劃法。這種方法根據(jù)刀具的幾何特征和空間姿態(tài)結(jié)合曲面的幾何特性,構(gòu)造曲面上的有效加工域集合,計(jì)算得到(近似)最優(yōu)的域?qū)挾群颓邢鞣较蚪菂?shù)。同時(shí)構(gòu)造了一種搜索迭代算法,用于得到初始路徑和相鄰的后續(xù)路徑。
(2) 應(yīng)用示例顯示有效加工域規(guī)劃法相對于傳統(tǒng)的五軸刀具路徑生成算法具有較明顯的優(yōu)勢,同樣的加工條件下可以得到總長度更短的刀具路徑和更短的加工時(shí)間,并且能得到更高的加工精度。
(3) 應(yīng)用過程中也發(fā)現(xiàn)了本方法的一些不足,如刀具路徑質(zhì)量系數(shù)的選擇依靠主觀判斷,不參與切削的刀具路徑(如快速移動(dòng)路徑)沒有得到足夠的優(yōu)化等,需要進(jìn)一步的改進(jìn)完善。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








