
現(xiàn)今,鋁合金材高效高速數(shù)控加工機(jī)床技術(shù)已相當(dāng)成熟,并得到了廣泛應(yīng)用。隨著鈦合金材整體構(gòu)件在大型飛機(jī)上的應(yīng)用增多,其切削加工的低效已成為大型飛機(jī)快速制造的瓶頸,配置有高功率高轉(zhuǎn)矩主軸的鈦合金材高速數(shù)控MC機(jī)床已成為許多航宇制造業(yè)用戶(hù)特別關(guān)注和優(yōu)先考慮的現(xiàn)代化先進(jìn)關(guān)鍵制造裝備之一。所有這些,促使工業(yè)界更加關(guān)注鈦合金材HEM-HSM加工技術(shù)及其裝備的發(fā)展與工業(yè)應(yīng)用。世界許多著名數(shù)控機(jī)床和主軸制造商也都加強(qiáng)了對(duì)該技術(shù)領(lǐng)域的開(kāi)發(fā)研究力度,一些機(jī)床制造商甚至還成立專(zhuān)門(mén)的研發(fā)中心,積極為航宇制造業(yè)推出了多種類(lèi)型用于大型復(fù)雜鈦合金材整體結(jié)構(gòu)件HEM-HSM加工應(yīng)用的數(shù)控加工機(jī)床。
眾所周知,直到目前為止工業(yè)界對(duì)高速加工技術(shù)HSM還未有一種統(tǒng)一、明確、權(quán)威和公認(rèn)的定義。實(shí)際上,HSM 技術(shù)中“高速”是為一種相對(duì)性概念,對(duì)不同工件材料或不同切削工藝類(lèi)型其HSM定義的“高速”速度范圍則是不同的。鈦合金材相對(duì)材料可加工性Kr僅為0.22~0.35,屬很難切削加工之金屬材,其高速切削速度范圍(100~1,200m/min)遠(yuǎn)低于鋁合金材(2,500~7,500m/min)。比如一把直徑50mm刀具,在主軸轉(zhuǎn)速4,000r/min時(shí)其切削速度為628m/min,對(duì)鋁合金材而言,這挨不上高速的邊,但對(duì)鈦合金材而言,這已是較高速了。顯然,用于鈦合金材HEM-HSM加工應(yīng)用的高速數(shù)控加工機(jī)床明顯不同于鋁合金材場(chǎng)合,簡(jiǎn)單地講,對(duì)鋁合金材需要高功率高轉(zhuǎn)速主軸的數(shù)控加工機(jī)床,對(duì)鈦合金材則需要高功率高轉(zhuǎn)矩主軸的數(shù)控加工機(jī)床。
鈦合金材為何難切削加工
鈦合金材具有高強(qiáng)度、高硬度和低密度材料特性,如鈦合金Ti-6Al-4V(簡(jiǎn)稱(chēng)Ti-6-4)抗拉強(qiáng)度達(dá)900MPa,硬度為250∼375HB,密度4.42 g/cm3,使得鈦合金材整體結(jié)構(gòu)件除在現(xiàn)代軍用飛機(jī)上得到廣泛應(yīng)用外,在現(xiàn)代大型客機(jī)上也得到了越來(lái)越多的應(yīng)用,其用材重量占飛機(jī)結(jié)構(gòu)總重量百分比數(shù)呈現(xiàn)快速上升趨勢(shì),并已開(kāi)始超過(guò)了鋼結(jié)構(gòu)件。因此,實(shí)現(xiàn)鈦合金材結(jié)構(gòu)件高效率切削加工已成為大型飛機(jī)制造生產(chǎn)之關(guān)鍵。然而,和鋁合金材相比,鈦合金材屬很難加工金屬材,其切削加工的難點(diǎn)主要表現(xiàn)在如下若干方面:
大切削力
眾所周知,通常金屬材料的硬度和強(qiáng)度越高,則其切削加工所需要的切削力就越大,切削溫度就越高,刀具磨損就越快,故相對(duì)可加工性也就越差。如鋁合金材相對(duì)可加工性系數(shù)Kr為2.0∼7.5,高強(qiáng)度鋼Kr為0.3∼0.7,鈦合金Kr為0.22∼0.35,而航空高強(qiáng)度高溫合金Kr僅0.07∼0.3。因此,和切削加工鋁合金等輕金屬材相比,鈦合金材切削加工需要更大切削力,通常需近1,000∼數(shù)千牛(Newton,N),是普通鋼材的2∼4倍,是鋁合金材的10∼40倍。如用一把4齒直徑32mm的端銑刀,切深19mm,以20 cm3/min金屬切除率切削加工鈦合金材時(shí)將會(huì)產(chǎn)生4,445N (1,000 lbs)負(fù)載力,若刀具磨損50%,負(fù)載力將增加至8,890N。因此,加工鈦合金等硬合金材需要大切削力就意味著需要高轉(zhuǎn)矩主軸,或就意味著僅允許使用較低切削速度,大約僅為鋁合金材時(shí)的10%。
高切削溫度
切削加工鈦合金材時(shí),通常切屑與刀具前刀接觸面較小,切削點(diǎn)的溫度極高,可達(dá)1,100~1,200℃左右,切削區(qū)高溫狀態(tài)易使刀尖很快熔化或粘結(jié),導(dǎo)致刀具磨損嚴(yán)重。
此外,鈦合金材熱傳導(dǎo)系數(shù)低,大約僅為合金鋼的15%,鋁合金材的5%,(鈦熱傳導(dǎo)系數(shù)15.24 W/mK;鈦合金Ti-6-4為7.56W/mK;AISI 4340合金鋼為44.6W/mK;45號(hào)鋼為50.2W/mK;7075鋁合金為130W/mK),大約80%切削加工過(guò)程中所產(chǎn)生的熱量傳入到刀具中,而不像典型高速切削加工鋁合金等金屬材那樣有75%熱量傳入到切屑中,傳到刀具僅約15%。因此,鈦合金切削過(guò)程中刀具切削點(diǎn)的高溫?zé)崃亢茈y由切屑快速帶走,加速了刀具磨損。這也就決定了對(duì)鈦合金材必須采用高壓大流量冷卻液切削加工。
易生成硬化層
鈦化學(xué)活性高,在高溫狀態(tài)下極易發(fā)生化學(xué)反應(yīng),導(dǎo)致切削表面生成硬化層,其深度可達(dá)0.1∼0.15mm,致使表層硬度大幅度提高,加速了刀具磨損。同時(shí),高化學(xué)活性導(dǎo)致加工中切屑與刀具的粘結(jié)現(xiàn)象嚴(yán)重,也加速了刀具磨損。
高摩擦功
鈦合金摩擦系數(shù)大,導(dǎo)致在切削過(guò)程中,切屑流經(jīng)刀具前刀面時(shí)所需摩擦功大,摩擦界面溫度極高,進(jìn)一步加速了刀具磨損。
易產(chǎn)生彈性變形和振動(dòng)
鈦合金彈性模量小(鈦合金Ti-6-4為110kN/mm2,鋼Ck45110kN/mm2,210kN/mm2),導(dǎo)致切削時(shí)易產(chǎn)生彈性變形和振動(dòng),不僅影響零件加工尺寸精度和加工表面粗糙度,而且已加工面的彈性恢復(fù)較大,約為不銹鋼的2∼3倍,同樣可加速刀具磨損。
同時(shí),鈦合金低彈性模量使其具有明顯橡膠特性趨勢(shì),容易使刀具切削刃產(chǎn)生屑瘤,同樣也可加速刀具磨損,制約了使用高切削速度。
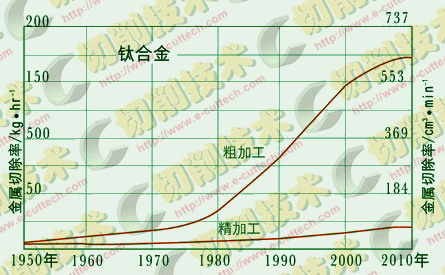
圖1 鈦合金金屬切除率mrr提高歷程
小刀具接觸弧系數(shù)
為維持高刀具耐用度和改善加工質(zhì)量,切削加工鈦合金材整體構(gòu)件,一般要求刀具接觸弧系數(shù)≦40%,在使用較高切削速度(≧120m/min)時(shí)則通常要求刀具接觸弧系數(shù)≦15%,普通鋼則可達(dá)50-100%。刀具接觸弧系數(shù)定義為刀具切削寬度WOC(徑向切深,Radial Depth of cut)和刀具直徑D比值之百分?jǐn)?shù)。此外,工業(yè)實(shí)踐表明:當(dāng)?shù)毒呓佑|弧系數(shù)≦25%時(shí),切削速度可增加50%,而當(dāng)?shù)毒呓佑|弧系數(shù)≦10%時(shí),切削速度可增加100%。
鑒于上述鈦合金材切削加工之特殊性,因而和切削加工鋁合金材相比,對(duì)其加工效率、加工精度、加工表面粗糙度、刀具耐用度、顫振抑制和變形控制等都提出更高的要求。為此,世界許多著名的數(shù)控機(jī)床制造商都對(duì)傳統(tǒng)高速數(shù)控加工機(jī)床進(jìn)行創(chuàng)新性發(fā)展,積極推出了適合于鈦合金材整體結(jié)構(gòu)件HEM-HSM加工的各種高效高速數(shù)控加工機(jī)床。如日本Makino公司在其Mason 工廠專(zhuān)門(mén)成立了鈦合金加工技術(shù)研究開(kāi)發(fā)中心,并在最近幾年推出了多款鈦合金材高效高速數(shù)控加工機(jī)床。
對(duì)鈦合金數(shù)控加工機(jī)床之基本要求
目前,許多機(jī)床制造商推出的用于大型鋁合金等輕合金材的HEM-HSM切削加工的高效高速數(shù)控機(jī)床,若將它用于對(duì)諸如高強(qiáng)度鋼、不銹鋼、鈦合金和航空高溫合金等一類(lèi)具有高強(qiáng)度與高硬度的難加工金屬材料實(shí)現(xiàn)HEM-HSM加工顯然不合適,盡管它也能切削加工這些硬合金材,但其切削效率卻是往往無(wú)法讓人接受。其主要原因在于:
如前所述,加工鈦合金等硬合金材需要大切削力,或者說(shuō)需要高轉(zhuǎn)矩主軸,而典型用于鋁合金等輕合金材的HEM-HSM切削加工的高效高速數(shù)控機(jī)床主軸轉(zhuǎn)矩多數(shù)都小于100Nm,一般不超過(guò)200Nm,不具備高效率加工鈦合金等硬合金材的切削加工能力。
如前所述,加工鈦合金等硬合金材通常僅允許使用較低切削速度,即僅能使用較低主軸轉(zhuǎn)速,而典型用于鋁合金等輕合金材的HEM-HSM切削加工的高效高速數(shù)控機(jī)床主軸轉(zhuǎn)速范圍和目前鈦合金材加工工藝要求不相適應(yīng)。
因此,對(duì)用于鈦合金材HEM-HSM加工的數(shù)控加工機(jī)床結(jié)構(gòu)、剛性、動(dòng)態(tài)特性、主軸與坐標(biāo)驅(qū)動(dòng)、冷卻系統(tǒng)、刀具與刀具接口以及控制系統(tǒng)等許多關(guān)鍵數(shù)控部件的設(shè)計(jì)制造都提出了新要求。主要包含如下若干方面基本要求。
高功率高轉(zhuǎn)矩主軸
從金屬切削加工基本原理可知,對(duì)金屬材銑削加工時(shí)有:
mrr = aeapzfZ n×10-3 = PS×MRF(cm3/min) (1)
PS=SPF×mrr(kW) (2)
PS/n=T/9555≈T×10-4 (3)
式中r:mrr——金屬切除率,cm3/min;
ae——切寬WOC,mm;
ap——切深DOC(軸向切深,Axial Depth of cut), mm;
fZ——每齒進(jìn)給量,mm/刃轉(zhuǎn);
z——刀齒數(shù);
n——主軸轉(zhuǎn)速,r/min;
PS——主軸功率,kW;
T——主軸轉(zhuǎn)矩,Nm;
MRF——金屬切除指數(shù)(Metal Removal Factor),cm3?min-1/kW;
SPF——主軸功率指數(shù)(Spindle Power Factor),kW/cm3?min-1;
且F = n fZ z (mm/min),F(xiàn)為加工進(jìn)給率。
從式(1)與(2)可看出,為取得高金屬切除率mrr,作為鈦合金材HEM-HSM加工的數(shù)控機(jī)床之主軸首先應(yīng)具有足夠高的功率。目前,對(duì)鈦合金材(Ti-6-4)主軸功率指數(shù)SPF典型為0.06kW/cm3?min-1,為典型鋁合金材的4倍。在實(shí)際工業(yè)生產(chǎn)中,綜合考慮到刀具使用壽命、機(jī)床特性、加工精度和加工質(zhì)量等諸多因素的約束,目前銑削鈦合金材(Ti-6-4)所能取得的金屬切除率mrr約40~700cm3/min(典型100~400cm3/min),僅為鋁合金材的5~10%。因而,加工鈦合金材時(shí)所需的主軸功率可能反而比加工鋁合金材時(shí)低,盡管其SPF高于鋁合金材。加工如鈦合金材時(shí)主軸功率為22.5kW,而加工如鋁合金材時(shí)主軸功率為70 kW比較合適的。目前,用于鈦合金材零件HEM-HSM切削加工的數(shù)控MC機(jī)床,其典型主軸功率為30~60kW,并呈現(xiàn)出逐年提高的趨勢(shì),目前最高已超過(guò)100kW。同時(shí),由式(3)可看出:對(duì)確定主軸功率,為取得大切削力(高轉(zhuǎn)矩),則應(yīng)采用較低主軸轉(zhuǎn)速(較低切削速度),或說(shuō)要求主軸能提供足夠高的額定功率/轉(zhuǎn)速比,通常要求大于0.1。這就要求作為鈦合金材HEM-HSM加工的數(shù)控機(jī)床之主軸額定轉(zhuǎn)矩應(yīng)不低于1,000Nm數(shù)量級(jí)。
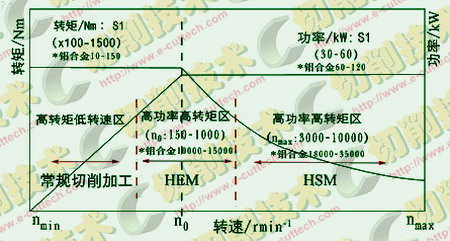
圖2 鈦合金切削理想主軸特性曲線(xiàn)趨勢(shì)
通常,對(duì)鈦合金材HEM加工時(shí)要求主軸轉(zhuǎn)速低于1,000 r/min,典型為200~400 r/min,要求主軸轉(zhuǎn)矩300~1,500Nm;HSM加工時(shí)典型主軸轉(zhuǎn)速為3,000~8,000r/min,典型轉(zhuǎn)矩為80~250Nm。高效加工(HEM)新型鈦合金材(Ti-5-5-5-3)或航空高溫合金材則要使用更低主軸轉(zhuǎn)速,甚至低于100r/min,要求主軸能提供更大轉(zhuǎn)矩,甚至超過(guò)2,000~3,000Nm。右圖給出了目前用于鈦合金材HEM-HSM加工時(shí)較理想的主軸功率/轉(zhuǎn)矩-轉(zhuǎn)速特性曲線(xiàn)趨勢(shì)。顯然,這是一種高功率高轉(zhuǎn)矩寬低轉(zhuǎn)速調(diào)控的主軸特性曲線(xiàn),和用于鋁合金材HEM-HSM加工的高功率高轉(zhuǎn)速寬轉(zhuǎn)速調(diào)控的主軸特性曲線(xiàn)有明顯不同。正因?yàn)檫@種明顯差別,有人形象地將鋁合金材HEM-HSM加工機(jī)床比喻為F1賽車(chē),而將鈦合金材HEM-HSM加工機(jī)床比喻為重型推土機(jī)。
高剛性與高動(dòng)態(tài)響應(yīng)性
由于加工鈦合金等難加工材時(shí)需要高功率高轉(zhuǎn)矩主軸,因而除要求主軸本身具有高剛性外,還要求機(jī)床應(yīng)比加工鋁合金材時(shí)具有更高的剛性(包括高靜剛性、高動(dòng)剛性和高熱剛性)和更高動(dòng)態(tài)響應(yīng)性(高定位/重復(fù)定位精度、高進(jìn)給速度和高加速度)。同時(shí)要求機(jī)床坐標(biāo)軸驅(qū)動(dòng)具有足夠高的驅(qū)動(dòng)力,特別對(duì)帶旋轉(zhuǎn)坐標(biāo)軸時(shí),要求旋轉(zhuǎn)軸應(yīng)能提供足夠高的驅(qū)動(dòng)轉(zhuǎn)矩,一般要求不低于1,000Nm,典型為2,000~5,000Nm,對(duì)大重型機(jī)床甚至需要數(shù)千到20,000 Nm。
高可靠刀具接口
使用高功率高轉(zhuǎn)矩主軸切削加工,則要求機(jī)床主軸刀具接口裝置具有足夠大的拉緊力和能傳遞大扭矩的能力。同時(shí),為抑制低頻加工振蕩,也要求刀具接口裝置具有高剛性。因而,鈦合金材高效高速數(shù)控加工機(jī)床一般配置HSK~A100,典型為HSK~A125,甚至使用HSK~A160。
低頻加工穩(wěn)定性
如前所述,高效率加工鈦合金或航空高溫合金等難加工材整體構(gòu)件時(shí),僅允許使用較低的切削速度,即較低的主軸轉(zhuǎn)速(可低于100r/min)。因此,取得低頻加工穩(wěn)定性是用于鈦合金等硬合金材切削加工之?dāng)?shù)控機(jī)床所必須滿(mǎn)足的基本要求之一。
眾所周知,數(shù)控加工機(jī)床都存在有一自然頻率(也稱(chēng)固有頻率,或剪切頻率,或共振頻率)。典型數(shù)控加工機(jī)床其自然頻率一般為低于350Hz。同時(shí),構(gòu)成數(shù)控機(jī)床各部件的自然頻率也是不同的。一般認(rèn)為機(jī)床床身自然頻率約20 Hz,立柱約95 Hz,主軸約320 Hz。當(dāng)加工零件時(shí),等效于刀具刀刃在周期性地敲擊機(jī)床某結(jié)構(gòu)部件,當(dāng)這種敲擊頻率接近機(jī)床某結(jié)構(gòu)部件自然頻率范圍時(shí),就可能激發(fā)刀具產(chǎn)生顫振,進(jìn)而可能發(fā)生災(zāi)難性后果。因此,為避免或抑制產(chǎn)生這種振蕩,就需要在機(jī)床設(shè)計(jì)階段改變機(jī)床結(jié)構(gòu)設(shè)計(jì),比如加厚床身,使立柱設(shè)計(jì)得更堅(jiān)固,增加部件質(zhì)量并使連接更牢固等等。但對(duì)最終用戶(hù)而言,則通常僅能通過(guò)改變切削加工參數(shù)來(lái)避免這種情況產(chǎn)生。
不同數(shù)控機(jī)床和主軸裝置,其自然頻率點(diǎn)的范圍也是有差異的。目前,一些機(jī)床制造商開(kāi)發(fā)了一種抑制加工刀具振蕩的新技術(shù):有源阻尼系統(tǒng)(active damping),并已將之應(yīng)用在鈦合金材高效高速數(shù)控加工機(jī)床上以確保實(shí)現(xiàn)低頻加工穩(wěn)定性。有關(guān)有源阻尼系統(tǒng)技術(shù)后文將有進(jìn)一步介紹。
高壓大流量冷卻系統(tǒng)
盡管應(yīng)用高速切削加工可實(shí)現(xiàn)干切削或可采用MQL技術(shù),使得數(shù)控加工機(jī)床配置液壓冷卻潤(rùn)滑系統(tǒng)目前成為一個(gè)有爭(zhēng)議的技術(shù)問(wèn)題。但是,為了有效提升設(shè)備加工生產(chǎn)率,延長(zhǎng)設(shè)備與刀具使用壽命,改善零件加工質(zhì)量,絕大多數(shù)高速數(shù)控機(jī)床仍設(shè)計(jì)配置有完善的液壓冷卻潤(rùn)滑液系統(tǒng),特別是用于鈦合金等難加工材結(jié)構(gòu)件的HEM-HSM加工的高速數(shù)控MC機(jī)床,通常設(shè)計(jì)有高壓大流量(High Pressure High Volume,HPHV)液壓冷卻潤(rùn)滑系統(tǒng)。HPHV系統(tǒng)一般包括直接貫通主軸/刀具高壓冷卻系統(tǒng)(High Pressure Through Coolant,HPTC),通過(guò)多個(gè)外部噴嘴噴射的外噴式切削刀具和工件的高壓冷卻系統(tǒng),以保持主軸良好運(yùn)行性能,快速冷卻刀具工件和沖排切屑,提高零件加工質(zhì)量,增加刀具使用壽命。高速數(shù)控加工機(jī)床液壓冷卻潤(rùn)滑系統(tǒng)典型為200∼800psi(1.38∼5.5MPa),25∼80L/min。而采用HPHV冷卻潤(rùn)滑系統(tǒng)的高效高速數(shù)控機(jī)床,要求大于720psi(5MPa),常用工業(yè)標(biāo)準(zhǔn)為 1,000∼2,000psi(7∼14MPa),當(dāng)壓力為1,000psi時(shí),一般要求流量不低于30L/min(8glm)。限于篇幅,本文對(duì)此不作進(jìn)一步分析討論。
高裝備與制造工藝融合集成性
使用較低切削速度,就意味著加工鈦合金材構(gòu)件需要較長(zhǎng)的加工周期。通常對(duì)鈦合金Ti-6-4零件加工時(shí)間典型為普通鋼零件的2~4倍,是典型鋁合金材的10~12倍,而加工Ti-5Al-5Mo-5V-3Cr 和Ti-10V-2Fe-3Al 新型鈦合金材零件一般又比加工Ti-6-4鈦合金材要長(zhǎng)一倍時(shí)間。這就導(dǎo)致鈦合金材整體結(jié)構(gòu)件切削加工生產(chǎn)率低,加工成本較高。因此,為提高鈦合金材零件切削加工生產(chǎn)率,降低加工成本,適應(yīng)批量定制生產(chǎn),許多數(shù)控機(jī)床制造商將托盤(pán)化加工,或多主軸加工,或多工作臺(tái)(區(qū))加工,或銑車(chē)復(fù)合加工,或輕硬合金材復(fù)合加工等制造工藝技術(shù)融合集成在鈦合金材高效高速數(shù)控加工機(jī)床上,以提高加工生產(chǎn)率,降低加工成本。后文對(duì)此將有進(jìn)一步討論。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








