
表面粗糙度是描述和評價構件表面質量的重要特征, 其大小對構件的耐磨性能、疲勞性能、應力腐蝕性能等具有重要的決定作用。這種現象對高強度合金材料更為突出。因此在進行高強度合金材料的加工中, 必須注重對表面粗糙度的控制。鈦合金作為典型的高強度合金材料, 以其優異的綜合力學性能、低密度以及良好的耐蝕性, 在航空航天裝備得到了廣泛的應用。但是鈦合金的切削加工性差, 具體表現為切削過程溫度高、切削力大、冷硬現象嚴重、刀具易磨損, 這些都不利于獲得好的表面粗糙度, 影響鈦合金構件的服役使用性能。目前, 鈦合金高速銑削技術作為提高加工效率和表面質量的有效方法之一, 應用日益廣泛。國內外研究者對鈦合金加工表面完整性進行著積極的研究。
G1 A1 Ibrahim 等[ 1] 采用單因素實驗方法研究了銑削速度在55~ 95 m/ min 之間T C4 鈦合金干切削條件下的表面完整性, 研究表明表面粗糙度都在1~ 4 Lm 之間。N1Elmagrabi 等[ 2] 采用單因素實驗方法研究了銑削速度為771 5 m/ min 時涂層硬質合金刀具加工T C4 鈦合金時的表面完整性,研究表明進給速度越大表面粗糙度越大, 當每齒進給量為01 1 mm/ z 時, 表面粗糙度在01 2~ 01 4Lm 之間。B1 Rao 等[ 3] 基于單因素實驗方法研究了高速銑削時, 高主軸轉速可獲得的表面粗糙度都在01 4 Lm 以下。A1 L1Mantle 等[ 4] 對高速銑削C-TiAl 合金表面完整性進行了研究, 表面粗糙度都低于11 5 Lm, 硬化層深度達到300 Lm,表面有殘余壓應力。C1H1 Che-Haro n 等[ 5-6] 對高速銑削鈦合金從表面粗糙度、殘余應力、微觀組織和顯微硬度等幾方面進行了系統研究。國內南京航空航天大學的趙威等[ 7 ] 進行了氮氣油霧介質下T C4 鈦合金高速銑削實驗研究, 發現氮氣油霧介質下的切屑表面較為平整,加工表面粗糙度相對較低。西北工業大學一直在進行鈦合金表面完整性切削研究, 史興寬等[ 8] 進行了高速切削條件和常規切削條件下TC4 鈦合金的對比切削實驗, 發現高速切削可以獲得更好的表面完整性; 楊振朝[ 9] 、杜隨更等[ 10 ] 研究發現在平底刀銑削T C4 鈦合金時, 當主軸轉速由3 000 r/ min 增大到10 000 r/ min時, 表面質量越來越好。
在上述大部分研究中, 主要的實驗過程采用單因素法、正交法和響應曲面法。響應曲面實驗法可定量分析參數耦合作用對目標特征的影響, 但其實驗量較大; 正交法可通過較少的實驗次數獲得相關規律, 被大多數研究人員在實驗時所采用, 該方法可獲得目標特征的指數型經驗模型, 還可用極差分析法獲得目標特征值隨參變量的變化趨勢。但是現有正交研究方法在經驗模型與直觀分析結果間缺少相互支撐與考證, 而且無法基于所建立的經驗模型進一步選擇參數。
本文以航空發動機整體葉盤、葉片類零件用鈦合金TC11 為研究對象, 開展高速銑削工藝參數對鈦合金T C11 加工表面粗糙度的影響研究。研究中采用正交實驗法所建立的經驗模型, 基于此模型建立了工藝參數區間靈敏度分析和區間優選方法, 提出了工藝參數穩定域和非穩定域概念。該方法與直觀分析法結合, 可更好地對切削用量進行控制, 為整體葉盤、葉片類鈦合金零件的高速切削提供參數選擇依據。
1 表面粗糙度工藝參數靈敏度分析方法
1.1 表面粗糙度模型
鈦合金高速銑削系統中, 決定表面粗糙度的因素有很多, 如工件材料、刀具材料、冷卻潤滑條件、刀具結構、切削用量及相關運動方式等工藝條件。這些條件對表面粗糙度的影響程度是不同的, 而且一些條件可進行逐個比較選擇, 比如冷卻潤滑條件。而在眾多的工藝條件中, 切削用量對其影響是最為重要的。常用的基于正交實驗方法獲得的銑削零件表面粗糙度經驗模型可表示為
![]()
式中: Ra 為表面粗糙度; vc、f z 、ap、ae 分別為銑削速度、每齒進給量、銑削深度和銑削寬度; c0 為常數; c1、c2、c3 和c4 為指數。本文關于表面粗糙度工藝參數靈敏度分析方法的研究正是基于該通用模型展開的。
1.2 表面粗糙度工藝參數靈敏度計算方法
( 1) 靈敏度定義
靈敏度是指優化設計目標對各個設計變量的變化的敏感程度( 或變化率) , 其目的是識別設計變量中對優化設計目標函數影響顯著的和薄弱的環節, 以準確、有效地控制和優化變量參數修改優化方案, 獲得優化的目標。
設目標函數為f ( x) , 其中x = ( x 1 , x 2…,x i …, x n ) 為設計變量, i 為整數且從1 取到n。靈敏度反映目標函數f ( x) 對設計變量x i 的變化梯度。若f ( x) 可導, 其一階靈敏度S 在連續系統中表示為

對于表面粗糙度對工藝參數變化的敏感程度( 或變化率) , 提出了表面粗糙度工藝參數靈敏度和相對靈敏度概念。
( 2) 表面粗糙度工藝參數靈敏度
表面粗糙度工藝參數靈敏度表示表面粗糙度對單一工藝參數變化的敏感程度( 或變化率) 。根據靈敏度的數學定義, 表面粗糙度對工藝參數( 銑削速度、每齒進給量、銑削深度、銑削寬度) 的靈敏度模型表示為
由于表面粗糙度模型式( 1) 是由切削實驗獲得, 其初始設定的工藝參數組合為離散點。因此,
![]()
表面粗糙度工藝參數靈敏度反映的是某一參數范圍內表面粗糙度的變化率, 即表面粗糙度變化的緩急程度。因此, 根據該靈敏度可較理想地獲得某一表面粗糙度水平的工藝參數范圍。
( 3) 表面粗糙度工藝參數相對靈敏度表面粗糙度工藝參數靈敏度可較好地反映某一參數范圍內表面粗糙度變化的緩急程度, 但不能從整體上綜合反映表面粗糙度對各工藝參數的敏感程度。而獲悉表面粗糙度對哪些工藝參數( 如銑削速度、每齒進給量、銑削深度、銑削寬度) 敏感,對哪些不敏感, 在進行工藝參數選擇時非常重要。對不敏感的工藝參數可以在較大范圍內選擇, 而對于敏感的工藝參數則需要謹慎選取。對此, 提出了表面粗糙度工藝參數相對靈敏度概念。相對靈敏度從整體上綜合反映表面粗糙度對各工藝參數的敏感程度( 或變化率) 。由式( 3) 可知, 表面粗糙度對不同工藝參數的相對靈敏度的量綱是不同的, 因為其僅能反映各工藝參數本身的變化對表面粗糙度的影響程度。為從整體上綜合比較工藝對表面粗糙度的影響, 要對
因此, 對通過銑削獲得的如式( 1) 所示的表面粗糙度經驗模型, 其表面粗糙度工藝參數相對靈敏度模型可表示為
顯然, 對通過正交實驗獲得的指數型經驗公式式( 1) , 通過式( 4) 和式( 5) 計算, 相對靈敏度即為各變量的指數, 數學證明略。但是, 對通過單因素實驗或者響應曲面法實驗獲得的多項式型經驗公式, 就需要具體計算。
1. 3 表面粗糙度工藝參數靈敏度分析的指導意義
工藝參數對表面粗糙度的形成具有決定作用。現有的工藝在進行工藝參數選擇時, 往往僅給出具體的工藝參數值, 而且許多推薦的加工參數也是很具體的, 這樣在進行工藝參數調整時就沒有可參考的工藝參數范圍。但是, 在實際機械加工中, 尤其在對復雜曲面零件加工時, 由于其粗加工之后給半精加工或精加工留有非線性余量,對半精加工或精加工切削深度應該針對不同余量進行確定。諸如此類, 在多軸數控加工中, 針對復雜曲面零件加工, 會對切削用量( 比如銑削轉速、每齒進給量、銑削深度和銑削寬度) 進行不同程度的調整, 而調整量如何定, 應該在什么范圍內進行調整表面粗糙度才不會變化太大, 現有的方法尚無法給出。針對該問題, 提出了表面粗糙度工藝參數靈敏度分析方法, 以獲得表面粗糙度的工藝參數區間敏感性。
工藝參數區間敏感性的特點在于, 在眾多工藝參數中, 可以從總體上獲悉各工藝對表面粗糙度的作用大小, 從單一工藝獲悉其變化對表面粗糙度的影響規律, 對工藝參數選擇和調整非常有意義。其中, 表面粗糙度工藝參數相對靈敏度從整體上綜合反映表面粗糙度對各工藝參數的敏感程度( 或變化率) , 為工藝參數的確定提供了計算依據和方法; 表面粗糙度工藝參數靈敏度表示表面粗糙度對單一工藝參數變化的敏感程度( 或變化率) , 為單一工藝的參數選擇、調整和變化提供了計算依據和方法。
2 TC11 高速銑削實驗
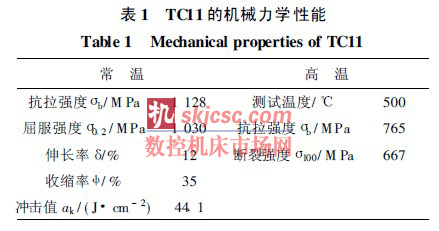
實驗工件材料為TC11, 是一種A-B鈦合金材料。其詳細的化學成分( 質量分數) 為: 61 42%Al、31 29% Mo、11 79% Zr、01 23% S、01 025% C、01 096% O、01 003% H、01 077% Fe、01 004% N,余量為Ti。合金常溫和高溫下的機械力學性能如表1 所示。
TC11 試樣尺寸設計為80 mm @ 20 mm @20 mm。所有銑削實驗在Mikron HSM800 高速銑削加工中心進行, 轉速范圍為0~ 36 000 r/ min, 控制系統為德國的ITNC530 系統。銑削刀具為K44 整體硬質合金4 齒立銑平底刀, 直徑為10 mm, 無涂層, 刀具前角為4b, 螺旋角為30b, 后角為10b。乳化液冷卻潤滑條件, 銑削方式為順銑。銑削示意圖如圖1 所示, vf 為銑削進給速度, n 為轉速。
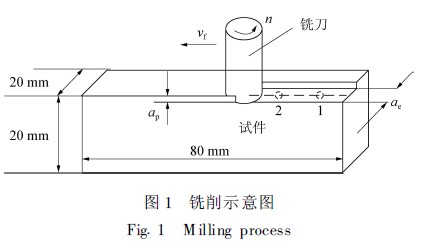
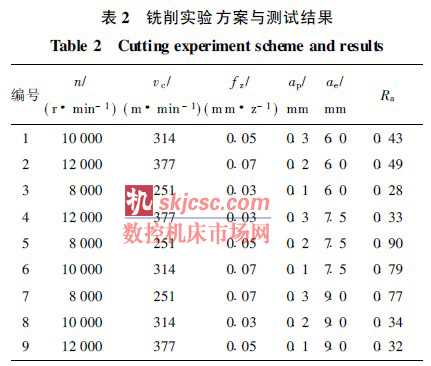
本實驗研究銑削工藝參數( 銑削速度v c、每齒進給量f z 、銑削深度ap、銑削寬度ae ) 對表面粗糙度的影響。不同銑削工藝參數下的正交銑削實驗方案如表2 所示。
表面粗糙度用接觸式TR240 表面粗糙度儀進行測量。在銑削面沿進給方向, 等距選取5 個點, 如圖1 中的1 點、2 點直到5 點, 測量每點表面粗糙度Ra 值并求取平均值, 測量取樣長度01 8 mm, 評定長度51 6 mm。經測試和統計計算后的表面粗糙度見表2。
3 TC11 高速銑削表面粗糙度工藝參數區間敏感性分析
根據表面粗糙度工藝參數靈敏度和相對靈敏度定義, 進行工藝參數選擇時, 應該先進行相對靈敏度分析, 獲得敏感的工藝參數; 在此基礎上, 對敏感的工藝參數進行靈敏度計算, 獲得使表面粗糙度變化平緩的工藝參數區間范圍, 即穩定域和非穩定域。
3. 1 表面粗糙度工藝參數相對靈敏度分析
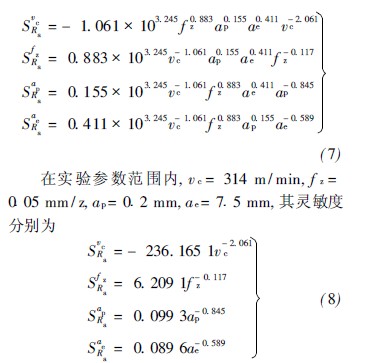
對表2 中的工藝參數數據和表面粗糙度測試數據, 通過線性回歸分析方法, 建立了高速銑削表面粗糙度經驗模型為

把通過正交實驗獲得的指數型經驗公式代入式( 4) 和式( 5) 計算得到, 表面粗糙度對各工藝參
![]()
由此可知, 鈦合金高速銑削條件下, 表面粗糙度對銑削速度的變化最為敏感, 對每齒進給量的變化敏感次之, 再次之為銑削寬度, 對銑削深度的變化最不敏感。而在低速或者常規銑削條件下,普遍認為每齒進給量對表面粗糙度的影響最為
顯著。
3. 2 表面粗糙度工藝參數靈敏度分析
( 1) 靈敏度模型計算
根據式( 3) , 表面粗糙度對銑削速度、每齒進給量、銑削深度、銑削寬度的靈敏度模型為
( 2) 靈敏度曲線分析
圖2 所示為依據式( 8) 獲得的表面粗糙度對銑削速度、每齒進給量、銑削深度和銑削寬度的靈敏度曲線。由相對靈敏度分析可知, 鈦合金高速銑削條件下, 表面粗糙度對銑削速度的變化最為敏感, 對每齒進給量的變化敏感次之, 對銑削寬度和銑削深度的變化不敏感。因此, 在實驗參數范圍內可以不再進一步考慮如何選擇銑削寬度和銑削深度, 即可以在實驗初定的參數范圍內任意選取; 而對于銑削速度和每齒進給量則需要進一步優化選擇。
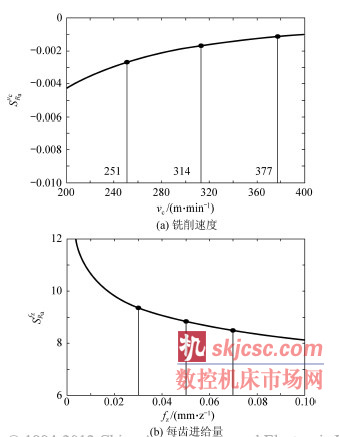

由圖2( a) 可知, 在銑削速度區間[ 251 m/ min, 314 m/ min] 的靈敏度值大于[ 314 m/ min, 377 m/min] 區間, 即當銑削速度從314 m/ min 變化到377 m/ min時, 其表面粗糙度的變化比較平緩。同理, 由圖2( b) 可知, 當每齒進給量從01 05 mm/ z變化到01 07 mm/ z 時, 表面粗糙度的變化比較平緩。
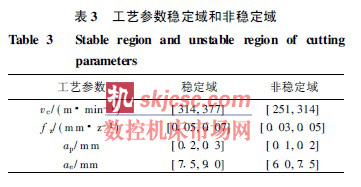
3.3 工藝參數穩定域和非穩定域
表面粗糙度工藝參數穩定域是指表面粗糙度的變化對工藝參數的變化不敏感的參數范圍。表面粗糙度工藝參數非穩定域是指表面粗糙度的變化對工藝參數的變化敏感的參數范圍。
對n 個因素(N 1 , N 2…,N n ) m 個水平( M1 , M2 , ,, Mm ) 的正交實驗, 提出工藝參數穩定域和非穩定域的劃分方法: ¹ 根據靈敏度曲線, 對因素Np ( p = 1, 2,…, n) , 計算靈敏度值在[ M1 , M2 ] 、 [ M2 , M3 ] 等m- 1 個水平區間內的變化幅值, 記為A1 , A 2…, A m- 1 ; º 計算m- 1 個靈敏度值變化幅值A1 , A2 , ,, A m- 1 的平均值為A 0 , 定義Aj ( j = 1, 2, …, m- 1) > A 0 的區域為非穩定域, Aj < A0 的區域為穩定域。根據表面粗糙度分別對銑削速度、每齒進給量、銑削深度、銑削寬度的靈敏度曲線, 獲得本文實驗參數范圍內銑削速度、每齒進給量、銑削深度、銑削寬度的穩定域和非穩定域, 如表3 所示。
4 TC11 高速銑削工藝參數區間優選方法
4.1 面向表面粗糙度的工藝參數區間選擇方法
基于表面粗糙度工藝參數靈敏度分析, 并結合原始正交實驗數據的直觀極差分析, 提出了面向表面粗糙度的工藝參數區間選擇方法。
①進行表面粗糙度工藝參數相對靈敏度分析,對工藝因素進行篩選, 確定敏感和非敏感工藝因素。
②對敏感工藝因素進行靈敏度分析, 確定敏感工藝因素的參數穩定域和非穩定域, 對不敏感的工藝因素選擇實驗所取的參數范圍。
③基于原始正交實驗數據的極差分析法, 對敏感工藝因素的參數穩定域和非穩定域, 分別計算表面粗糙度值, 并進行比較。
④ 如果第③ 步的穩定域粗糙度值優于非穩定域粗糙度值, 則選擇穩定域為優選的參數區間。
⑤ 如果第③步的穩定域粗糙度值劣于非穩定域粗糙度值, 則選擇非穩定域為優選的參數區間。
⑥對于第⑤ 步選擇出的參數區間, 由于是非穩定域, 如果進行參數值調整, 應在該非穩定域繼續規劃實驗, 確定更小范圍的穩定域和非穩定域。
4.2 TC11 高速銑削工藝參數區間優選
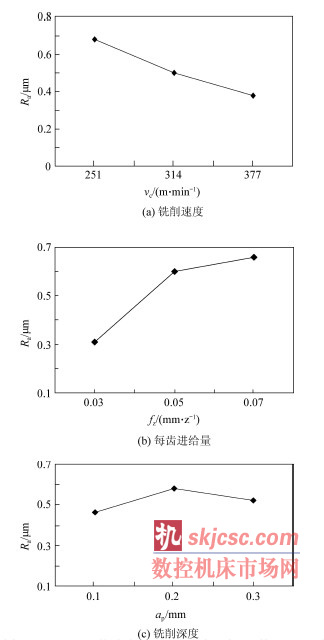
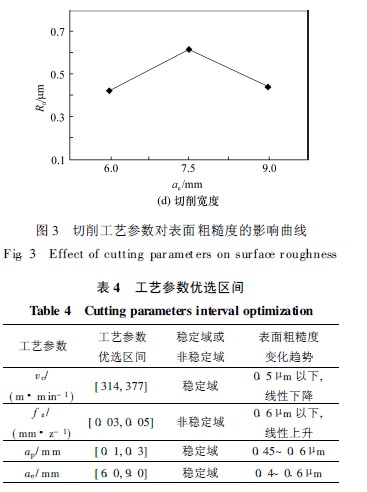
針對本文的T C11 高速銑削實驗, 依據上述方法, 首先進行表面粗糙度工藝參數的相對靈敏度分析: 表面粗糙度對銑削速度的變化最為敏感,對每齒進給量的變化敏感次之, 對銑削寬度和銑削深度的變化最不敏感。其次, 確定銑削速度和每齒進給量的穩定域和非穩定域, 見表3; 而表面粗糙度對銑削寬度和銑削深度的變化最不敏感,對其參數選擇實驗所取范圍, 即銑削深度為[ 01 1mm, 01 3 mm] , 銑削寬度為[ 61 0 mm, 91 0 mm] 。再次, 通過正交實驗數據的極差分析法, 得到圖3所示的敏感工藝因素( 銑削速度和每齒進給量) 在穩定域和非穩定域時表面粗糙度的變化范圍; 還可以得到非敏感工藝因素( 銑削寬度和深度) 在所取參數內的變化范圍。由圖3( a) 可知, 切削速度穩定域表面粗糙度在01 5 Lm 以下, 非穩定域表面粗糙度在01 5 Lm 以上; 由圖3( b) 可知, 每齒進給量穩定域表面粗糙度在01 6 Lm 以上, 非穩定域表面粗糙度在01 6 Lm 以下; 由圖3( c) 可知, 在切削深度實驗參數范圍, 表面粗糙度在01 45~01 6 Lm之間。由圖3( d) 可知, 在切削寬度實驗參數范圍, 表面粗糙度在01 4~ 01 6 Lm 之間。
最后, 選擇的TC11 高速銑削工藝參數區間如表4 所示, 該區間范圍可保障較好的表面粗糙度。每齒進給量的優選區間選在了非穩定域中,由于實驗中所得到的非穩定域[ 01 03 mm/ z, 01 05 mm/ z] 區間范圍已經很小, 因此建議優選01 03 mm/ z。在[ 01 03 mm/ z, 01 05 mm/ z] 區間范圍, 如果要進行參數值調整, 需進一步計算穩定域和非穩定域。
5 結 論
( 1) 研究的工藝參數區間敏感性計算及優選方法, 可定量獲得不同工藝參數對表面粗糙度的靈敏度和相對靈敏度, 在此基礎上提出了工藝參數穩定域和非穩定域概念, 并結合方差分析方法, 提出了面向表面粗糙度的工藝參數區間選擇方法。
( 2) 鈦合金TC11 高速銑削條件下, 表面粗糙度對銑削速度的變化最為敏感, 對每齒進給量的變化敏感次之, 對銑削寬度和銑削深度的變化不敏感; 銑削速度優選在314~ 377 m/ min 范圍,每齒進給量優選從01 03~ 01 05 mm/ z 范圍, 可以保障表面粗糙度在01 6 Lm 以內。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








