
1 前言
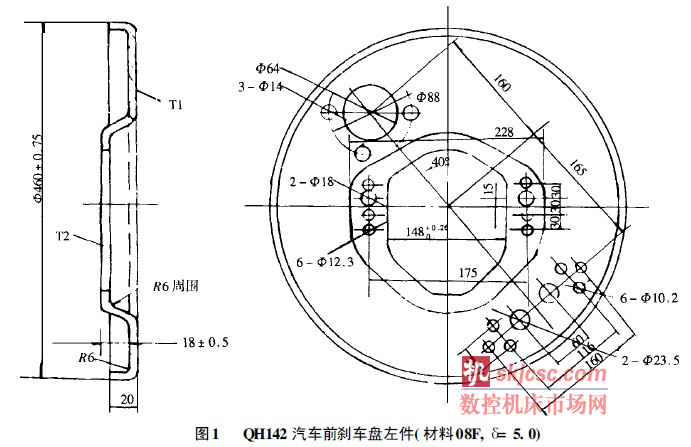
QH142 汽車前剎車盤分左、右件, 左件如圖1所示, 右件沒有2- 518 孔。該剎車盤是我廠汽車沖壓件中比較難加工的零件之一, 形狀復(fù)雜, 中間成形部位不對稱, 變形程度不同, 而且尺寸精度和形位公差要求較高, T1 和T2 表面的平面度要求不大于0. 6, 每組孔對另一組孔的位置度要求為0. 3, 而且要求形狀和孔位對稱。因此合理的沖壓工藝是生產(chǎn)出高質(zhì)量合格件、減少模具數(shù)量和降低生產(chǎn)成本的關(guān)鍵。
2 工藝方案的選擇
選擇合理的工藝方案時(shí), 不僅要考慮拉延成形的可行性, 同時(shí)還要在保證各個孔位之間的位置精度和T1、T2 面的平面度基礎(chǔ)上, 考慮模具結(jié)構(gòu)及其使用壽命。該件的沖壓工藝是: 下方料→中間部位成形→ 落料、翻邊、沖兩小孔→ 沖群孔→ 沖小孔→沖異形孔。落料、翻邊、沖兩小孔用中部成形面定位,因?yàn)槭怯梅搅铣尚沃虚g部位形狀, 所以經(jīng)落料、翻邊后落出的料尺寸準(zhǔn)確, 翻邊高度一致。后三道工序用兩小孔定位, 不但可保證其它各孔的位置精度, 而且可防止零件的轉(zhuǎn)動。
3 主要模具介紹及工藝特點(diǎn)
如果不考慮中間成形部位對邊緣的影響, 根據(jù)拉延公式計(jì)算出落料尺寸為5482 mm, 考慮到成形不均以及先成形后落料的工序, 最后落料尺寸取為495 @ 495 mm 的方料。
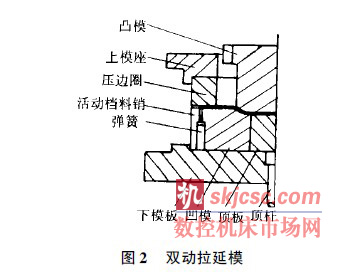
根據(jù)公式( H/ B= 23/ 228U0. 1, 小于H/ B1=0. 5) 該件的拉延成形屬于淺拉延, 所以零件中間部位的成形可以在雙動拉延床上一次拉延成形, 下料形狀為方料。其工藝特點(diǎn)為: a. 用壓邊圈壓料, 利用凸模、凹模及頂料裝置成形后經(jīng)過短時(shí)間保壓, 可提高零件平面T2 的平面度。b. 使用壓邊圈壓料可以防止拉延時(shí)法蘭面內(nèi)壓應(yīng)力引起的起皺; c. 模具結(jié)構(gòu)比較簡單; d. 左、右件可用同一副模具; e. 降低了生產(chǎn)成本。模具結(jié)構(gòu)見圖2。
零件中間區(qū)域成形后再落料、翻邊、沖兩小孔,這一工序不但消除了先落料后成形產(chǎn)生的邊緣參差不齊的現(xiàn)象, 而且可以保證翻邊高度20 mm 的尺寸,減少了一道原修邊車外緣的工序, 提高了工效, 降低了成本, 減輕了勞動強(qiáng)度。
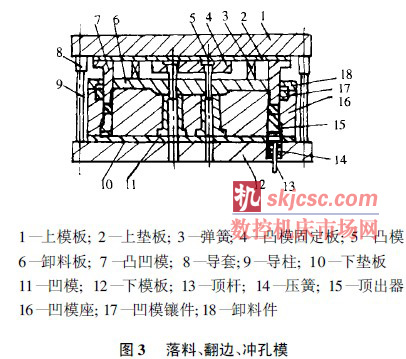
計(jì)算落料沖孔力為371 t, 翻邊力為122 t, 合計(jì)493 t, 再加上卸料力、頂料力和推件力共67 t ,總計(jì)560 t , 因此采用650 t 雙動拉伸油壓機(jī)或630 t機(jī)械壓力機(jī), 可以一次完成上述工序沖兩小孔。模具結(jié)構(gòu)如圖3 所示。
我們選擇靠近中心線的2- 5 12. 3 mm 的孔作為下一道工序沖群孔定位孔。對于左、右件也可用一套模具生產(chǎn), 從而大大降低產(chǎn)品成本, 縮短模具生產(chǎn)周期, 提高模具利用率, 此模具結(jié)構(gòu)還有如下特點(diǎn)。
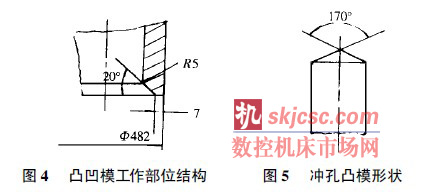
a. 落料加翻邊的凸凹模工作平面與外園交線為落料刃口, 與內(nèi)園交線并倒R 即為翻邊凹模模口。這種結(jié)構(gòu)在開始翻邊時(shí), 尤其是翻厚料時(shí)的翻邊力大, 金屬流動困難。為了改善凸緣部位的金屬流動條件, 同時(shí)防止翻邊時(shí)起皺, 把圖3 中凸凹模的工作部分做成如圖4 所示的結(jié)構(gòu), 即從凸凹模工作面上的7 mm 處向內(nèi)做成20b錐角。利用這種結(jié)構(gòu),在翻邊初期, 由7 mm 環(huán)形面與頂出器實(shí)現(xiàn)壓邊, 翻邊一定深度后板料變形區(qū)增厚, 抗皺能力增加, 凸凹模的形狀使壓邊力隨之減小, 這就滿足了翻邊開始階段為防止起皺施加較大的壓料力隨著翻邊過程的發(fā)展所需壓邊力逐漸減小要求。
b. 2- 5 12. 3 mm 凸模做成鈍角刃口, 由零件技術(shù)要求知5 12. 3 mm 孔精度要求比較高, 零件上的其它孔位位置均由這兩孔的位置來確定。因此這兩孔的沖制質(zhì)量直接影響到下一沖孔工序的精度。為此, 我們將這兩孔的沖頭做成圖5 所示形狀, 這是因?yàn)榱慵胁康钠矫娌糠衷诔尚螘r(shí)受到雙向拉壓力的作用, 成形后仍存在殘余應(yīng)力, 當(dāng)用平口沖頭沖孔后, 由于殘余應(yīng)力的釋放, 使孔徑擴(kuò)大超差。圖5 所示結(jié)構(gòu)的沖頭在沖孔前沖頭錐面使孔部的板料先進(jìn)行擠壓成形, 使刃口附近的板料受到附加的壓應(yīng)力作用, 從而削弱甚至抵消了該區(qū)域的殘余拉應(yīng)力, 使沖后的孔徑滿足要求。沖孔后測量表明, 孔徑在公差范圍之內(nèi)。
c. 沖周圍的小孔時(shí), 用彈性卸料裝置, 不但起到了壓穩(wěn)零件的作用, 而且起到了卸料的作用, 用兩孔定位比用外形定位準(zhǔn)確, 可保證各孔的相對位置。最后一道工序沖方孔時(shí), 用2- ⊙ 12. 3 孔定位,可以左、右件用一套模具, 提高模具利用率。
4 經(jīng)濟(jì)效果
此工藝方案的實(shí)施, 減少了模具數(shù)量, 簡化了模具結(jié)構(gòu), 使模具制造更容易, 安裝調(diào)試維修更方便,同時(shí)取消了修邊車外緣的工裝夾具和加工工序, 便于生產(chǎn)管理, 可形成沖壓加工生產(chǎn)線, 利用我廠現(xiàn)有的沖壓設(shè)備, 滿足了產(chǎn)品的技術(shù)要求。經(jīng)過實(shí)際生產(chǎn)驗(yàn)證, 模具性能良好, 沖制的工件表面質(zhì)量和尺寸精度符合圖紙要求, 具有較高的經(jīng)濟(jì)效果。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








