
0 引言
金剛石砂輪有優(yōu)良的機(jī)械性能, 在陶瓷、石材和玻璃等硬脆性材料加工中得到了廣泛應(yīng)用。釬焊金剛石砂輪具有磨粒出露高、砂輪表面容屑空間大、不容易發(fā)生切屑堵塞、磨料利用率高等優(yōu)點(diǎn)[ 1] ,在花崗石加工中受到重視。要快速降低磨削加工表面的粗糙度并使砂輪的綜合磨損和加工效率得到平衡, 關(guān)鍵問題是確定最佳的單顆磨粒的最大切削厚度, 這不僅關(guān)系到單顆磨粒的受力情況, 還關(guān)系到材料的去除方式[ 2] 。不同的材料去除方式會(huì)影響磨削加工的能量消耗和工件表面質(zhì)量。單顆磨粒最大切削厚度可以用下式計(jì)算[ 3]
![]()
式中, r 為切削路徑任一點(diǎn)處切屑寬度與厚度的比, r =2tanH; H為切屑底部夾角的一半; vw 為工件的進(jìn)給速度; vs為砂輪的圓周線速度; ap 為磨削深度; de 為砂輪的當(dāng)量直徑, 平面磨削時(shí)當(dāng)量直徑等于砂輪直徑, 即de = ds ; Ca 為砂輪表面單位面積的有效磨粒數(shù)。
通常人們用顯微鏡觀察砂輪表面露出的磨粒數(shù)目來確定Ca [ 4] , 他們?cè)谟?jì)算時(shí)假設(shè)砂輪表面被顯微鏡觀察到的金剛石磨粒的出露高度都一致, 全部參與了磨削。實(shí)際上要保證砂輪上所有顆粒的出露高度一致且全部參與磨削是不可能的, 因此這種方法得到的是砂輪的理論總磨粒數(shù), 比實(shí)際參與磨削的有效磨粒數(shù)要大得多。金剛石砂輪表面實(shí)際有效磨粒數(shù)占理論總磨粒數(shù)的比例是多大, 至今沒有明確的試驗(yàn)依據(jù)支撐[ 5] 。本文通過分析磨削弧區(qū)溫度信號(hào)特性與磨粒的關(guān)系, 確定弧區(qū)溫度信號(hào)中毛刺狀脈動(dòng)是有效磨粒的熱沖擊信號(hào), 用統(tǒng)計(jì)的方法推算了金剛石砂輪實(shí)際參與磨削的有效磨粒數(shù)占理論總磨粒數(shù)的比例。
1 試驗(yàn)方案
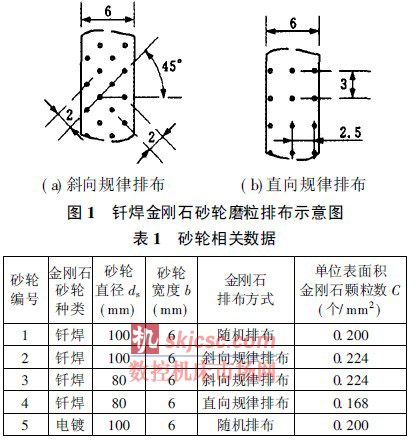
我們制備了4 個(gè)單層釬焊金剛石砂輪及1 個(gè)電鍍金剛石砂輪作為磨削工具, 所用高強(qiáng)度金剛石顆粒品級(jí)一致, 粒度均為30/ 35。釬焊金剛石砂輪的磨粒排布方式如圖1 所示, 電鍍金剛石砂輪的磨粒為隨機(jī)排布, 砂輪的具體參數(shù)見表1。磨削試驗(yàn)在MQ6025A 萬能工具磨床上以干磨削的方式完成。試驗(yàn)所用工件材料為黑色天然花崗石, 磨床工作臺(tái)橫向進(jìn)給速度為011m/ s, 主軸轉(zhuǎn)速采用6400r/ min 和3200r/ min 兩檔, 依次用01 01mm、01 02mm 和0103mm 3 種磨削深度進(jìn)行試驗(yàn)。磨削過程中, 用薄片式夾絲熱電偶法[ 6, 7] 測量磨削弧區(qū)的溫度, 熱電偶的輸出連接到DEWE2010 動(dòng)態(tài)信號(hào)采集系統(tǒng), 檢測系統(tǒng)量程選- 01 1~ 01 1V, 采樣頻率為20kHz, 同時(shí)用帶模擬電壓輸出的GX3 型三相功率計(jì)測量磨床主軸電機(jī)功率的變化, 功率計(jì)的輸出由DEWE2010 同步采集。
2 試驗(yàn)結(jié)果及分析
2. 1 磨削溫度信號(hào)及分析
試驗(yàn)所得溫度信號(hào)混有噪聲, 采用小波分析理論的給定閾值消噪處理方法對(duì)信號(hào)進(jìn)行處理, 可以較好地保留信號(hào)的有用成分且去噪效果明顯[ 7] 。圖2 是砂輪2 在主軸轉(zhuǎn)速vs = 3200r/ min、磨削深度ap= 0102mm、工作臺(tái)速度vw = 100 mm/ s時(shí)磨削弧區(qū)溫度信號(hào)在MATLAB 軟件中采用db3 小波
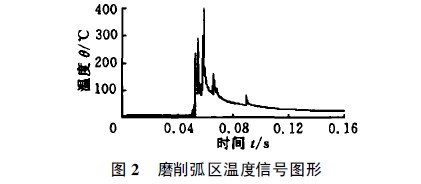
給定軟閾值消噪后的結(jié)果。可以看出, 01 05~0110s 以外區(qū)域基本上沒有任何噪聲, 但01 05~0107s 區(qū)間仍有許多高頻的毛刺狀脈動(dòng)成分, 毛刺集中在溫升的過程。研究人員普遍認(rèn)為這是磨粒周期性熱沖擊作用的結(jié)果[8] 。文獻(xiàn)[ 7] 提出溫度信號(hào)出現(xiàn)毛刺的階段即是砂輪磨削熱電偶絲的過程,因此那些毛刺就是砂輪磨粒磨削工件及熱電偶時(shí)所造成的溫度波動(dòng)。每一個(gè)參與磨削的磨粒引起1 個(gè)熱沖擊, 則所有磨粒的熱沖擊結(jié)果疊加形成了磨削弧區(qū)的溫度和溫升。由于磨粒的熱沖擊作用是瞬間完成的, 要準(zhǔn)確檢測瞬間的溫度波動(dòng), 則溫度傳感器的動(dòng)態(tài)響應(yīng)速度要足夠快。
2. 2 熱電偶動(dòng)態(tài)響應(yīng)特性分析
試驗(yàn)使用夾絲熱電偶法測量接觸弧區(qū)溫度, 熱電偶節(jié)是由夾在工件間的兩金屬薄片的頂部在磨削弧區(qū)被砂輪磨粒磨削后搭接而形成的。根據(jù)文獻(xiàn)[ 9] , 薄片熱電偶的時(shí)間常數(shù)可以推算為
![]()
式中, D為片狀熱電偶的厚度; A為熱電偶的熱擴(kuò)散系數(shù)。因此, 要提高熱電偶的動(dòng)態(tài)響應(yīng)速度, 就必須盡量減小熱電偶的厚度。熱電偶的幅頻特性和相頻特性分別為
試驗(yàn)使用的砂輪對(duì)應(yīng)熱電偶寬度的圓周位置上, 單位長度的磨粒個(gè)數(shù)為01 35 個(gè)/ mm, 當(dāng)砂輪以轉(zhuǎn)速6400r/ min 對(duì)工件進(jìn)行磨削時(shí), 假設(shè)經(jīng)過熱電偶的磨粒有80% 磨削到工件及熱電偶并產(chǎn)生熱沖擊, 則熱沖擊的角頻率Xmax U 46 000rad/ s。由式( 3)可得熱電偶的厚度D[ 01 008mm, 本文試驗(yàn)使用的薄片熱電偶厚度為01 008mm, 能在5%誤差范圍內(nèi)檢測到磨粒瞬間熱沖擊信號(hào)。
2. 3 溫度信號(hào)中毛刺個(gè)數(shù)的統(tǒng)計(jì)
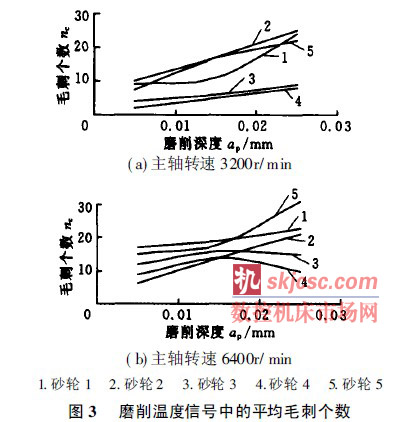
如果磨過工件及熱電偶的每一個(gè)有效磨粒都形成1 個(gè)熱脈沖, 表現(xiàn)為溫度信號(hào)里的1 個(gè)毛刺,則1 個(gè)完整磨削溫度信號(hào)中的毛刺總個(gè)數(shù)就是實(shí)際磨過熱電偶的有效磨粒的總個(gè)數(shù)。基于這個(gè)前提, 可利用溫度信號(hào)中的毛刺數(shù)量來確定砂輪有效磨粒數(shù)。那么, 各種磨削參數(shù)下所測溫度信號(hào)的毛刺數(shù)量在理論上應(yīng)該隨磨削深度的增大而增多; 與砂輪轉(zhuǎn)速、砂輪圓周表面上的磨粒密度成正比。為了證明這個(gè)推論, 必須做大量磨削試驗(yàn), 并對(duì)所測溫度信號(hào)中的毛刺數(shù)量進(jìn)行統(tǒng)計(jì)分析。試驗(yàn)中, 磨床工作臺(tái)橫向移動(dòng)速度保持不變, 分別改變砂輪轉(zhuǎn)速及磨削深度, 用5 個(gè)不同的砂輪磨削石材, 在各試驗(yàn)參數(shù)條件下分別采集多個(gè)溫度信號(hào)。統(tǒng)計(jì)各參數(shù)所測磨削弧區(qū)溫度信號(hào)的毛刺個(gè)數(shù), 計(jì)算平均值, 結(jié)果如圖3 所示。可以看出, 磨床主軸轉(zhuǎn)速為3200r/ min 時(shí), 各砂輪磨削弧區(qū)溫度信號(hào)中的毛刺個(gè)數(shù)隨磨削深度的增大而增加; 當(dāng)磨床主軸轉(zhuǎn)速調(diào)到6400r/ min 時(shí), 除了兩個(gè)直徑為80mm 的砂輪在切深為0102mm 時(shí)的毛刺數(shù)量偏多外, 其余砂輪磨削溫度信號(hào)的毛刺個(gè)數(shù)也呈現(xiàn)隨磨削深度增大而增多的趨勢。這個(gè)結(jié)果與前面提到的1 個(gè)毛刺代表1 個(gè)有效磨粒的熱沖擊的推論是相符的。此外, 同1 個(gè)砂輪在采用相同磨削深度而主軸轉(zhuǎn)速提高一倍時(shí), 理論上參與磨削的磨粒個(gè)數(shù)應(yīng)增加一倍, 毛刺個(gè)數(shù)也應(yīng)增加; 試驗(yàn)結(jié)果顯示信號(hào)中的毛刺個(gè)數(shù)隨主軸轉(zhuǎn)速的提高而增多。綜合以上分析的毛刺數(shù)量與砂輪磨粒數(shù)的相關(guān)性, 可以認(rèn)為熱電偶測得的磨削溫度中的毛刺狀脈動(dòng)信號(hào)就是砂輪有效磨粒產(chǎn)生的熱脈沖。
2. 4 砂輪表面上的理論總磨粒個(gè)數(shù)計(jì)算
由于釬料對(duì)金剛石磨粒的把持力高, 釬焊金剛石砂輪在加工過程中幾乎沒有發(fā)生金剛石磨粒直接脫落的現(xiàn)象。隨磨削過程的進(jìn)行, 磨粒被平穩(wěn)地磨損, 因此在整個(gè)試驗(yàn)中, 各個(gè)金剛石砂輪上的總磨粒個(gè)數(shù)不變, 單位面積上的理論總磨粒個(gè)數(shù)C 也不變。
金剛石砂輪上的磨粒按圖1 規(guī)律排布, 砂輪轉(zhuǎn)速為n, 磨床工作臺(tái)以速度vw 帶著工件經(jīng)過磨削區(qū), 則熱電偶片被砂輪磨過的時(shí)間為式中, bu 為
薄片熱電偶的寬度。根據(jù)式( 6) , 理論上nz 應(yīng)該隨ap 增大而增大,并與砂輪轉(zhuǎn)速n 成正比。實(shí)際加工中, 磨削弧區(qū)接觸狀況復(fù)雜, 砂輪本身存在圓度誤差, 每顆磨粒的出露高度不可能都一樣, 同時(shí)受磨床主軸剛度限制, 磨削中存在一定振動(dòng), 所以熱電偶片2mm 寬度對(duì)應(yīng)的砂輪圓周上的磨粒不可能全部參與磨削, 文獻(xiàn)[ 10] 指出在鋸切試驗(yàn)中實(shí)際參與切削的磨粒數(shù)只是金剛石砂輪表面總磨粒數(shù)的一部分。實(shí)際參與切削的顆粒數(shù)nm 小于理論上參與磨削的總磨粒個(gè)數(shù)nz , 兩者的比值即有效磨粒比為
![]()
2. 5 有效磨粒比計(jì)算
把圖3 統(tǒng)計(jì)的各磨削加工參數(shù)下溫度信號(hào)的平均毛刺個(gè)數(shù)nc 作為砂輪參與磨削的實(shí)際有效磨粒個(gè)數(shù)nm, 與用式( 6) 計(jì)算的t0 時(shí)間內(nèi)經(jīng)過熱電偶的理論總磨粒個(gè)數(shù)比較, 計(jì)算各個(gè)砂輪的有效磨粒比G= nm / nz = nc / nz , 得到結(jié)果如圖4 所示。可以看出, 砂輪轉(zhuǎn)速為3200r/ min 時(shí), 3 號(hào)砂輪在磨削深度為01 01mm 和0102mm 時(shí)的G比較小, 其余砂輪在不同磨削深度下的有效磨粒比均為20% ~30%; 砂輪轉(zhuǎn)速為6400r/ min 時(shí), 有效磨粒比在5%~ 20%范圍內(nèi)波動(dòng)。

比較電鍍砂輪與釬焊砂輪的試驗(yàn)數(shù)據(jù), 發(fā)現(xiàn)采用不同工藝制造的兩種砂輪磨削產(chǎn)生的溫度信號(hào)形態(tài)和特征是相似的, 有效磨粒比也很接近。電鍍砂輪磨削弧區(qū)的平均磨削溫度和磨削溫度峰值比釬焊砂輪略低, 但差別不大。
主軸轉(zhuǎn)速提高使電鍍金剛石砂輪和釬焊金剛石砂輪的有效磨粒比幾乎降低了一半。主要是因?yàn)槭苤鬏S剛度和砂輪圓度誤差的限制, 同時(shí)磨削過程中存在振動(dòng), 當(dāng)主軸轉(zhuǎn)速提高, 磨削振動(dòng)加大, 磨削狀態(tài)變得惡劣, 使能夠參與磨削的有效磨粒數(shù)比慢速時(shí)有所減少, 造成有效磨粒比下降近50%。
2. 6 單顆金剛石磨粒最大切削厚度計(jì)算
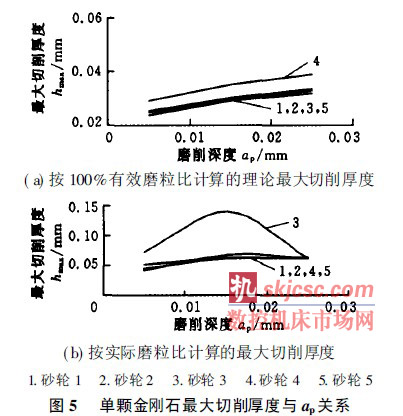
假設(shè)熱電偶片2mm 寬度對(duì)應(yīng)的砂輪圓周表面上的顆粒在經(jīng)過熱電偶片時(shí)都進(jìn)行了有效磨削, 產(chǎn)生了熱沖擊, 即砂輪的有效磨粒比為100%, 則可以用表1 中砂輪單位面積的金剛石顆粒數(shù)C 作為Ca , 當(dāng)切屑底部夾角的一半H取60b, 根據(jù)式( 1) 分別計(jì)算出5 個(gè)砂輪在主軸轉(zhuǎn)速為3200r/ min 時(shí)單顆金剛石磨粒的理論最大切削厚度, 結(jié)果如圖5a所示。
根據(jù)有效磨粒比G及表1 砂輪單位面積上總的金剛石顆粒數(shù)C, 用Ca= GC 來計(jì)算砂輪表面單位面積參與磨削的有效顆粒數(shù), 代入式( 1) 可得到單顆磨粒最大切削厚度hmax , 如圖5b 所示, 可以看出, 除了3 號(hào)砂輪外, 其余的幾個(gè)砂輪對(duì)應(yīng)的點(diǎn)基本上很接近。圖4 所示的有效磨粒比的結(jié)果也顯示3 號(hào)砂輪在磨削深度為0102mm 處的數(shù)據(jù)有異常。其余4 個(gè)砂輪的計(jì)算結(jié)果與圖5a 比較, 可以看出, 總體趨勢是一致的。采用有效磨粒比G推算出來的最大切削厚度比按100% 有效磨粒比計(jì)算的結(jié)果大, 特別是在磨削深度比較小的情況下, 差別更明顯。
2. 7 單顆金剛石磨粒磨削時(shí)消耗的功率
把試驗(yàn)所測砂輪主軸電機(jī)穩(wěn)定磨削工作狀態(tài)時(shí)消耗的功率值減去空轉(zhuǎn)時(shí)消耗的功率值便得到磨削過程中主軸電機(jī)消耗的凈功率值P, 則平面磨削中單顆金剛石消耗的磨削功率為
![]()
計(jì)算結(jié)果如圖6 所示, 釬焊砂輪和電鍍砂輪磨削時(shí), 單顆金剛石顆粒所消耗的功率均隨磨削深度的增大而成比例增大, 隨砂輪轉(zhuǎn)速的提高而變大。磨削深度較小時(shí), 砂輪轉(zhuǎn)速的提高對(duì)單顆金剛石磨粒消耗的功率影響較小; 當(dāng)磨削深度增大到01 03mm 時(shí), 砂輪轉(zhuǎn)速的提高使單顆金剛石消耗的功率急劇增加。因此, 從提高磨削效率、減少能量消耗和提高有效磨粒比這幾個(gè)方面綜合來考慮, 應(yīng)該采用較大的磨削深度及較低的砂輪主軸轉(zhuǎn)速進(jìn)行磨削加工。

3 結(jié)論
試驗(yàn)結(jié)果及分析表明, 薄片式熱電偶可以檢測磨削過程磨粒周期性的高頻熱沖擊信號(hào); 通過磨削弧區(qū)溫度信號(hào)中的毛刺狀熱脈沖的個(gè)數(shù)確定金剛石砂輪實(shí)際參與切削的顆粒個(gè)數(shù), 推算實(shí)際有效磨粒比是一種可行的方法; 通過分析金剛石砂輪有效磨粒比與砂輪速度的關(guān)系, 發(fā)現(xiàn)提高砂輪轉(zhuǎn)速會(huì)使有效磨粒比大大降低。在確定實(shí)際有效磨粒比的基礎(chǔ)上計(jì)算了單顆金剛石的實(shí)際最大切削厚度及其在磨削中消耗的功率, 提出優(yōu)化磨削加工參數(shù)的有效方法。本文試驗(yàn)結(jié)果對(duì)金剛石砂輪的設(shè)計(jì)、磨削加工參數(shù)的優(yōu)化及花崗石平面磨削加工理論的深入研究具有參考價(jià)值。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








