


試論車刀幾何參數(shù)對(duì)數(shù)控車床加工精度的影響
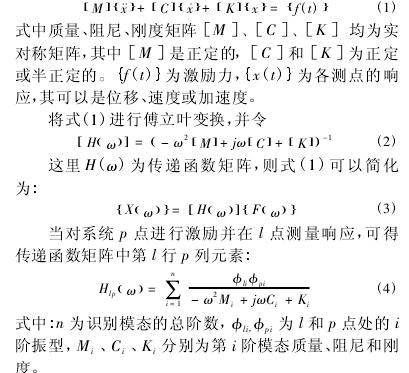
2018-5-14 來源: 四川職業(yè)技術(shù)學(xué)院 作者:李進(jìn)東 吳國明
【摘 要】隨著工業(yè)技術(shù)的發(fā)展,數(shù)控車床在工業(yè)加工中的應(yīng)用越來越廣泛。數(shù)控加工過程中,一般對(duì)刀具刀尖的圓弧半徑 r、主偏角 kr、刀尖距離零件中心高的偏差尺寸等幾何參數(shù)進(jìn)行重點(diǎn)探究,以提高工件表面的光滑程度、減緩刀具磨損,便于對(duì)刀具的切削力進(jìn)行控制。刀具幾何參數(shù)對(duì)加工零件的軸向尺寸誤差和縱向尺寸誤差產(chǎn)生影響,加工零件的表面形狀也會(huì)出現(xiàn)變化。本文重點(diǎn)探究了數(shù)控車床刀具刀尖圓弧半徑對(duì)零件加工精度的影響,便于零件加工過程中采取有效的措施。
【關(guān)鍵詞】刀具 幾何參數(shù) 零件加工 精度影響
數(shù)控車床加工過程中,零件的質(zhì)量會(huì)受到多種因素的影響,例如車刀刀具刀尖圓弧半徑、主偏角等幾何參數(shù),刀具使用過程中幾何參數(shù)將會(huì)出現(xiàn)變化,影響零件的加工質(zhì)量、尺寸精度和形狀精度,加快刀具的磨損程度。因此在零件加工的過程中,必須結(jié)合實(shí)際零件的尺寸,合理選擇刀具刀尖的圓弧半徑,應(yīng)用有效的方法提高零件的加工精度和加工質(zhì)量。
1 、刀尖圓弧半徑影響圓柱類零件尺寸精度
車刀與被加工零件表面的接觸切點(diǎn)運(yùn)動(dòng)形成完整的表面,圖1 是幾種常見的零件加工方式。
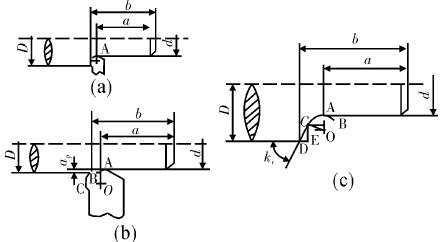
圖 1 典型零件加工方式
圖中 A 為刀尖圓弧頂點(diǎn),當(dāng)主偏角 kr= 90° 時(shí),刀尖圓弧頂點(diǎn)A 可以滿足被加工零件軸向尺寸的精度要求。如( a) 所示,如果( D - d) /2 = ap> r,加工過程中刀尖圓弧半徑將會(huì)導(dǎo)致被加工零件的軸向尺寸出現(xiàn)變化,將變化量記為△a,則△a = b - a = r,其中 a 表示刀具的實(shí)際軸向位移尺寸,b 表示被加工零件的軸向尺寸,r 表示車刀刀具刀尖的圓弧半徑。
此時(shí)的 a即為刀具實(shí)際軸向位移尺寸,其值為 a = b - △a = b - r。
圖中 A 為刀尖圓弧頂點(diǎn),當(dāng)主偏角 kr= 90° 時(shí),刀尖圓弧頂點(diǎn)A 可以滿足被加工零件軸向尺寸的精度要求。如( a) 所示,如果( D - d) /2 = ap> r,加工過程中刀尖圓弧半徑將會(huì)導(dǎo)致被加工零件的軸向尺寸出現(xiàn)變化,將變化量記為△a,則△a = b - a = r,其中 a 表示刀具的實(shí)際軸向位移尺寸,b 表示被加工零件的軸向尺寸,r 表示車刀刀具刀尖的圓弧半徑。此時(shí)的 a即為刀具實(shí)際軸向位移尺寸,其值為 a = b - △a = b - r。
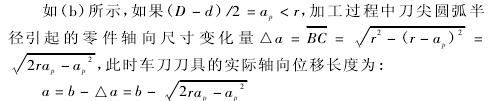
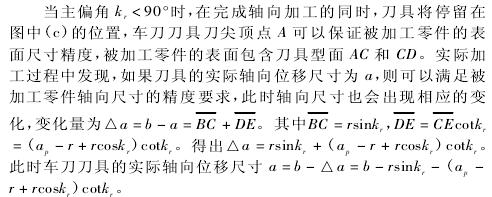
如果( D - d) /2 = ap< r,刀尖的圓弧部分將承擔(dān)全部的切削力,軸向尺寸變化量△a 和車刀刀具的實(shí)際位移長度 a 和前述計(jì)算方法相同。總之,在加工圓柱類零件的過程中,車刀刀具刀尖圓弧半徑和車刀的主偏角將會(huì)對(duì)被加工零件的軸向尺寸產(chǎn)生較大的影響,在刀尖圓弧半徑不斷增大的過程中,軸向尺寸的變化量也會(huì)越大,反之亦然。
因此在編制零件加工程序的同時(shí),必須注重軸向位移尺寸的改變,但是刀尖圓弧半徑和主偏角對(duì)圓柱類零件的徑向尺寸精度不會(huì)產(chǎn)生影響。2 刀尖圓弧半徑影響單段錐體類零件尺寸精度圖 2 是單段錐體類零件的加工示意圖。
圖 2 單段錐體類零件的加工示意
加工單段錐體類零件的過程中,如果車刀刀具位于初始加工店,即Ⅰ位置時(shí),刀尖圓弧上的 B'點(diǎn)將與椎體類零件的小端起點(diǎn)相切。軟件編程時(shí)也會(huì)以車刀刀具刀尖圓弧的中心點(diǎn)為基準(zhǔn),將錐體類零件小端部分的軸向尺寸變化量記為。零件加工結(jié)束后,車刀將會(huì)停止在Ⅱ位置,刀具刀尖圓弧半徑與錐體類零件相切于B 點(diǎn)。因此,如果刀具的實(shí)際位移寸為 a,椎體類零件的軸向長
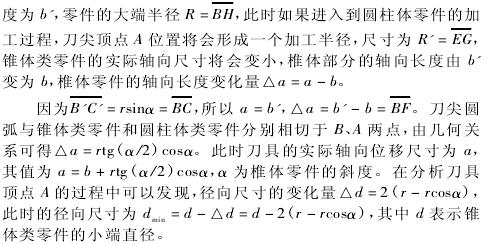
因此,在加工單段錐體類零件的過程中,必須重點(diǎn)考慮車刀刀尖圓環(huán)半徑的尺寸影響,在椎體軸向尺寸、徑向尺寸發(fā)生變化的過程中,刀尖圓弧半徑增大,被加工零件的軸向尺寸也會(huì)增大,而徑向尺寸減小,刀尖圓弧半徑減小,被加工零件的軸向尺寸減小,徑向尺寸增大; 椎體零件的錐角增大,軸向尺寸的變化量增大,徑向尺寸減小,椎體零件的錐角減小,軸向尺寸減小,徑向尺寸增大。
3 、刀尖圓弧半徑影響雙段外錐面零件表面尺寸
加工雙段外錐面零件的過程中,車刀刀具和零件的相對(duì)位置如圖 3 所示。
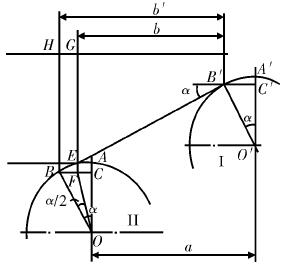
圖 3 雙段外錐面零件加工
如果刀具位于初始加工位置,此時(shí)可以看作單椎體零件加工,軸向尺寸的變化與前述類似,如果刀具位于圖 3 位置,處于第一段單段椎體加工的結(jié)束階段,也位于第二段椎體的初始加工位置。這種情況下的刀尖圓弧和第一段單段椎體零件和第二段椎體零件分別相切于點(diǎn) B 和點(diǎn) E。圖中 DBLEF 即為理論要求軌跡,被加工零件受到圓弧半徑尺寸的影響,實(shí)際軌跡會(huì)變化為 DBL'EF,其中圓弧主要由車刀刀具刀尖圓弧形成。
在刀尖圓弧半徑的影響下,被加工兩段椎體零件的軸向尺寸和徑向尺寸都會(huì)受到影響,其中第一段椎體的軸向尺寸變化量△a1= b1- a1= LC,由于 ∠BOH= α,∠EOH = β,因此∠BOE = β - α,刀尖圓弧與兩段椎體零件分別相切于 B、E 兩點(diǎn),由幾何 關(guān) 系 可 知 EL = BL,因 此 ∠BOL =∠EOL = ( β - α) /2。在∠BOL 中有 BL = rtg[( β - α) /2],在∠BCL中有 LC = BLcosα = rcosαtg[( β - α) /2],此時(shí)車刀刀具的實(shí)際軸向位移尺寸為 a1= b1- △a1= b1- rcosαtg [( β - α) /2 ],其中
α、β分別表示第一段和第二段椎體的斜度,同時(shí)也可以直接得出第二段椎體零件的軸向尺寸變化大小△a2= EG = rcosβtg[( β - α) /2 ],零件的實(shí)際軸向位移尺寸 a
2= b2- △a2= b2- rcosβtg [( β - α) /2]。
此時(shí)第一段椎體的最大直徑尺寸為 dmax= d1- △d1= d1-2rsinαtg[( β - α) /2],第二段椎體的小端徑向尺寸變化量 △d2=2LG = 2rsinβtg[( β - α /2 ],第二段椎體的最小直徑為 dmin= d2+△d2= d2+ 2rsinβtg[( β - α) /2]。
由以上分析可知,在加工雙段外椎體零件的過程中,受到刀尖圓弧尺寸的變化,零件的軸向尺寸也會(huì)出現(xiàn)變化,刀尖圓弧半徑增大的同時(shí),零件軸向尺寸增大,軸向尺寸的變化會(huì)受到兩椎體錐角的差值影響,兩椎體錐角增大時(shí)軸向尺寸也會(huì)增大。分析徑向尺寸的過程中發(fā)現(xiàn),刀尖圓弧增大時(shí),第一段椎體大端的徑向尺寸減小,第二段椎體小端徑向尺寸增大,兩椎體錐角差值增大時(shí),第一段椎體大端的徑向尺寸減小,第二段椎體小端徑向尺寸增大。4 刀尖圓弧半徑影響球面類零件表面加工尺寸加工過程中,車刀和被加工零件的相對(duì)位置如圖 4 所示。
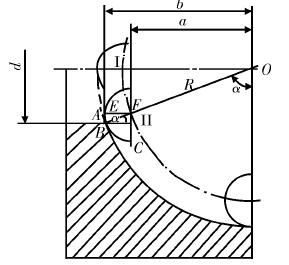
圖 4 球面類零件加工示意
如果加工過程中由內(nèi)向外走刀,刀具處于位置Ⅰ時(shí),此時(shí)零件的軸向尺寸變化為△a = b - a = r,在將非整半球面時(shí),刀具處于位置Ⅱ,此時(shí)刀尖圓弧 B 點(diǎn)與球面類零件相切,這種情況下零件的軸線尺寸變化量為△a = b - a = EF = rsinα,其中 α 表示刀具和球面類零件的夾角,此時(shí)刀具的實(shí)際軸向位移尺寸可以表示為 a = b -△a =
( R - r) sinα,在加工外球面的過程中△a 取負(fù)值。
球面零件加工過程中,刀具圓弧 BC 上的不同點(diǎn)依次進(jìn)行切削,零件的軸向尺寸變化量為△a = EF,球面加工結(jié)束后進(jìn)行大端評(píng)價(jià)加工時(shí),刀尖圓弧頂點(diǎn)和零件的端面相切,零件的軸向尺寸變?yōu)?EF + AE,此時(shí)的徑向尺寸變化量△d = 2BE = 2rcosα,此時(shí)球面的最大直徑變?yōu)?Dmax= D - △d = D - 2rcosα,零件的軸向尺寸由原來的 b 變?yōu)閎' = b - AE。由以上分析可知,加工內(nèi)球面零件的過程中,刀尖圓弧半徑影響零件的軸向尺寸變化,刀尖圓弧半徑增大的同時(shí),軸向尺寸減小,球面夾角增大時(shí),軸向尺寸也會(huì)減小。
5 、結(jié)語
車刀刀具刀尖圓弧半徑影響零件的加工精度,在不同形狀零件的加工過程中,需要重視對(duì)零件加工精度的控制。例如在軟件編程過程轉(zhuǎn)給你可以對(duì)刀具刀尖的軌跡進(jìn)行調(diào)整,保證刀尖的實(shí)際加工軌跡和理想軌跡相符合,可以借助幾何計(jì)算的方法將刀尖軌跡轉(zhuǎn)換為理想刀尖軌跡,編程過程中嚴(yán)格遵守草圖繪制、軌跡模擬、編程的步驟。
另外在實(shí)際加工過程中需要及時(shí)檢查所應(yīng)用刀具的圓弧半徑 r,對(duì)刀過程中充分考慮刀具刀尖圓弧半徑的影響,可以借助數(shù)控車床系統(tǒng)刀具補(bǔ)償功能進(jìn)行尺寸優(yōu)化。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別