


液氮冷卻實現電火花工具電極低損耗仿真研究
2017-8-1 來源:山東理工大學 機械工程學院 作者:畢方淇,李麗
摘要:工具電極損耗對工件的精度有較大影響.從電火花加工實質為熱能加工著手,對常溫和液氮冷卻下工具電極單脈沖放電溫度場進行對比、分析,通過傳熱理論得出常溫下和液氮冷卻時工具電極表面溫度場及其變化曲線.結果表明:脈寬內,液氮冷卻可降低放電點最高溫度和溫升;脈間內,液氮冷卻可將放電點溫度在極短時間內冷卻至初始溫度,從而減少因熱量累積導致的工具電極損耗.因此,液氮冷卻可有效降低工具電極損耗.
關鍵詞:液氮;電火花;溫度場;冷卻
電火花工具電極損耗是影響電火花加工精度的重要因素,也是學者研究的熱點.各類研究不僅從工具電極損耗機理進行深入探索,如今也已通過多種途徑實現對電火花工具電極損 耗的有效補償或降低:鄧容等通過實驗提出了微細電火花加工的適時補償方法[1];李冬林等通過試驗發現鑄造工具電極時,在鑄液中加入 Cl-和某苯基添加劑可強化鑄層的耐電蝕性能[2].李麗等經試驗驗證,通過向銅基工具電極中沉積 SiC,可有效提高工具電極的抗電蝕性能[3];明平美等研究得出,向鑄造工具電極鑄液中添加稀土元素,也可提高工具電極的抗電蝕性能[4].但熱腐蝕才是電火花加工的物理本質[5],設法通過降低工具電極溫度來降低損耗也是一種十分有效的方法,
因此液氮冷卻實現電火花工具電極低損耗是電火花加工領域 研 究的熱點,Sidhu Buta S等研究認為,使用超低溫處理過的電極可延長電極壽命,提高加工精度[6].Srivastava V 等認為通過使用超低溫對電極進行冷卻,不但可以降低工具電極損耗,同時能夠提高加工精度,但可能導致表面微裂紋的產生[7-9].
本文通過 ANSYS FLOTRAN CFD流體仿真及熱傳導理論對降低工具電極損耗的方法進行研究.
1.分析方法及有限元模型
1.1理論模型
工具電極放電區域的冷卻模型應建立在穩定的冷卻工作介質流動基礎上,不應簡單施加溫度邊界載荷.同時,現有仿 真均對電火花進行微觀建模仿真,不考慮宏觀因素,該方法不適用于本文所要處理的問題.因此,本文按照液氮冷卻裝置實際大小建立有限元仿真模型,并將放電區域進行足夠程度加密.仿真分為4個步驟:(1)建立冷卻流體流動區域模型,加載邊界條件,進行穩態流場分析;(2)在穩態流場下,計算流場穩定后的工具電極溫度場;(3)在工具電極表面放電點處施加熱生成載荷,瞬態模擬脈寬內火花放電并計算放電點處溫度場及溫度上升曲線;(4)去除熱生成載荷,瞬態模擬脈間內冷卻流體及工作介質的冷卻作用.由此,完成一個完整的單脈沖放電模擬過程.選擇液氮作為冷卻流體,并作如下假設:(1)液氮在工作過程中不發生相變;(2)液氮為不可壓縮連續流體[1 0];(3)流場穩定后處于穩定狀態,流場物理量只與空間歐拉坐標有關而與時間無關[1 0];穩態流場計算后,繼續進行穩態溫度場分析,本文采用 ANSYS FLOTRAN CFD 進行分析,因此,流場迭代收斂后,溫度場將自然收斂[1 1].單脈沖瞬態溫度場分析時,首先需計算理論模型可承受最大單脈沖火花放電能量,可根據其電容及電路損耗,經由下式進行計算[1 2]:

式中:W為放電間隙釋放總能量(J);U(t)為極間電壓(V);I(t)為放電電流(A);T為放電持續時間(s).1.2 工具電極液氮冷卻工具電極液氮冷卻示意圖如圖1所示,液氮冷卻電火花加工所采用的機床可以是普通的電火花加工機床,不同之處在于:工具 電極外側包裹了一個腔,在腔的左右兩側各有一個高低不同的開口,當電火花加工時,將液氮從較高的開口送入內腔,對工具電極進行冷卻,繼而從較低的開口溢出,從而完成對工具電極的冷卻。
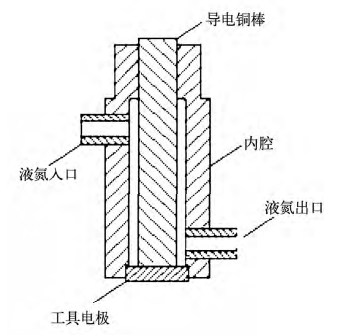
圖1 工具電極液氮冷卻示意圖
1.3數值分析模型
仿真模型尺寸如圖2所示.
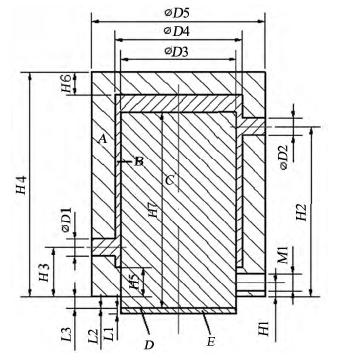
圖2 仿真模型尺寸
如圖2所示,最外面一層剖面線稀疏區域 A 為鋼套,通過工裝固定在火花機主軸頭;中間一層區域B 為液氮;最里面一層區域C 為紫銅工具電極;在工具電極下面為薄薄的一層區域 D,代表工作介質;最下面一層區域E 為鋼工件.其具體尺寸為:(1)直徑位置區域:流體出口 D1=3mm;流體入口D2=3mm;工具電極直徑D3=20mm;流體內徑 D4=22mm;鋼套外徑 D5=32mm。(2)螺紋尺寸:工具電極固定螺紋孔 M1為 M3的螺紋孔。(3)豎直距離區域:工具電極固定螺紋孔豎直定位 H1=3mm;流體出口豎直定位 H2=30mm;流體入口豎直定位 H3=9mm;鋼套總高度 H4=39mm;鋼套底 部 厚 度 H5 =5mm;鋼 套 頂 部 壁 厚 H6 =4mm;工具電極高度 H7=34mm.(4)位置及厚度區域:工件厚度 L1=1mm;工作間隙 L2 =50μm;工具電極底面與鋼套底面距離L3=2mm。由于工作模型較為復雜,為減少網格數量并減少無意義仿真運算量,對仿真模型進行簡化,去除鋼套、工作介質及工件,并減少工件長度.實際建立仿真模型如圖3所示.其具體尺寸為 H8=4mm ,H9=31mm ,H10=5mm ,H11=30mm .由于銅在低溫時熱導率比常溫時要大,而在熱傳導中,熱導率起主要作用,因此減少4mm 工具電極長度對仿真精度的影響可以忽略.
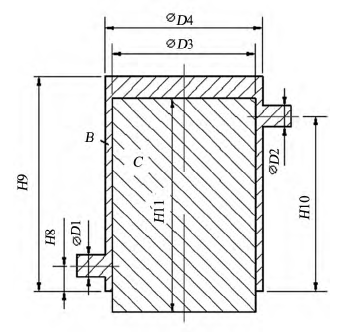
圖3 實際建立仿真模型
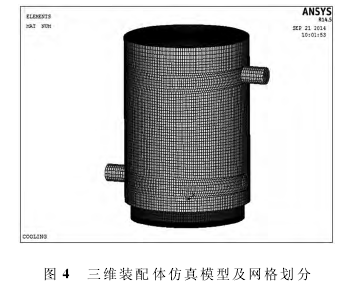
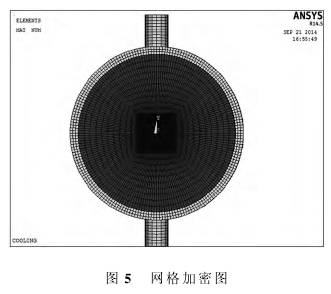
根據圖3建立三維裝配體仿真模型并進行網格劃分,如圖4所示.其中淺色區域為冷卻流體,深色區域為工具電極.所有網格均采用正六面體結構化網格,無關性檢驗后,網格單元總數為478 891,其中流體區域153 447,工具電極325 444.由于該仿真建立的是宏觀模型,因此必須對放電區域進行網格加密至微米級別,但由于如此加密將大大增加仿真運算量,因此將網格略微稀疏至20μm.網格加密如圖5所示.雖然網格有所稀疏,但反映的液氮對工具電極降低損耗的趨勢是完全相同的,因此并不影響方法驗證的可靠性.在穩態流場和穩態溫度場分析后,將進行瞬態溫度場分析,由于石墨電極可適用最大電流密度為3~5A/cm2,紫銅電極可達到的電流密度稍大[13].因此選取仿真電流密度5A/cm2,根據工具電極直徑 ΦD3=20mm 可知,最大電流為15A ,電流密度15A 時最佳脈寬90μs.根據放電能量計算公式以及工具電極獲得能量比例份數[14],可計算得知工具電極獲得的脈沖能量約為1.2×106。
2.仿真及結果分析
2.1流場仿真及結果分析
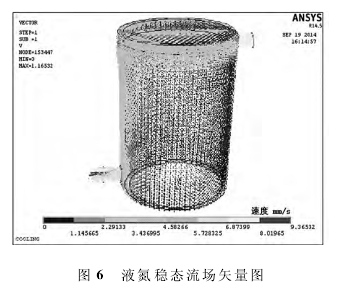
建立三維電火花加工模型進行穩態流場分析,由于液氮密度較大,在 -195.8°C時,其密度ρLN =808.3kg/m3,接近于水的密度,若選擇缸套下方為流體入口,液氮壓出將需要較大壓力,且冷卻效果不易控制,同時液氮消耗較大.因此選擇缸套上方為流體入口,入口壓力 4kPa,調節 收 斂條件,對 模型進行600次迭代穩態分析,得到圖6液氮穩態流場矢量圖.從圖6中可以看出,流體速度最高處在鋼套底部流體出口位置,最高速度為9.365 32mm/s.
2.2 穩態溫度場仿真及結果分析
以圖6所示流場為基礎,關閉流體流動計算,對流體區域施加流體溫度載荷 -193°C,在工具電極底面施加熱對流邊界條件,環境溫度20°C,迭代運算200次,得到如圖7所示的穩定流場下溫度場云圖.
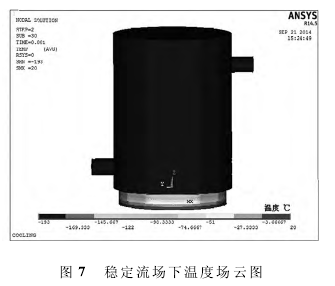
從圖7可以看出,除施加熱對流邊界條件表面,工具電極其余基體材料溫度均在20°C之下.這是因為在仿真中,施加熱對流載荷必須設定環境溫度,因此,工具電極底面在不施加熱生成載荷時最低溫度為20°C,但在現實加工及冷卻時,由于液氮不斷吸收熱量,放電點周圍溫度將低于20°C.
2.3 脈寬內瞬態溫度場仿真及脈寬結束時結果分析
得到穩態溫度場之后,于工具電極底面加密區域施加 數 值 分 析 時 計 算 出 的 熱 生 成 載 荷 1.2×106并按照脈寬設定瞬態 分析步長及迭代次數:脈寬90μs,步長0.01s,迭代次數9次,子步數設為10步.為證明液氮對工具電極冷卻效果和對降低工具電極損耗的作用,此處分為兩個仿真,并進行結果對比:脈寬結束時液氮冷卻穩態溫度場下工具電極局部瞬態溫度場如圖8
所示,脈寬結束時常溫及常規冷卻下工具電極局部瞬態溫度場如圖9所示.
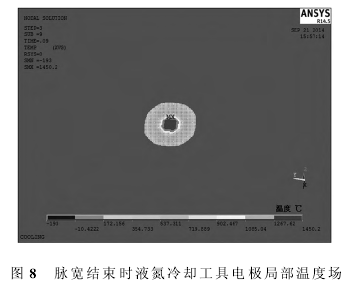
根據對比可知在放電脈寬結束時,液氮冷卻下,
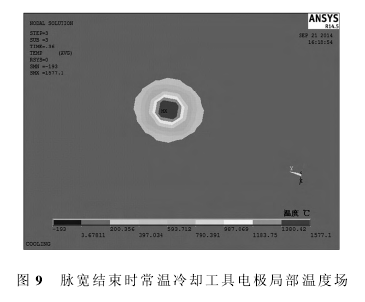
相同的脈寬和放電能量內,放電點達到的最高溫度只有1 450.2°C,低于常溫冷卻時相同放電位置達到的最高溫度1 577.1°C.兩仿真具有相同的電參數和脈寬,即具有相同的放電能量,而在相同位置施加同樣的熱生成載荷時,該單元的溫度上升應該是相同的.但經過液氮冷卻的工具電極局部基體溫度較低,因此從一個較低的溫度起始點增加一個相同溫升便會得到一個較低的溫度.但實際仿真結果并不這么簡單,放電脈寬結束時,液氮冷卻下放電點最高溫度為1 450.2°C,而常溫冷卻時放電溫度達到1 577.1°C,兩者之間的溫度差僅為 -127°C,大大小于 -193°C.相同放電點達到的最高溫度不同的原因主要有兩點:(1)工具電極放電點與工具電極內部基體發生熱交換,由于液氮冷卻時工具電極內部溫度要低于常溫,因此,其熱交換效率高于常溫冷卻,因此液氮冷卻模型放電點處溫度將低于常溫冷卻下放電點溫度.(2)在工具電極底面施加熱的對流載荷,將不斷產生工具電極與外界環境的熱交換,使得放電點處溫度無法達到 -193°C,從而部分削弱液氮的冷卻效果,使得兩仿真溫差達不到193°C.除此之外,根據紫銅的熱力學屬性可以知道,紫銅的熱導率隨溫度的降低會略微增加,而比熱容略微減小,但由于在傳熱過程中熱導率起主導作用,因此,液氮循環也會略微增加紫銅的導熱性能,從而加快放電點處熱量向基體內部傳導,這也將對仿真結果起到一定影響.
2.4脈間內瞬態溫度場仿真及脈間結束時結果分析
電火花加工中,在兩次放電之間必須有脈沖間隔的存在,主要目的是沖走電蝕產物、冷卻放電點和促使被擊穿工作介質消電離.因此,在脈寬仿真后繼續進行脈間瞬態溫度場仿真才能更真實體現液氮循環對電火花工具電極放電的冷卻效果.根據實際加工參數,脈間選取為30μs.此時刪除脈寬仿真時施加的熱載荷,并設定瞬態分析步長及迭代次數:脈間30μs,步長 0.01s,迭 代 次 數 3 次,子 步 數 設 為 10步.圖10為脈間結束時液氮冷卻瞬態溫度場,圖11為脈間結束時常溫冷卻瞬態溫度場.
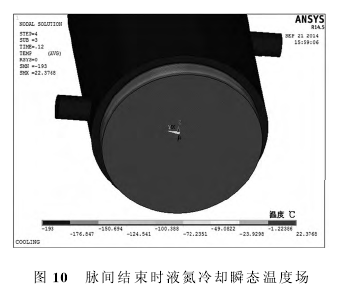
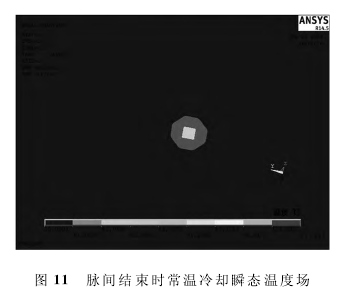
由圖10可以看出,脈間結束時,經液氮冷卻后,放電點周圍最高溫度為22.376 8°C,基本達到放電前初始溫度;而圖11顯示常溫冷卻下脈間結束時,靠近工作介質表面溫度雖達到41.703 8°C,但基體內部最高溫度卻達到117.667°C.因此,在常溫冷卻下,若后續放電點位于該放電點周圍時,將極易導致工具電極放電點及其周圍區域發生熱量累積,從而造成工具電極損耗增加;相反,通入液氮循環后,工具電極單脈沖放電點處無論基體還是表面,最高溫度只有22.376 8°C,與放電前溫度極為接近,無法造成熱量的累積,降低了工具電極因熱量累積產生的損耗,從而提高了工件加工精度.而且由于通入液氮后出色的工具電極冷卻效果,在降低工具電極溫度的同時也將降低了工作介質溫度并加快了工作介質冷卻速度,繼而降低單個脈沖放電后放電通道內粒子的自由能,使得正負粒子更易于復合,從而極大程度減少二次放電,再次提高工件加工精度.
2.5放電點處節點溫度變化
為說明脈寬和脈間內液氮冷卻所起到的作用,建立了液氮冷卻下火花放電點處的溫度變化曲線如圖12所示.從圖12中可以清晰的看出,通過液氮冷卻,放電點處在受熱后迅速升溫至1 450.2°C,而在30μs脈間后重新回到放電前初始溫度.由此,得出結論:在放電脈寬內,液氮冷卻降低了工具電極局部能達到的最高溫度,并提高工具電極的熱導率,在一定程度上降低了工具電極損耗;在脈間內,液氮冷卻可使放電點在極短時間內回復放電前初始溫度,從而防止熱量累積,有效降低工具電極損耗.
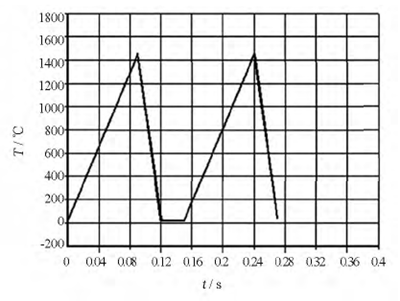
圖12 液氮冷卻下火花放電點處溫度變化曲線
3.結束語
通過常溫和液氮冷卻電火花加工對比仿真、分析得知:在放電脈寬內,液氮冷卻可降低工具電極放電點能達到的最高溫度,并提高工具電極的熱導率和放電表面熱交換效率,使得熱量以更快的速率向工具電極基體內傳導,在一定程度上降低了工具電極損耗;在脈間,液氮可使放電點以極快的速率降低溫度,基本回復放電前初始溫度,有效防止發生熱量累積,從而降低工具電極損耗并提高工件表面質量.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

