


摘要:通過分析電火花成形加工對(duì)工作液循環(huán)系統(tǒng)的液位、液溫、沖抽液壓力和工作液潔凈度的控制要求,認(rèn)為電火花成形加工過程中應(yīng)根據(jù)加工工況適時(shí)調(diào)整工作液泵的壓力和流量。根據(jù)工作液泵的結(jié)構(gòu)特點(diǎn)和工作特性,認(rèn)為采用電機(jī)變頻控制方法來調(diào)整工作液泵的流量和壓力是一種節(jié)能、降噪和延長工作液泵使用壽命的良好方法。在此基礎(chǔ)上,提出一種工作液泵頻率可控的電火花成形機(jī)床工作液循環(huán)自動(dòng)控制系統(tǒng),該系統(tǒng)由計(jì)算機(jī)控制,可根據(jù)液位、液溫、液壓和加工狀態(tài)適時(shí)調(diào)整工作液泵電機(jī)的頻率,從而改變工作液泵的輸出流量和壓力,實(shí)現(xiàn)進(jìn)、沖、抽液的自動(dòng)切換。該系統(tǒng)不僅節(jié)能降噪,還實(shí)現(xiàn)了工作液循環(huán)系統(tǒng)的自動(dòng)控制。
電火花成形加工是在工作液(介質(zhì))內(nèi)實(shí)施電極與工件之間的放電蝕除加工。大多數(shù)電火花成形機(jī)床設(shè)有工作液槽和貯液箱,一般在工作液槽內(nèi)放置工件并將槽內(nèi)注滿工作液,當(dāng)液面達(dá)到預(yù)定高度(通常高于工件上表面50 mm 以上)時(shí),即可實(shí)施電極與工件的放電蝕除加工。貯液箱用于貯存工作液(體積是工作液槽的2~3 倍),通常用工作液泵從貯液箱中抽取工作液, 經(jīng)過濾器過濾后送入工作液槽。電火花成形機(jī)床開始工作時(shí),工作液泵以大流量向工作液槽輸送工作液,使工作液槽內(nèi)的液面快速上升到預(yù)定高度;在放電加工過程中,工作液泵連續(xù)地向工作液槽提供工作液,保持槽內(nèi)工作液的循環(huán)過濾和維持槽內(nèi)的液面高度。
大多數(shù)電火花成形機(jī)床選擇單級(jí)離心泵作為機(jī)床的工作液泵,該離心泵具有體積小、重量輕、轉(zhuǎn)速高、維修方便、效率高等特點(diǎn)。圖1 是一種單級(jí)離心泵的結(jié)構(gòu)簡圖。其工作原理是:啟動(dòng)前在泵體及吸入管內(nèi)注滿工作液, 當(dāng)電機(jī)帶動(dòng)葉輪高速旋轉(zhuǎn)時(shí),葉輪帶動(dòng)葉片間的液體一起旋轉(zhuǎn),在離心力作用下,液體從葉輪中心被拋到葉輪邊緣,在葉輪邊
緣的高轉(zhuǎn)速推動(dòng)下,液體流速增加、動(dòng)能增大、壓力提高,并沿著排出管路被輸送出去;同時(shí),葉輪中心的進(jìn)口處因液體的拋出而形成真空或低壓,貯液箱中的工作液在大氣壓的作用下進(jìn)入葉輪中心進(jìn)口。于是,旋轉(zhuǎn)的葉輪連續(xù)不斷地吸入和排出液體。
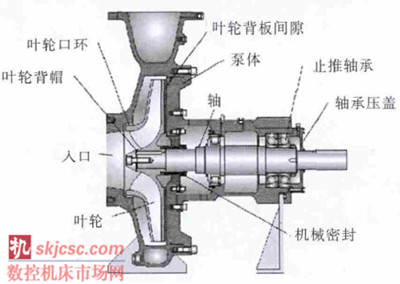
圖1 離心泵結(jié)構(gòu)簡圖
在傳統(tǒng)電火花成形機(jī)床的設(shè)計(jì)中,選擇工作液泵的條件是:① 保證在3~5 min 內(nèi)將工作液槽內(nèi)的液面提升到最大高度,假設(shè)某機(jī)床工作液槽的內(nèi)腔長800 mm、寬500 mm,設(shè)計(jì)最高液位350 mm,則該機(jī)床選擇工作液泵的額定流量應(yīng)≥40 L/min;②具有一定的出口壓力,一般考慮工作液通過過濾器的壓力損失為0.1 MPa,沖液壓力0.3 MPa,故大多
數(shù)機(jī)床選擇工作液泵的額定出口壓力≥0.4 MPa(或額定揚(yáng)程40 m);③ 具有一定的自吸能力,多數(shù)機(jī)床的工作液泵安裝在貯液箱蓋板之上,泵需從貯液箱內(nèi)抽取工作液(一般貯液箱高度不超過1 m),故工作液泵應(yīng)有一定的吸程。
1 、傳統(tǒng)工作液循環(huán)系統(tǒng)存在的問題
傳統(tǒng)電火花成形機(jī)床工作液循環(huán)系統(tǒng)主要存在以下問題:
(1)從機(jī)床開始工作到某一工件加工完成,工作液泵始終以額定流量和壓力向工作液槽輸送工作液。這種工作液泵始終滿負(fù)荷工作會(huì)造成:① 工作液泵磨損快。離心泵是一種高轉(zhuǎn)速泵,當(dāng)葉輪始終以高速旋轉(zhuǎn),在強(qiáng)烈的離心力作用下,液體在從葉輪中心被拋到葉輪邊緣的過程中與葉輪強(qiáng)烈摩擦,尤其工作液中含雜質(zhì)較多時(shí),會(huì)導(dǎo)致葉輪很快磨損;另外,葉輪與泵體、葉輪與蓋板等間隙處也易磨損,顯然,工作液泵高速運(yùn)轉(zhuǎn)時(shí)間越長,工作液中雜質(zhì)越多,這種磨損越快且越嚴(yán)重;② 工作液過濾效果差。現(xiàn)在大多數(shù)電火花成形機(jī)床用紙芯過濾器過濾工作液, 如果經(jīng)過過濾器的工作液壓力高、流量大,則工作液來不及得到有效過濾,大量雜質(zhì)隨著一次次工作液循環(huán)被帶回工作液槽;另外,流量大使流回貯液箱內(nèi)的工作液來不及沉淀和散熱,導(dǎo)致大量細(xì)顆粒雜質(zhì)始終懸浮在工作液中,且工作液散熱也較困難;③ 功耗多,噪聲大。離心泵的流量Q與轉(zhuǎn)速n 成正比, 轉(zhuǎn)速n 與功耗P 的立方成正比,即:
顯然,流量大,功耗多,且功耗增加的速率比流量增長快得多。工作液泵始終高速工作,不僅導(dǎo)致葉輪、旋轉(zhuǎn)部件、密封部件等磨損加快,間隙增大,還將導(dǎo)致工作液泵的工作效率下降, 易出現(xiàn)泄漏,同時(shí),工作液泵的運(yùn)轉(zhuǎn)噪聲也越來越大。
(2)工作液槽的進(jìn)液及加工區(qū)的沖、抽液均是手動(dòng)控制, 不能根據(jù)加工狀態(tài)的變化適時(shí)進(jìn)行沖、抽液的自動(dòng)轉(zhuǎn)換,需要操作人員根據(jù)加工情況人為實(shí)現(xiàn)沖、抽液。
2、 影響工作液循環(huán)系統(tǒng)流量和壓力的因素大量實(shí)踐證明:電火花成形加工過程并不需要工作液泵始終以額定流量和壓力向工作液槽提供工作液,只是機(jī)床開始工作時(shí),工作液泵能大流量地向工作液槽提供工作液,使槽內(nèi)工作液快速上升到預(yù)定的液面高度,減少機(jī)床輔助工作時(shí)間;而在放電加工過程中,只需工作液泵以一定流量向工作液槽連續(xù)提供工作液,保持工作液槽內(nèi)的工作液有較低的溫度、較好的潔凈度和維持需要的液面高度。電火花成形機(jī)床的放電加工時(shí)間(工作液泵提供循環(huán)補(bǔ)液的過程)遠(yuǎn)大于提升工作液槽內(nèi)液面達(dá)到設(shè)定高度的時(shí)間(工作液泵大流量供液的過程),因此,采用傳統(tǒng)的工作液泵始終滿負(fù)荷、大流量供液是不適宜的,不僅浪費(fèi)電能,降低工作液的過濾效果,還會(huì)引發(fā)工作液泵的強(qiáng)烈噪聲和加快泵的磨損進(jìn)程。
除某些特殊要求的電火花加工工藝外,一般放電加工過程中,向工作液槽提供工作液的流量和壓力應(yīng)根據(jù)加工情況的不同而有所變化。導(dǎo)致工作液循環(huán)系統(tǒng)供液流量和壓力變化的主要因素有液位、液溫、沖抽液壓力和工作液的潔凈度。
(1)液位。電火花成形加工使用的工作液以煤油為基體,盡管現(xiàn)在使用的專用電火花加工液的揮發(fā)性小、閃點(diǎn)高,但仍是可燃物。為避免引燃工作液,嚴(yán)禁在工作液與空氣的接觸界面上放電,必須保證電火花加工始終在工作液內(nèi)進(jìn)行。目前,多數(shù)電火花成形機(jī)床用液位浮子監(jiān)控機(jī)床工作液槽的液位。當(dāng)工作液槽內(nèi)的液位未達(dá)到預(yù)定高度,液位浮子斷開電路(其讓機(jī)床高頻電源無法開啟),此時(shí)應(yīng)加大工作液泵的供液流量,迅速提升工作液槽內(nèi)的液位高度; 當(dāng)工作液槽內(nèi)的液位達(dá)到預(yù)定高度,液位浮子被接通(其允許機(jī)床高頻電源開啟),此時(shí)可減小工作液泵的供液流量,以保持工作液槽內(nèi)的液位高度、維持槽內(nèi)工作液循環(huán)為宜;如因泄漏等原因?qū)е鹿ぷ饕翰蹆?nèi)的液位下降,一旦低于預(yù)定高度, 液位浮子即刻斷開(機(jī)床高頻電源同時(shí)被斷電),此時(shí)應(yīng)立即加大工作液泵的供液流量,以便快速向工作液槽補(bǔ)充工作液。
(2)液溫。電火花放電加工會(huì)產(chǎn)生熱量,尤其在電火花粗加工時(shí),大能量放電會(huì)使工作液槽內(nèi)的工作液升溫較快;而在中、精加工階段,由于放電能量較小,工作液的溫升較慢;不同的加工面積、不同的蝕除效率,需要的放電能量不同,造成的工作液溫升的快慢也不同。電火花成形加工中是用工作液循環(huán)方式帶走工作液槽內(nèi)放電加工產(chǎn)生的熱量,當(dāng)工作液溫升較快時(shí),應(yīng)加大工作液槽中工作液的循環(huán)流量和流速, 這樣可降低或平衡工作液槽內(nèi)的液溫;而溫升較慢時(shí),則應(yīng)減小工作液槽內(nèi)工作液的循環(huán)流量,因?yàn)榱髁亢蛪毫p小,紙芯過濾器對(duì)工作液的過濾效果更好。可以用溫度傳感器來監(jiān)測工作液槽內(nèi)的液溫, 根據(jù)工作液槽內(nèi)的液溫變化情況,適時(shí)調(diào)整工作液泵的輸送流量,以便迅速調(diào)節(jié)工作液槽內(nèi)的液溫。
(3)沖抽液壓力。電火花成形加工過程中,加工狀態(tài)穩(wěn)定與否直接影響加工能否持續(xù),影響加工狀態(tài)穩(wěn)定的因素較多,加工間隙的排屑順暢與否是其中之一。改善加工間隙的排屑狀態(tài)除用調(diào)整加工參數(shù)、調(diào)整加工軸伺服運(yùn)動(dòng)狀態(tài)、使用加工軸“抬刀”并適當(dāng)調(diào)整“抬刀”參數(shù)等方法外,還可用沖、抽液方法協(xié)助排屑。除某些深、窄槽或深小孔的電火花加工需用高壓沖液外,多數(shù)型腔模具或工件在電火花加工中使用低壓沖液(壓力0.3 MPa 以下),多數(shù)電火花成形機(jī)床的抽液裝置是利用射流原理,由沖液產(chǎn)生負(fù)壓來實(shí)現(xiàn)抽液(真空度不到-0.1 MPa)。電火花加工使用沖、抽液還有利于排出加工間隙內(nèi)的熱量,防止異常加工狀態(tài)出現(xiàn)。但放電間隙中如果沖、抽液壓力不均勻,或沖、抽液壓力過高往往會(huì)造成電極損耗不均勻,影響加工精度。大多數(shù)模具或工件不希望加工過程從始至終不停地沖、抽液,只是在排屑不暢、產(chǎn)生短路和電弧等異常脈沖較多或出現(xiàn)“放炮” 等異常加工狀態(tài)時(shí)才需使用沖、抽液。現(xiàn)代單軸或多軸數(shù)控電火花伺服加工機(jī)床,通過計(jì)算機(jī)CPU 處理器對(duì)短路和電弧等異常脈沖信號(hào)的采集和處理,極易且能很迅速地判定電火花加工放電間隙狀態(tài)的優(yōu)劣,可利用計(jì)算機(jī)對(duì)加工狀態(tài)的判定結(jié)果,決定對(duì)加工間隙實(shí)施沖、抽液的時(shí)機(jī),并相應(yīng)調(diào)整沖、抽液壓力。這樣,在加工出現(xiàn)異常時(shí),及時(shí)對(duì)加工間隙實(shí)施沖、抽液;而在加工狀態(tài)正常時(shí),停止向加工間隙進(jìn)行沖、抽液。
(4)工作液的潔凈度。電火花成形加工產(chǎn)生的蝕除物(雜質(zhì))一般由放電爆炸力,或借助加工軸“抬刀”、平動(dòng)等電極與工件間相對(duì)運(yùn)動(dòng),或用沖抽液方式拋出加工區(qū),然后通過工作液循環(huán)帶出工作液槽。僅靠工作液自身循環(huán)和自然沉淀不足以達(dá)到工作液的潔凈度要求,需用紙芯過濾器對(duì)工作液進(jìn)行過濾。工作液的潔凈程度對(duì)穩(wěn)定加工狀態(tài)、提高
加工精度、降低被加工表面粗糙度值尤為重要。實(shí)驗(yàn)證明,在紙芯過濾面積確定的前提下,減小工作液通過紙芯的流速和壓力,對(duì)提高紙芯過濾效果有利,因此,除用更換工作液或更換紙芯的方法來改善工作液潔凈度外,減小工作液穿越紙芯的壓力和流量也是一種提高工作液過濾效果的好方法。
3 、工作液泵的工作特性分析
揚(yáng)程H、流量Q、功率N 和效率η 是離心泵(工作液泵)的主要性能參數(shù),表示這些參數(shù)之間的關(guān)系曲線被稱為離心泵的特性曲線。由于液體在離心泵葉輪內(nèi)的流動(dòng)情況復(fù)雜,目前尚無數(shù)學(xué)公式能精確計(jì)算離心泵的各項(xiàng)參數(shù),因此,離心泵的特性曲線需由實(shí)驗(yàn)來測定和描述,不同型號(hào)或規(guī)格的離心泵特性曲線有所差異;即使型號(hào)和規(guī)格相同,因離心泵的葉輪形狀或尺寸差異也使特性曲線不完全一致。離心泵的特性曲線還受工作液物理特性的影響,當(dāng)工作液的粘度、潔凈程度等發(fā)生變化時(shí),離心泵的特性也隨之改變。但不管使用哪一臺(tái)離心泵或使用工況如何發(fā)生變化,其特性曲線的變化趨勢基本相同。
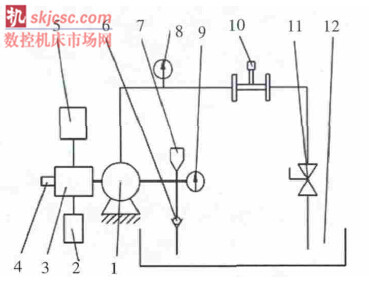
1. 離心泵2. 電機(jī)功率表3. 離心泵電機(jī)4. 轉(zhuǎn)速表5. 變頻器6. 單向閥7. 灌液口8. 壓力表9.真空表 10. 流量計(jì) 11. 節(jié)流閥12. 貯液箱
圖2 一種離心泵性能測試原理圖
圖2 是一種離心泵性能測試原理圖。通過變頻器5 改變離心泵電機(jī)2 的轉(zhuǎn)速,可得到不同轉(zhuǎn)速條件下離心泵4 的流量Q 與揚(yáng)程H 的關(guān)系。圖3 是某臺(tái)離心泵經(jīng)測試得到的3 種轉(zhuǎn)速條件下,流量Q 與揚(yáng)程H 及效率η 的關(guān)系曲線圖。被測試離心泵的額定流量Q=40 L/min; 額定揚(yáng)程H=40 m;額定轉(zhuǎn)速n=2900 r/min;額定功率0.37 kW。其中,揚(yáng)程H 由式(1)計(jì)算得到,效率η 由式(2)計(jì)算得到:
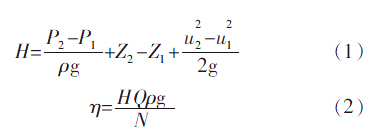
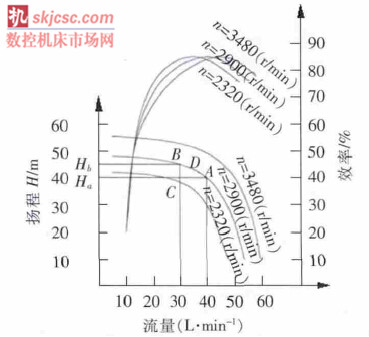
圖3 不同轉(zhuǎn)速n 時(shí)流量Q 與揚(yáng)程H 及效率η 的關(guān)系曲線
由圖3 可見, 離心泵在額定轉(zhuǎn)速±10 %范圍內(nèi)調(diào)整,其流量發(fā)生了改變,但工作效率仍較高,這說明離心泵在額定工作頻率±10 %范圍內(nèi)調(diào)整, 對(duì)其工作性能影響不大。在《離心泵、混流泵、軸流泵及旋渦泵試驗(yàn)方法》(GB/T 3216—1991)中規(guī)定,測試離心泵效率,轉(zhuǎn)速相差可為額定值的±20 %。
調(diào)整離心泵的流量可用兩種方法:一種是離心泵的轉(zhuǎn)速不變,用節(jié)流閥節(jié)流調(diào)整。由圖3 可見,節(jié)流后, 在n=2900 r/min 曲線上離心泵的工作點(diǎn)由A點(diǎn)變到B 點(diǎn),其帶來壓力損失(Hb-Ha),這說明節(jié)流調(diào)整后管路壓力雖然提高,但有能量損耗;另一種方法是變頻調(diào)速,用變頻器將離心泵的轉(zhuǎn)速調(diào)整為n=2320 r/min,得到圖3 所示的工作點(diǎn)C,這種方法理論上無能量損失,是一種節(jié)能調(diào)整流量的方法。理論上,離心泵隨工作頻率調(diào)整,當(dāng)轉(zhuǎn)速為零時(shí),流量才為零。但實(shí)際使用中,當(dāng)工作頻率低于30~35 Hz 時(shí),多數(shù)離心泵的出液口已不能出液。分析原因:① 離心泵出液口與抽液口有高度差,這個(gè)高度差需消耗能量, 而在離心泵的性能測試時(shí),這部分能量消耗被忽略;② 離心泵出液受葉輪流道和
管口阻力影響,液體經(jīng)葉輪流道、管口及管路要消耗能量;③ 離心泵實(shí)際工作點(diǎn)與理論曲線上的工作點(diǎn)存在差異,這個(gè)差異往往是實(shí)際流量比計(jì)算流量小(實(shí)際工作點(diǎn)是圖3 所示的D 點(diǎn),而不是A 點(diǎn)),實(shí)際工作點(diǎn)與計(jì)算點(diǎn)存在能量計(jì)算差值。上述能耗或差值抵消了離心泵的部分有用功,只有減去這部分功耗后,離心泵才能正常出液,因此,離心泵的頻率調(diào)整一般應(yīng)高于30~35 Hz。調(diào)整離心泵電機(jī)頻率的同時(shí)應(yīng)相應(yīng)改變輸入電壓,保持電壓/頻率=常量,這能減少泵的電機(jī)磁通變化帶來的不良影響。一般來說,電機(jī)定子電阻和
漏抗上壓降遠(yuǎn)小于定子電動(dòng)勢,電壓和頻率為額定值時(shí),磁通也為額定值。若不改變電機(jī)輸入電壓,只改變頻率,則電機(jī)會(huì)因磁通變化導(dǎo)致發(fā)熱和負(fù)載能力下降。
4 、工作液自動(dòng)循環(huán)控制系統(tǒng)設(shè)計(jì)
結(jié)合電火花加工對(duì)工作液槽的液位、液溫、沖抽液壓力和工作液的潔凈度要求,以及離心泵用變頻控制的節(jié)能優(yōu)勢,設(shè)計(jì)出一種電火花成形機(jī)床工作液自動(dòng)循環(huán)控制系統(tǒng)。該系統(tǒng)能根據(jù)工作液槽的液位、液溫和加工狀態(tài)穩(wěn)定情況適時(shí)調(diào)整工作液泵的工作頻率,從而達(dá)到依據(jù)電火花加工的實(shí)際需求改變工作液泵的輸出流量和壓力。該系統(tǒng)還能依據(jù)加工狀態(tài)的優(yōu)劣,適時(shí)實(shí)施“抬刀”加工和進(jìn)行沖、抽液切換。圖4 是設(shè)計(jì)的電火花成形機(jī)床工作液自動(dòng)循環(huán)控制系統(tǒng)的計(jì)算機(jī)信號(hào)采集、處理與執(zhí)行部分原理圖。其中,計(jì)算機(jī)信號(hào)采集部分由液位浮子、液溫傳感器、加工狀態(tài)檢測系統(tǒng)等組成。液位浮子相當(dāng)于一種開關(guān),它靠工作液的浮力接通或斷開,安裝在工作液槽的液位閘板上,液位高度一般按被加工工件高度人為設(shè)定, 通常高于工件上表面50 mm液溫傳感器安裝在工作液槽的回液口附近,考慮到電火花成形加工專用工作液的閃點(diǎn)及其他影響因素,從安全角度出發(fā),在液溫傳感器上人為預(yù)置了溫度警戒值(70 ℃)、溫度上限值(60 ℃)和溫度下限值(30 ℃);加工狀態(tài)檢測系統(tǒng)是通過檢測火花放電間隙中的間隙電壓來監(jiān)視電火花加工的工作狀態(tài),它由測量環(huán)節(jié)、參考電壓(一般為30~40 V)、比較環(huán)節(jié)組成。加工過程中,測量環(huán)節(jié)不斷獲取間隙放電的各種脈沖信號(hào),通過比較環(huán)節(jié)將這些信號(hào)與參考電壓進(jìn)行比較,由此區(qū)分出開路脈沖、正常脈沖、短路和電弧等異常脈沖。
計(jì)算機(jī)CPU 處理器按時(shí)間段將3 種脈沖的占有率計(jì)算出來。在電火花機(jī)床工作時(shí),計(jì)算機(jī)CPU處理器不斷接收來自液位浮子、液溫傳感器、加工狀態(tài)檢測系統(tǒng)的信號(hào)并判定這些信號(hào)的需求,而后按照信號(hào)的要求向電機(jī)變頻部分發(fā)出頻率調(diào)整命令及向執(zhí)行機(jī)構(gòu)發(fā)出“動(dòng)作”命令。電機(jī)變頻部分由可調(diào)變頻器和工作液泵組成,可調(diào)變頻器按計(jì)算機(jī)CPU 處理器的指令調(diào)整工作液泵電機(jī)的輸入頻率和電壓,工作液泵按調(diào)整后的頻率工作;執(zhí)行機(jī)構(gòu)由“抬刀”機(jī)構(gòu)、進(jìn)液電磁閥、沖液電磁閥、抽液電磁閥組成,其中,被加工工件的沖、抽液位置由工藝人員事先安排;“抬刀”機(jī)構(gòu)的各項(xiàng)參數(shù)也由工藝人員事先設(shè)定。各電磁閥和“抬刀”機(jī)構(gòu)一同按照計(jì)算機(jī)CPU 處理器的命令“動(dòng)作”。
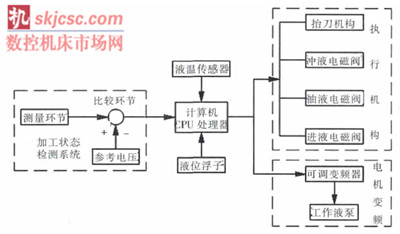
圖4 工作液自動(dòng)循環(huán)系統(tǒng)的計(jì)算機(jī)信號(hào)采集、處理與執(zhí)行部分原理圖
圖5 是電火花成形機(jī)床工作液自動(dòng)循環(huán)系統(tǒng)的工作原理圖。可見,液位浮子將液位信號(hào)分成“達(dá)到液位”和“未達(dá)到液位”兩種。機(jī)床開始工作時(shí),液位浮子將“未達(dá)到液位”的信號(hào)傳遞給計(jì)算機(jī)CPU處理器4,計(jì)算機(jī)CPU 處理器通過可調(diào)變頻器5 將工作液泵電機(jī)6 的工作頻率調(diào)整到50 Hz, 工作液泵7 以額定流量向工作液槽23 快速輸送工作液。當(dāng)達(dá)到預(yù)定液位高度時(shí),液位浮子將“達(dá)到液位”的信號(hào)傳給計(jì)算機(jī)CPU 處理器, 計(jì)算機(jī)CPU 處理器通過可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)整到30~35 Hz,此時(shí)工作液泵以剛能克服紙芯過濾器13 阻力的壓力向工作液槽輸送工作液,這樣既節(jié)省輔助工作時(shí)間,又能在工作液的循環(huán)補(bǔ)液階段提高紙芯過濾器對(duì)工作液的過濾效果,減少循環(huán)補(bǔ)液流量,節(jié)約電能和降低工作液泵的噪聲。
溫度傳感器2 上的溫度警戒值(70 ℃)、溫度上限值(60 ℃)和溫度下限值(30 ℃)將溫度控制范圍分成四部分:30 ℃及以下稱為“低溫區(qū)”;30~60 ℃之間稱為“中溫區(qū)”;60~70 ℃之間稱為“高溫區(qū)”;溫度超過70 ℃稱為“達(dá)到警戒值”。顯然,溫度傳感器感應(yīng)到工作液槽內(nèi)的液溫越高,需要工作液泵提供的流量越大,這樣工作液循環(huán)會(huì)越快,降低或平衡工作液槽液溫的效果會(huì)越好。但工作液流量增大,紙芯過濾器的過濾效果變差,工作液的潔凈程度相應(yīng)降低,這對(duì)中、精加工尤為不利。
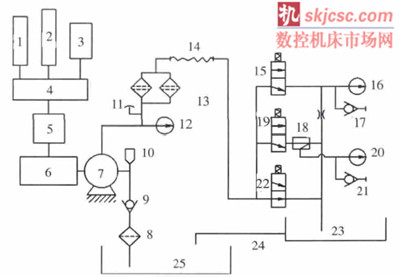
圖5 電火花成形機(jī)床工作液自動(dòng)循環(huán)系統(tǒng)工作原理圖
1. 液位浮子2. 液溫傳感器3. 加工狀態(tài)檢測系統(tǒng)4. 計(jì)算機(jī)CPU 處理器5. 可調(diào)變頻器6. 工作液泵電機(jī)7. 工作液泵8. 過濾網(wǎng)9. 單向閥10. 灌液口11. 放氣閥12. 壓力表13. 紙芯過濾器14. 連接管15. 沖液電磁閥16. 沖液壓力表17. 沖液接口18. 射流閥19. 抽液電磁閥20. 抽液真空表21. 抽液接口22. 進(jìn)液電磁閥23. 工作液槽24. 回液管25. 貯液箱
在恒溫車間內(nèi)工作的電火花成形機(jī)床, 在中、精加工階段,一般放電能量較小,工作液槽的液溫多數(shù)處于“低溫區(qū)”,此時(shí)溫度傳感器將實(shí)測溫度轉(zhuǎn)變成“低溫區(qū)”信號(hào)傳遞給計(jì)算機(jī)CPU 處理器,計(jì)算機(jī)CPU 處理器令可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)整到30~35 Hz,工作液泵將以較低的流量和壓力向工作液槽提供較潔凈的工作液。當(dāng)進(jìn)行粗加工或被加工工件的蝕除量較大時(shí),溫度傳感器感應(yīng)到工作液槽內(nèi)的工作液溫升快且處于30~60 ℃的“中溫區(qū)”,溫度傳感器將實(shí)測溫度轉(zhuǎn)變成“中溫區(qū)”信號(hào)傳遞給計(jì)算機(jī)CPU 處理器,計(jì)算機(jī)CPU 處理器按Y=0.5K+20 (Y 為工作頻率,Hz;K 為工作液溫度,℃)的函數(shù)關(guān)系計(jì)算出工作液泵電機(jī)的實(shí)際工作頻率,并通過可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)整為該計(jì)算值,工作液泵相應(yīng)地改變供液流量和壓力。在實(shí)際加工中,多數(shù)情況下,電火花放電能量較大時(shí)的工作液槽液溫處在“中溫區(qū)”,在此溫度區(qū)間,隨著溫度增高線性地逐步增大工作液泵流量,對(duì)降低或平衡工作液槽液溫、保持工作液有較好潔凈度的綜合效果好。
假設(shè)工作液槽的液溫繼續(xù)增高(此類情況較少,屬偶發(fā)),達(dá)到60~70 ℃的“高溫區(qū)”。實(shí)踐發(fā)現(xiàn),此時(shí)再稍微加大一些工作液流量,就有可能將工作液槽的液溫降回到“中溫區(qū)”。因此,讓溫度傳感器將此時(shí)實(shí)測溫度轉(zhuǎn)變成“高溫區(qū)”信號(hào)傳遞給計(jì)算機(jī)CPU 處理器, 計(jì)算機(jī)CPU 處理器通過可調(diào)變頻器將工作液泵電機(jī)的工作頻率按Y=K-10 的線性關(guān)系調(diào)整,工作液泵將以超過額定值的流量和壓力輸出。假設(shè)工作液溫度達(dá)到70 ℃,溫度傳感器會(huì)將警戒值信號(hào)傳遞給計(jì)算機(jī)CPU 處理器, 計(jì)算機(jī)CPU處理器會(huì)立即關(guān)閉高頻電源,并通過可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)整到60 Hz,此時(shí),一方面停止加工,另一方面加大工作液循環(huán)降溫速度。加工狀態(tài)檢測系統(tǒng)3 通過監(jiān)測火花放電間隙狀態(tài),將開路脈沖、正常脈沖、短路和電弧等異常脈沖輸入計(jì)算機(jī)CPU 處理器, 計(jì)算機(jī)CPU 處理器通過計(jì)算和處理得到各種脈沖的占有率。若某段時(shí)間內(nèi),加工狀態(tài)檢測系統(tǒng)檢測到的短路和電弧等異常脈沖占有率不到40 %, 則計(jì)算機(jī)CPU 處理器判定加工狀態(tài)“正常”,它通過可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)整為30~35 Hz,工作液泵將以較小流量和壓力輸出;此時(shí)進(jìn)液電磁閥22 打開,機(jī)床的“抬刀”機(jī)構(gòu)和沖、抽液裝置均處于關(guān)閉狀態(tài)。
如果加工狀態(tài)檢測系統(tǒng)檢測到的短路和電弧等異常脈沖的占有率在40 %~80 %范圍內(nèi)變化,計(jì)算機(jī)CPU 處理器讓可調(diào)變頻器在35~55 Hz 之間,按Y=50X+15 (Y 為工作頻率,Hz;X 為異常脈沖占有百分率)的函數(shù)關(guān)系調(diào)整工作液泵電機(jī)的工作頻率,工作液泵將會(huì)相應(yīng)增減輸出流量和壓力;當(dāng)檢測到短路和電弧等異常脈沖占有率達(dá)到40 %時(shí),計(jì)算機(jī)CPU 處理器令工作液循環(huán)執(zhí)行機(jī)構(gòu)關(guān)閉進(jìn)液電磁閥, 打開沖液電磁閥15 或抽液電磁閥19 (或沖、抽液電磁閥同時(shí)打開),向加工間隙實(shí)施沖液或抽液(或同時(shí)沖、抽液);如果短路和電弧等異常脈沖占有率在40 %~80 %范圍內(nèi)增大,沖、抽液的壓力與流量將相應(yīng)增大。同時(shí),在短路和電弧等異常脈沖占有率達(dá)到40 %時(shí),“抬刀” 機(jī)構(gòu)也被開啟,隨著短路和電弧等異常脈沖占有率在40 %~80 %范圍內(nèi)變化,“抬刀”高度、頻率等參數(shù)也會(huì)相應(yīng)變化。
如果加工狀態(tài)檢測系統(tǒng)檢測到的短路和電弧等異常脈沖的占有率達(dá)到80 %, 計(jì)算機(jī)CPU 處理器將判定加工狀態(tài)“異常”,并會(huì)立即停止機(jī)床高頻電源工作(同時(shí)停止“抬刀”機(jī)構(gòu)運(yùn)動(dòng)),并通過可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)到55 Hz (加大沖、抽液流量和壓力)。
計(jì)算機(jī)CPU 處理器在同時(shí)收到既要求增高、又要求降低所述可調(diào)變頻器頻率的不同信號(hào)時(shí),將按要求增高可調(diào)變頻器頻率的信號(hào)進(jìn)行處理。例如:液位達(dá)到預(yù)定高度,工作液溫度為40 ℃時(shí),雖然液位浮子的“達(dá)到液位”信號(hào)要求可調(diào)變頻器將工作液泵電機(jī)的工作頻率降到30~35 Hz,但液溫傳感器感應(yīng)到的40 ℃液溫卻要求可調(diào)變頻器將工作液泵
電機(jī)的工作頻率調(diào)到40 Hz (按Y=0.5K+20 算得),此時(shí)計(jì)算機(jī)CPU 處理器將按液溫傳感器的信號(hào)要求,將工作液泵電機(jī)的工作頻率調(diào)到40 Hz。
當(dāng)計(jì)算機(jī)CPU 處理器同時(shí)收到兩種或兩種以上增高可調(diào)變頻器頻率的信號(hào)時(shí),將按最高頻率調(diào)整要求處理。例如:液位達(dá)到預(yù)定高度、工作液溫度為40 ℃時(shí), 如果短路和電弧等異常脈沖占有率為60 %,若按液溫傳感器的40 ℃液溫要求,可調(diào)變頻器應(yīng)將工作液泵電機(jī)的工作頻率調(diào)到40 Hz; 而按加工狀態(tài)檢測系統(tǒng)檢測到的短路和電弧等異常脈沖占有率為60 %的要求,可調(diào)變頻器應(yīng)將工作液泵電機(jī)的工作頻率調(diào)到45 Hz (按Y=50X+15 算得)。此時(shí),計(jì)算機(jī)CPU 處理器會(huì)按加工狀態(tài)檢測系統(tǒng)的信號(hào)要求,將工作液泵電機(jī)的工作頻率調(diào)到45 Hz。當(dāng)計(jì)算機(jī)CPU 處理器收到液位未達(dá)到設(shè)定高度、液溫達(dá)到70 ℃或短路、電弧等異常脈沖的占有率達(dá)80 %的任一信號(hào)時(shí),除讓可調(diào)變頻器將工作液泵電機(jī)的工作頻率調(diào)到50~60 Hz 外, 還會(huì)關(guān)閉高頻電源,停止火花放電。
5 、結(jié)論
(1)通過分析電火花成形加工對(duì)工作液系統(tǒng)的液位、液溫、沖抽液壓力和工作液的潔凈度要求,得知電火花成形加工中要根據(jù)加工狀態(tài)適時(shí)調(diào)整工作液泵的流量和壓力。在遇到工作液槽液溫增高或加工狀態(tài)不穩(wěn)定時(shí), 既要考慮降溫或排屑的需求,加大工作液泵的供應(yīng)流量和壓力,又要考慮保持工作液的潔凈度,適當(dāng)減小工作液的流速和對(duì)紙芯過
濾器的沖擊力。大量實(shí)踐證明:電火花成形加工過程中,大部分時(shí)間內(nèi)加工處于穩(wěn)定的中、精加工狀態(tài),因此在電火花成形加工的大部分時(shí)間內(nèi),保持工作液泵處于低壓、小流量供液更好。當(dāng)電火花放電能量較大時(shí)(多數(shù)情況下,此時(shí)工作液槽的液溫在30~60 ℃區(qū)間變化), 按Y=0.5K+20 的函數(shù)關(guān)系調(diào)整工作液泵的工作頻率,能達(dá)到降低或平衡工作
液槽液溫的效果。當(dāng)短路和電弧等異常脈沖的占有率在40 %~80 %范圍變化時(shí),按Y=50X+15 的函數(shù)關(guān)系調(diào)整工作液泵的工作頻率,能使沖、抽液達(dá)到及時(shí)消除不穩(wěn)定加工狀態(tài)的效果。
(2)基于上述分析和大量文獻(xiàn)表明,離心泵采用變頻調(diào)速方式可有效節(jié)約能源。當(dāng)離心泵的工作頻率調(diào)整不低于該泵電機(jī)額定頻率的75 %時(shí),其流量Q、轉(zhuǎn)速n、揚(yáng)程H、功率N 近似符合下列關(guān)系:
因此,調(diào)整工作液泵(離心泵)的流量和壓力,宜采用離心泵的電機(jī)變頻調(diào)速方法。
(3)采用如圖4、圖5 所示的電火花成形機(jī)床工作液循環(huán)系統(tǒng)控制方案,利用計(jì)算機(jī)CPU 處理器采集液位浮子、液溫傳感器、加工狀態(tài)檢測系統(tǒng)的信號(hào),適時(shí)調(diào)整工作液泵電機(jī)的頻率,從而調(diào)整工作液泵的流量和壓力,既能滿足電火花成形加工工藝要求,又能實(shí)現(xiàn)工作液循環(huán)系統(tǒng)自動(dòng)控制,節(jié)約能源,降低離心泵的工作噪聲,延長泵的使用壽命。更
重要的是采用圖5 所示的控制方案,還有利于實(shí)現(xiàn)沖、抽液功能的自動(dòng)切換,實(shí)現(xiàn)工作液系統(tǒng)的自動(dòng)控制,提高電火花機(jī)床的自動(dòng)化水平。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別