


捷克數(shù)控鏜床主軸刀具放松液壓系統(tǒng)改造
2021-7-5 來源: 中冶陜壓重工設備有限公司 作者:劉巨鵬
摘要:以捷克W200HENC鏜床主軸刀具放松不到位故障為例,分析了刀具放松不到位的主要原因,對刀具放松獨立液壓系統(tǒng)進行了改造,實現(xiàn)了預期的目的。
關鍵詞:鏜床主軸;刀具放松;液壓系統(tǒng);改造
數(shù)控鏜床具有鏜、銑、鉆、鉸、擴、锪孔及攻螺紋等功能,配備各種銑頭,可實現(xiàn)工件一次裝夾,五面加工,一機多用,從而提高加工質量和生產效率。但頻繁出現(xiàn)主軸刀具放松不到位、無法正常工作的情況。以下以捷克W200HENC鏜床出現(xiàn)刀具放松不到位故障為例,進行分析和處理。
1、故障診斷分析準備
W200HENC鏜床改造前液壓系統(tǒng)如圖1所示,主要實現(xiàn)X軸、主軸箱、方套及鏜桿等的夾緊放松、主軸變速、主軸制動及刀具放松等功能,由此分析刀具放松不到位主要有以下原因:①泵壓力不足。②管路泄露。③放松液壓缸竄腔或研死。
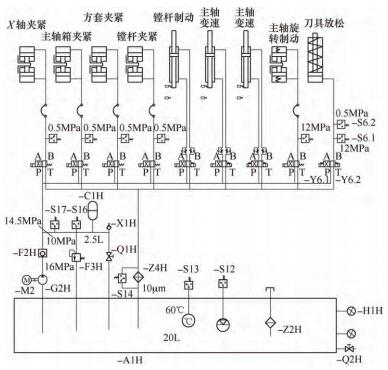
圖1 機床改造前液壓系統(tǒng)
2、故障診斷過程
有以上三點分析作為維修前期準備,接下來進行故障判斷和排除就變得十分清晰和明確。從以下三方面進行檢查并排除故障:①泵壓力檢測包括泵內齒輪、配油盤及泵體磨損檢查。②管路泄露包括接頭、控制閥、密封元件老化、損壞檢查。③液壓缸密封及研傷檢查。
通過以上幾方面檢查,結果發(fā)現(xiàn)問題是泵壓力不足,為7~8MPa,低于12MPa。接下來對泵單獨進行檢查。
3、展開維修工作
經過對液壓泵分解檢查,發(fā)現(xiàn)泵內齒輪、配油盤及泵體間有輕微磨損,造成泵出口壓力下降到7~8MPa。雖該壓力能滿足其他運動部件夾緊放松壓力要求,但無法滿足刀具放松要求,導致系統(tǒng)報警,機床無法正常工作。
為了排除此故障,只能頻繁更換液壓泵,既不經濟,又耽誤生產。為此決定單獨設計一套獨立液壓系統(tǒng),專門實現(xiàn)刀具放松功能,如圖2所示。該系統(tǒng)采用原系統(tǒng)同型號進口高壓齒輪泵,其他液壓元件、附件均選國產。
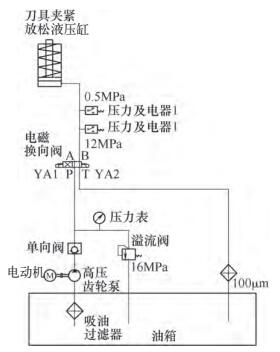
圖2 改造后刀具放松獨立液壓系統(tǒng)
4、 結語
待液壓系統(tǒng)安裝到位后,電器技術人員接好控制電路,經調試可完全實現(xiàn)刀具放松功能,維修改造工作圓滿結束。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

