控")



常見(jiàn)數(shù)控系統(tǒng)的螺距補(bǔ)償方法
2020-4-20 來(lái)源: 陜西汽車(chē)控股集團(tuán)有限公司 作者: 張金權(quán)
摘要:本文針對(duì)MAZATROL系統(tǒng)和OKUMA系統(tǒng)常見(jiàn)的兩種螺距補(bǔ)償方法做一闡述,方便數(shù)控機(jī)床精度檢測(cè)和誤差修復(fù)的人士參考。掃碼了解更多
螺距誤差補(bǔ)償是通過(guò)專(zhuān)業(yè)檢測(cè)裝置對(duì)機(jī)床實(shí)際移動(dòng)的距離和指令移動(dòng)的距離之差的補(bǔ)償,通過(guò)調(diào)整數(shù)控系統(tǒng)的參數(shù)增減指令的脈沖數(shù),實(shí)現(xiàn)機(jī)床實(shí)際移動(dòng)距離與指令值相接近,以提高機(jī)床的定位精度。
螺距誤差補(bǔ)償只對(duì)機(jī)床補(bǔ)償段起作用,根據(jù)機(jī)床所測(cè)軸長(zhǎng)度合理分段(分段越多,機(jī)床實(shí)際移動(dòng)距離檢測(cè)越接近真實(shí)位移曲線,所得誤差數(shù)據(jù)分析經(jīng)過(guò)補(bǔ)償后機(jī)床精度越高),編制被測(cè)軸螺距補(bǔ)償程序,然后對(duì)螺距補(bǔ)償相關(guān)參數(shù)進(jìn)行設(shè)定。
常見(jiàn)的三種數(shù)控系統(tǒng)螺距補(bǔ)償中,F(xiàn)ANUC系統(tǒng)采用手動(dòng)補(bǔ)償方法,在很多文獻(xiàn)都有說(shuō)明,在此不做贅述。下面主要針對(duì)其他兩種方法進(jìn)行敘述。
1 . MAZATROL 系統(tǒng)螺距 補(bǔ)償
螺距補(bǔ)償需要點(diǎn)擊“診斷”頁(yè)面,先按“版本”,翻頁(yè)后,輸入密碼1131,如圖1所示。進(jìn)入補(bǔ)償畫(huà)面,進(jìn)行螺距補(bǔ)償時(shí),MAZATROL系統(tǒng)中,X軸定義為1,如圖2所示,Y軸定義為2,Z軸定義為3,4軸定義為4。
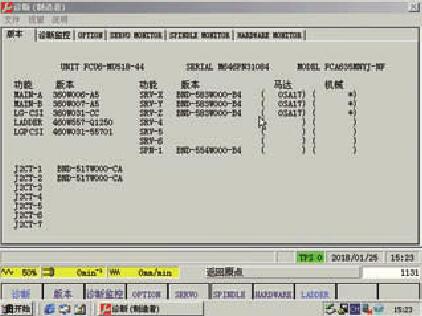
圖 1
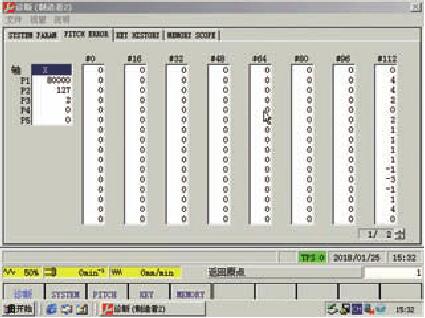
圖 2
P1參數(shù)標(biāo)準(zhǔn)設(shè)置為80 000,表示80mm,旋轉(zhuǎn)軸時(shí)標(biāo)準(zhǔn)設(shè)置為10 000,表示10°。P2設(shè)置為127,P3設(shè)置為2,4軸也是一樣。P4、P5設(shè)置為對(duì)應(yīng)X軸、Y軸、Z軸,4軸為0、1、2、3(P4和P5設(shè)置必須一致)。
從第127位開(kāi)始輸入對(duì)應(yīng)的螺補(bǔ)補(bǔ)償,間距對(duì)應(yīng)關(guān)系為127位,永遠(yuǎn)為0值,四軸為0°;126位對(duì)應(yīng)間距40mm,四軸為5°;125對(duì)應(yīng)間距80mm,四軸為10°;1 2 4 對(duì)應(yīng)間距 1 2 0 m m ,四軸為
15°;123對(duì)應(yīng)間距160m m,四軸為20°,以此類(lèi)推。
螺距補(bǔ)償時(shí)首先將激光干涉儀取樣的結(jié)果進(jìn)行分析,補(bǔ)償反向間隙誤差,然后采用相對(duì)補(bǔ)償方法進(jìn)行計(jì)算,如附表所示。
相對(duì)補(bǔ)償方法計(jì)算表

因?yàn)闄C(jī)床采用絕對(duì)值補(bǔ)償,所以用測(cè)量的讀值直接進(jìn)行補(bǔ)正,不需要進(jìn)行計(jì)算,第二次補(bǔ)正在原基礎(chǔ)上加減即可;補(bǔ)償方向從127位開(kāi)始,第一個(gè)是行程的30,第二個(gè)是60,以此類(lèi)推。補(bǔ)償注意事項(xiàng):螺距及反向間隙補(bǔ)償時(shí)一定要對(duì)準(zhǔn)需要補(bǔ)償?shù)臋谀浚乐拐`操作導(dǎo)致補(bǔ)償錯(cuò)誤。
2.OKUMA系統(tǒng)螺距補(bǔ)償
螺距補(bǔ)償前需要進(jìn)行參數(shù)設(shè)置,首先按下參數(shù)設(shè)置按鈕,因?yàn)槌鰪S設(shè)置某些菜單是被屏蔽掉的,所以首次操作需要先進(jìn)行菜單設(shè)置,按下右擴(kuò)展鍵,如圖3所示,選擇菜單變更按鈕,全部顯示,菜單設(shè)置完成。接著需要設(shè)置螺距補(bǔ)償參數(shù),將參數(shù)畫(huà)面切換到系統(tǒng)參數(shù)設(shè)定畫(huà)面,根據(jù)軸長(zhǎng)度及行程極限設(shè)定好對(duì)應(yīng)的螺距補(bǔ)償極限值,再找到螺距補(bǔ)償間隔參數(shù),根據(jù)絲杠螺距設(shè)定好參數(shù),然后設(shè)定螺距點(diǎn)數(shù)參數(shù),螺距補(bǔ)償會(huì)在出廠時(shí)進(jìn)行一次,因而上述參數(shù)欄中會(huì)被設(shè)定好,只需做好檢查即可。

圖 3
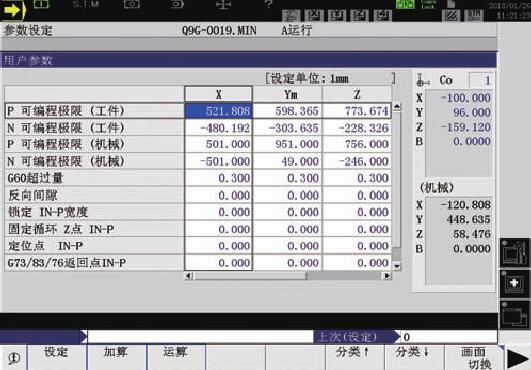
圖 4
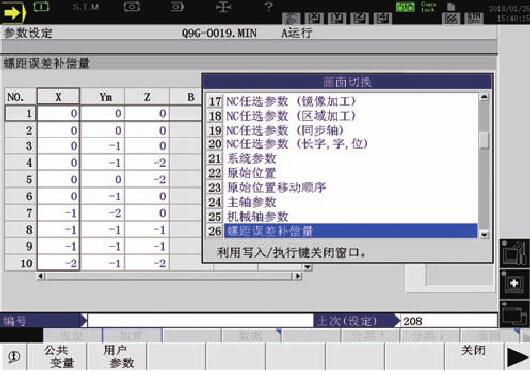
圖 5
進(jìn)入螺距補(bǔ)償界面,分析激光干涉儀測(cè)量得到的補(bǔ)償數(shù)據(jù),首先將反向間隙數(shù)據(jù)補(bǔ)償?shù)饺鐖D4反向間隙參數(shù)中,然后將螺距誤差值補(bǔ)償?shù)饺鐖D5所示的螺距誤差補(bǔ)償量表中,需要注意的是,OKUMA系統(tǒng)為絕對(duì)值補(bǔ)償,測(cè)量得到的結(jié)果直接和原值計(jì)算后將結(jié)果輸入即可。
螺距補(bǔ)償及反向間隙設(shè)置過(guò)程中注意事項(xiàng),OKUMA系統(tǒng)參數(shù)設(shè)定有兩種方式,一種是直接設(shè)定,另一種是加算方式,直接設(shè)定時(shí)因?yàn)樵禃?huì)被設(shè)定值覆蓋,所以要確保設(shè)置位置和輸入數(shù)值正確,防止誤設(shè)。加算設(shè)置,就是在原值基礎(chǔ)上加上設(shè)定欄的數(shù)值,也需要放置誤設(shè)。
螺距補(bǔ)償針對(duì)不同系統(tǒng)機(jī)床有不同的方法,但補(bǔ)償原理基本一致,補(bǔ)償過(guò)程中需要注意的細(xì)節(jié)問(wèn)題也比較多,因而,在我們平時(shí)工作過(guò)程中,要注意積累經(jīng)驗(yàn),歸納總結(jié)各種補(bǔ)償方法,以便于調(diào)整恢復(fù)各類(lèi)機(jī)床精度。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車(chē)銷(xiāo)量情況
- 2025年7月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別