



基于數控編程工藝的型腔加工效率與質量的研究
2019-5-24 來源:青島理工大學琴島學院 作者:呂英杰,周 燕,劉順紅
【摘要】研究粗加工及精加工刀具選擇、模具零件的數控編程工藝,通過數控仿真進行加工時間的對比,確定出最優的數控編程工藝,從而實現模具加工效率的提升;通過對比刀具在不同的刀間距情況下殘高的具體數值,并結合模具行業的加工質量要求,確定出最優的刀間距數值參數,實現加工質量和加工效率的最佳融合。
關鍵詞:編程工藝;刀間距;加工效率;加工質量
1 引言
模具零件的加工效率與加工質量會受到數控編程工藝、編程切削參數、操作工技能水平、機床自身精度、刀具精度等多種因素的影響。其中,數控編程工藝對加工效率的影響、刀具刀間距對加工質量的影響最為關鍵。所以,在模具制造過程中,為了更好地提高模具零件的加工效率和加工質量,就需要對模具零件的數控編程工藝和編程參數中的刀間距進行研究,找出最有效的解決方案。本文以洗衣機后控板模具型腔為例進行分析研究,如圖1所示。
2 、數控編程工藝及加工效率的研究
由于后控板塑件在洗衣機上為外觀件,表面光潔度要求較高,所以在模具型腔加工制造過程中必須保證型腔尺寸的公差要求和表面粗糙度要求。對于該模具型腔零件,從內向外主要由以下幾部分構成:塑件型腔面、分型面、排氣槽、側抽芯槽、模架面、回程桿墊片槽等。在編制數控編程工藝時,一般按照整體粗加工、分型面半精加工、分型面精加工、型腔面半精加工、型腔面精加工、型腔局部形狀清角的工藝思路進行編程,并按照分區域編程的思路,逐漸完成整體零件的編程工作。
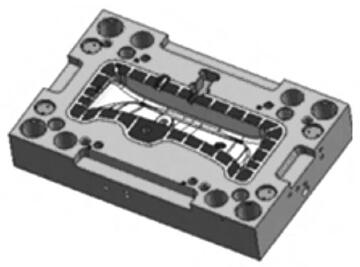
圖1 洗衣機后控板模具型腔
2.1 整體粗加工刀具的選擇
在編制粗加工程序時,粗加工刀具型號的選擇直接決定了開粗的加工效率。若開粗刀具選擇過小,致使每刀的下刀量較小,而且刀具的進給速度也較小,最終導致工件的加工效率很低。若開粗刀具選擇過大,表面上看起來粗加工時間很少,但是開粗效果不理想,本應開粗到位的區域沒有開粗到位,需要增加整體中粗程序或大范圍的清角程序,這樣總體的加工時間也會增加。所以在粗加工刀具選擇方面,不但要考慮到工件的整體尺寸大小,還要考慮該零件的材料去除量大小。對于中小型零件來說,原則上把開粗時間 控 制 在 5h 以 內 ,初 步 選 定 開 粗 刀 具 為 直 徑 為 32mm的牛鼻刀,刀具定義為D32R0.8mm。
2.2 型腔精加工刀具的選擇
在對模具零件型腔進行精加工時,由于模具的型腔面在塑件上為外觀面,表面光潔度要求較高,并考慮到模具的型腔面大部分為曲面,所以在精加工刀具選擇方面,優先選擇球頭銑刀進行加工,刀具符號用B及 R 表 示 ,如 直 徑 為 20mm 的 球 頭 刀 定 義 為B20R10mm。本次研究列出了 3 種精加工刀具選擇方案:第 1種方案為大直徑球頭銑刀(B16R8mm)整體精加工、小直徑球頭銑刀(B8R4mm)局部清角的編程加工工藝;第 2 種方案為較大直徑球頭銑刀(B12R6mm)整體光刀、小直徑球頭銑刀(B8R4mm)清角的編程加工工藝;第3種方案為整體用小直徑球頭(B8R4mm)刀一次加工到位,如表 1 所示。然后對以下
3 、種刀具選擇方案
分別進行數控編程,并通過機床驗證仿真統計出各種精加工方案的數控加工時間。通過對比不難發現,第1 種方案加工效率最高,所以本次數控編程精加工刀具選擇采用第一種方案。
表1 精加工刀具的選擇

2.3 編程加工工藝的確定
對于后控板模具型腔零件來說,一般先加工反面熱流道部分、工藝螺絲孔等形狀,然后再加工正面形狀部分。在型腔零件正面加工時,考慮到前面粗加工、精加工刀具已經確定,現根據模具零件的總體尺寸大小、分形面及型腔面的形狀特征、模架的外圍形狀,并結合數控編程的總體工藝思路,最終確定出該零件加工正面時的主要數控編程工藝步驟為:整體粗加工→分型面半精加工→分型面精加工→局部粗加清角→腔面半精加工→型腔面精精加工→局部精加工清角→
模架其余凹槽加工,如表2所示。
表2 模具零件編程加工工藝

3 、球頭銑刀刀間距及加工質量的研究
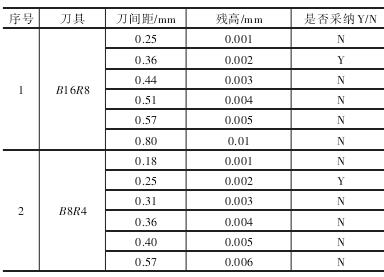
在數控加工時,球頭刀具刀間距的大小直接決影響工件表面的加工質量。刀間距過大,模具零件型腔的加工表面過于粗糙,下道工序拋光的加工效率會大幅度降低,而且容易出現拋光質量問題,如拋光產生的側面倒扣等;相反,若刀間距過小,會造成工件表面重復切削,產生拉毛現象,導致在下道拋光工序進行加工時,需要專門處理,影響拋光的整體加工效率。所以,合理設置刀具的刀間距,不僅能夠使數控加工的表面質量能夠滿足塑件的要求,而且能夠提升下道拋光工序的加工效率和加工質量。本次研究對精加工刀具 B16R8mm,局部清角刀具B8R4mm分別進行設置不同的刀間距值,并計算出精加工后模具零件表面的殘高,如表3所示。考慮到該后控板塑件表面為一般外觀件,并結合模具行業對模具零件型腔面的質量要求,模具零件型腔表面的殘高要求為0.002mm,能夠滿足一般外觀模具的質量要求。所以本次精加工刀具B16R8mm的刀間距選擇為0.36mm,局 部 清 角 刀 具 B8R4mm 的 刀 間 距 選 擇 為0.25mm。
表3 精加工刀間距的選擇
4 、結語
在模具數控加工過程中,要重視數控編程工藝對加工效率的影響以及刀間距對加工質量的影響,一定要對模具零件進行編程加工工藝的對比分析,并根據客戶的質量要求,確定最優的刀間距數值。這樣不但能夠滿足的客戶質量需求,還能最大程度的提高加工效率,降低模具的制造成本,提升模具企業的自身競爭力。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

