


數(shù)控插床無沖擊讓刀機構(gòu)的凸輪輪廓線設(shè)計與計算
2018-7-18 來源: 天津機電職業(yè)技術(shù)學(xué)院 作者: 李 欣 張靜雙 徐 慧
摘要: 為了提高數(shù)控插床沖程頻率和運動穩(wěn)定性,減小由于讓刀運動帶來的沖擊; 針對目前數(shù)控插床讓刀運動沖擊引起的振動較大且影響插削加工精度、限制沖程次數(shù)的問題,提出了通過凸輪曲線優(yōu)化設(shè)計達(dá)到無沖擊讓刀運動的設(shè)計方法。首先設(shè)計雙共軛凸輪機構(gòu)并對雙共軛凸輪的主動曲線進(jìn)行數(shù)學(xué)建模,求取雙凸輪曲線,達(dá)到設(shè)計目的。
關(guān)鍵詞: 數(shù)控插床; 讓刀機構(gòu); 雙共軛凸輪; 等距曲線; 無沖擊
機床振動是影響機床加工精度和機床穩(wěn)定性的關(guān)鍵因素,考慮機床大型零件的動靜剛度、機床往復(fù)運動與回轉(zhuǎn)運動的頻率,進(jìn)而確定機床的動、靜剛度指標(biāo),是機床設(shè)計的關(guān)鍵環(huán)節(jié)。
數(shù)控插床的主軸往復(fù)運動和讓刀運動是其規(guī)則振動的主要驅(qū)動源,改善讓刀運動的運動狀態(tài)和減小由于讓刀運動帶來的沖擊,是讓刀機構(gòu)設(shè)計的一個關(guān)鍵。目前為了適應(yīng)更復(fù)雜的機床應(yīng)用環(huán)境,通過優(yōu)化凸輪曲線,設(shè)計不具有剛性沖擊甚至不具有柔性沖擊的雙共軛凸輪讓刀機構(gòu)迫在眉睫。數(shù)控插床由液壓缸對刀軸進(jìn)行驅(qū)動提供往復(fù)插削運動,可以進(jìn)行正常的等速上下往復(fù)運動。由于液壓缸活塞桿的影響使得油缸上下油腔面積不等,可以利用這一特性,改變刀軸下行切削運動和上行空程運動的時間比例,根據(jù)油腔截面積比例將其時間比例改變?yōu)?1∶2,即滿足慢速切削快速空程返回,工作效率得到很大提高。則讓刀電動機需要頻繁地加減速,不利于數(shù)控系統(tǒng)的穩(wěn)定。通過分析共軛雙凸輪讓刀機構(gòu)的運行特性,通過設(shè)計凸輪曲線就可以解決上述問題。本文以數(shù)控插床滿足等速往復(fù)運動的讓刀機構(gòu)為例,對其雙共軛凸輪輪廓線進(jìn)行設(shè)計; 滿足下行與上行時間比 2∶1 的讓刀機構(gòu)雙共軛凸輪輪廓線原理與其類似,不再贅述。
1、讓刀機構(gòu)功能需求
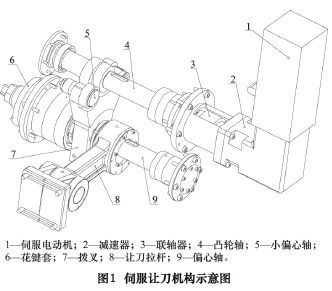
圖 1 是伺服讓刀機構(gòu)示意圖。
伺服電動機驅(qū)動的數(shù)控插床讓刀機構(gòu)采用如下技術(shù)方案: 伺服電動機可以根據(jù)主軸運動的位置進(jìn)行數(shù)控調(diào)速,以滿足于讓刀機構(gòu)與插削機構(gòu)的運動周期同步。伺服電動機通過減速器和聯(lián)軸器將運動傳遞到凸輪軸上,共軛雙凸輪在任意時刻與撥叉上的兩個滾子均保持接觸,共軛雙凸輪曲線與各自所對應(yīng)的滾子的接觸點嚙合,其凸輪形狀曲線滿足讓刀機構(gòu)運動曲線特征,使撥叉進(jìn)行往復(fù)擺動,撥叉帶動偏心軸往復(fù)擺動,偏心軸推動讓刀拉桿使得讓刀拉桿前端做往復(fù)移動,從而推動數(shù)控插床刀架形成讓刀運動。撥叉上的其中一個滾子的軸是小偏心軸,可以通過它的旋轉(zhuǎn)控制兩滾子與共軛凸輪的配合以彌補機加工的誤差。伺服電動機驅(qū)動的數(shù)控插床讓刀機構(gòu)由于采用本技術(shù)方案,因而解決了讓刀機構(gòu)和插削機構(gòu)運動周期無法同步的問題。具體實施方式: 伺服電動機 1 帶動減速器 2,通過聯(lián)軸器 3 帶動凸輪軸 4 轉(zhuǎn)動,凸輪軸 4 推動滾子,使撥叉 7 擺動,撥叉 7 通過鍵帶動偏心軸 9 擺動,偏心軸 9帶動讓刀拉桿 8 往復(fù)運動。伺服讓刀機構(gòu)的機械零件均可設(shè)計,其中設(shè)計難度最大的是凸輪軸的雙共軛凸輪輪廓線部分。
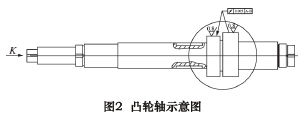
圖 2 是凸輪軸的示意圖,圓圈中的部分即為其雙凸輪部分.
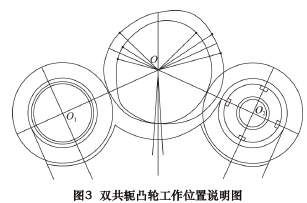
圖 3 是其雙共軛凸輪部分工作位置說明圖。
讓刀機構(gòu)需要滿足的讓刀運動的運動關(guān)系如圖 4 所示。
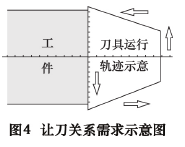
左側(cè)陰影部分是被加工工件,右側(cè)封閉曲線是刀具運行軌跡的原理圖。刀具在一個往復(fù)沖程中需要向工件的反方向運動一次。如何設(shè)計刀具的運動軌跡,亦即如何設(shè)計讓刀凸輪輪廓線,是本文的主要內(nèi)容。要通過輪廓線的設(shè)計與計算,使得讓刀運動規(guī)律振動最小化,避免剛性沖擊和柔性沖擊。所謂無沖擊,即所受力連續(xù)、不突變且平滑過渡,數(shù)學(xué)表達(dá)為: 運動曲線的一階導(dǎo)數(shù)連續(xù)且可導(dǎo)、運動曲線的二階導(dǎo)數(shù)連續(xù)。
2 、共軛雙凸輪輪廓線設(shè)計
2. 1 中心孔距及基本參數(shù)的確定選擇
“5-12-13”勾股序列作為本文的參照,該序列可以很方便地上下擴(kuò)展。根據(jù)類比法和讓刀力量的需求計算,選擇“5-12-13”勾股序列的 18 倍作為本文的設(shè)計參數(shù)。
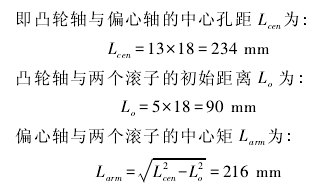
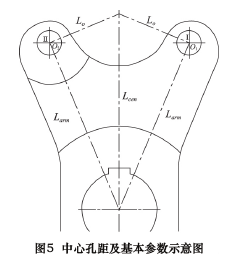
上述參數(shù)的空間位置關(guān)系,如圖 5 所示。
2. 2 讓刀量及凸輪升程的確定
根據(jù)機床設(shè)計要求,數(shù)控插床的讓刀量需求為不小于 0. 80 mm。根據(jù)供應(yīng)商 INA 公司軸承的型號規(guī)格,將滾子的半徑 R 確定為:
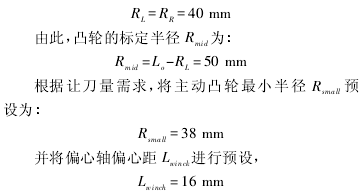
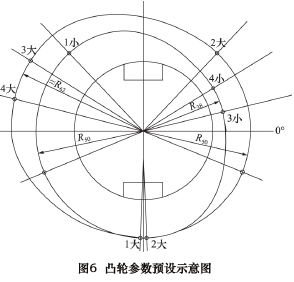
凸輪參數(shù)預(yù)設(shè)結(jié)果如圖 6 所示。
0. 889 4 mm>0. 80×1. 1 mm 上述參數(shù)滿足要求。
2. 3 圓弧轉(zhuǎn)角的確定
根據(jù)插床設(shè)計經(jīng)驗,工件厚度/沖程長度>93%。計算得圓弧轉(zhuǎn)角: 2×arcsin[0. 93]= 137°為了計算的簡便和工作的可靠性,將圓弧轉(zhuǎn)角取值 138°。
2. 4 升降函數(shù)的確定
由機械原理凸輪傳動知識可知,“等加速等減速”和“余弦加速度”等運動規(guī)律存在柔性沖擊,而“3-4-5 多項式”運動規(guī)律,不存在柔性沖擊,適用于“高速中負(fù)荷”的場合。本文凸輪過渡曲線采用“3-4-5 多項式”,為了避免沖擊,該多項式要滿足以下條件:
(1) 首尾與圓弧曲線相接。
(2) 一階導(dǎo)數(shù)連續(xù),并且首尾點的一階導(dǎo)數(shù)為 0。
(3) 二階導(dǎo)數(shù)連續(xù),并且首尾點的二階導(dǎo)數(shù)為 0。
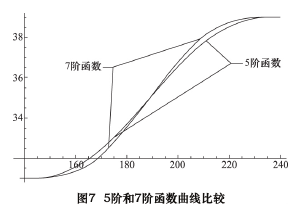
至于是否有必要將升降函數(shù)曲線的最高階次升至7 次函數(shù),并且要求“三階導(dǎo)數(shù)連續(xù)、首尾點的三階導(dǎo)數(shù)為 0”呢? 其比較結(jié)果,如圖 7 所示,7 階函數(shù)的沖擊反應(yīng)會更小,但其首尾段的直線延伸更明顯,不利于讓刀機構(gòu)的快速讓刀運動。所以選擇 5 次函數(shù),是正確可取的。
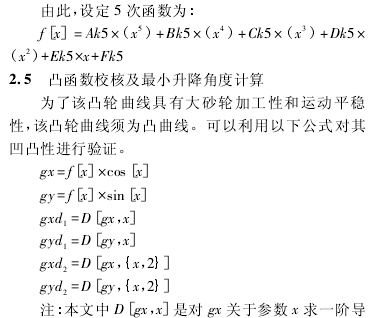
數(shù),其他表示方法類同。
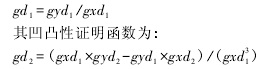
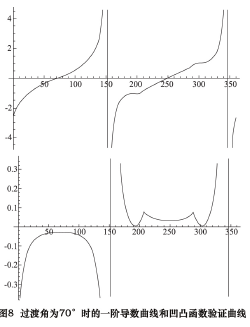
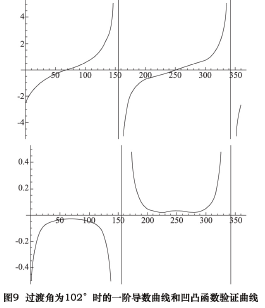
經(jīng)過反復(fù)驗算,本凸輪輪廓線的最小過渡角度為70°。當(dāng)過渡曲線的過渡角為 70° 時,其一階導(dǎo)數(shù)曲線和凹凸函數(shù)驗證曲線如圖 8 所示。由圖 8 可見,該曲線在過渡部分,二階導(dǎo)數(shù)大于 0,該曲線為凸曲線。亦即: 只要大于 70°的過渡曲線都滿足凸曲線的特性。經(jīng)過反復(fù)計算,當(dāng)過渡角為 102°時的曲線其一階導(dǎo)數(shù)曲線和凹凸函數(shù)驗證曲線最平滑,在滿足無沖擊的前提下,還能做到運動關(guān)系相對最平穩(wěn)。
當(dāng)過渡曲線的過渡角為 102°時,其一階導(dǎo)數(shù)曲線和凹凸函數(shù)驗證曲線如圖 9 所示。
2. 6 升降函數(shù)的參數(shù)計算
按照 2. 4 節(jié)設(shè)定的 5 次函數(shù)曲線方程和需要滿足的條件,求解下列方程組,


2. 8 求解主動凸輪輪廓線的等距曲線
根據(jù)下列公式組合,
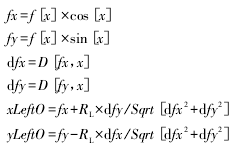
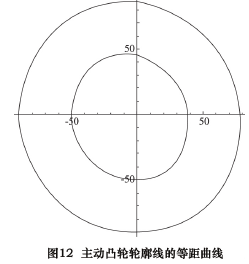
求取主動凸輪輪廓線的等距曲線,亦即與主動凸輪嚙合的滾子的中心與主動凸輪相比較的軌跡曲線。其等距曲線計算結(jié)果,如圖 12 所示。圖中,內(nèi)側(cè)曲線為主動凸輪輪廓線,外側(cè)曲線為其等距曲線。
2. 9 求解被動凸輪曲線
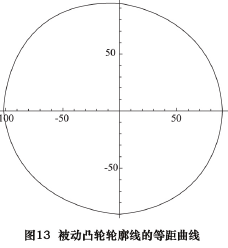
根據(jù)圖 5 所示的中心矩及撥叉基本參數(shù),利用2. 8 節(jié)求解得的主動凸輪輪廓線的等距曲線,求解被動凸輪輪廓線的等距曲線,如圖 13 所示。
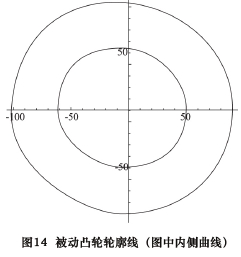
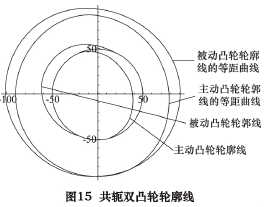
同樣利用 2. 7 節(jié)所列公式,改變其法線方向,即可以求取被動凸輪輪廓線,如圖 14 所示。2. 10 數(shù)據(jù)輸出至此,已經(jīng)求取共軛雙凸輪的兩條輪廓線,其位置關(guān)系和曲線表示如圖 15 所示。將上述主動凸輪輪廓線和被動凸輪輪廓線的曲線以等距離點的方式輸出為數(shù)控凸輪磨床可以識別的數(shù)控程序,即可完成對凸輪軸的凸輪輪廓線磨削加工。
經(jīng)過求解其過渡點的角度坐標(biāo),將其詳細(xì)輪廓線描述如下( 如圖 16 所示) 。
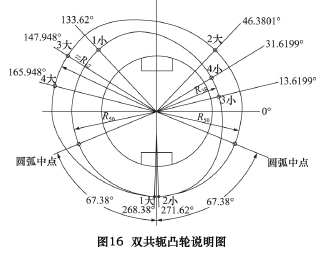
圖 16 中由“1 小—2 小—3小—4 小—1 小”所連接的封閉曲線為其中的小凸輪的曲線,小凸輪即為主動凸輪,其曲線的變化決定了讓刀運動的變化規(guī)律。其中,“1 小—2 小”區(qū)間為 R = 50 mm 的圓弧,“3小—4 小”區(qū)間為 R = 38 mm 的圓弧,“2 小—3 小”和“4 小—1 小”區(qū)間為對稱的降程曲線和升程曲線。圖 16 中由“1 大—2 大—3 大—4 大—1 大”所連接的封閉曲線為其中的大凸輪的曲線,大凸輪即為被動凸輪,其曲線的變化決定了是否可以使得兩個凸輪曲線與其對應(yīng)的兩個滾子在任意時刻接觸。其中,“1 大—2 大”區(qū)間為 R=50 mm 的圓弧,“3 大-4 大”區(qū)間為的圓弧,其半徑由計算得約等于 62 mm,“2 大—3 大”和“4 大—1大”區(qū)間為計算所得的對稱的降程曲線和升程曲線。
2. 11 驗證讓刀量和運動關(guān)系
根據(jù)上述計算結(jié)果,求解驗算讓刀量與旋轉(zhuǎn)角度的關(guān)系( 如圖 17 所示) 和讓刀量與插削位置的關(guān)系( 如圖 18 所示) ,并以圖 19 局部表達(dá)了其過渡區(qū)間的運動曲線。
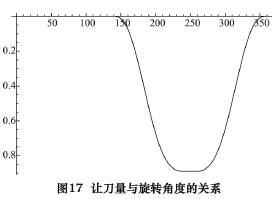
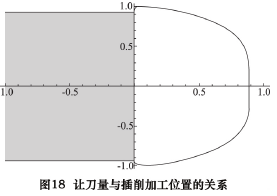
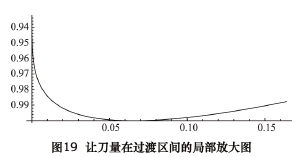
由圖 17~19 可知,讓刀量和讓刀運動關(guān)系平滑過渡,滿足題設(shè)的條件。
3 、共軛雙凸輪設(shè)計結(jié)果及實際應(yīng)用
利用上述計算結(jié)果加工的雙共軛凸輪應(yīng)用現(xiàn)場照片如圖 20 所示。實際應(yīng)用表明,本文所述雙共軛凸輪無沖擊,上下擴(kuò)展適應(yīng)性強,可在插床中廣泛應(yīng)用.
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況