


調(diào)心滾子軸承外圈硬車與精磨組合機(jī)床的設(shè)計(jì)方案
2021-3-15 來源:遼寧裝備制造職業(yè) 沈陽(yáng)機(jī)床股份公司 作者:陳維范 薛丹
摘要: 為提高軸承外圈的加工效率,通過對(duì)數(shù)控車床上外圈裝夾方式的分析以及對(duì)外圈硬車及其滾道磨削原理的研究,設(shè)計(jì)了調(diào)心滾子軸承外圈硬車與精磨組合機(jī)床的方案,采用硬車代替粗磨加工并在同一臺(tái)機(jī)床上完成精磨加工,僅留下超精研工序在磨床上完成。實(shí)際加工表明,該組合機(jī)床可在一次裝夾中完成軸承外圈一個(gè)端面、外徑面及滾道面的加工,在保證加工精度的基礎(chǔ)上將工時(shí)縮短了 1 /3。
關(guān)鍵詞: 滾動(dòng)軸承; 調(diào)心滾子軸承; 外圈; 硬車; 車削; 磨削; 組合機(jī)床
軸承外圈的加工工藝一般為套鍛→退火→粗車→熱處理→粗磨→精磨→超精研。滾道表面粗糙度對(duì)軸承的振動(dòng)、潤(rùn)滑、早期疲勞及使用壽命有著重要影響[1 - 2]。在軸承的生產(chǎn)加工中,磨削加工約占總勞動(dòng)量的 60% ,所用磨床數(shù)量也占全部切削機(jī)床數(shù)量的 60% 左右,磨削加工的成本約占軸承生產(chǎn)成本的 15% 以上[3]。
另外,磨削加工時(shí)砂輪及切削液消耗量大、粉塵和廢液污染程度比較嚴(yán)重[4]。超硬材料刀具的出現(xiàn)以及數(shù)控機(jī)床技術(shù)水平不斷提高,為硬車代替粗磨加工創(chuàng)造了條件,硬車削技術(shù)( 簡(jiǎn)稱硬車) 在發(fā)達(dá)國(guó)家已普遍應(yīng)用[5]。采用精密硬車工藝,通過合理選擇切削用量,可以使零件的幾何精度和表面粗糙度基本達(dá)到產(chǎn)品的終磨精度要求[6],且其金屬切除效率是普通磨削加工的3 ~ 4倍[7 - 8]。
目前,國(guó)內(nèi)的軸承及齒輪等行業(yè)已經(jīng)開始用硬車替代原有的粗磨、半精磨工藝[9],例如用 C650 車床成功進(jìn)行軸承外圈滾道的磨削[10],并研發(fā)了車磨組合機(jī)床等[11]。在對(duì)軸承外圈硬車加工及外圈滾道磨削原理進(jìn)行研究的基礎(chǔ)上,按照客戶提出的要求,對(duì)某型號(hào)調(diào)心滾子軸承外圈的加工工藝進(jìn)行了分析,完成了硬車與精磨組合機(jī)床的加工方案設(shè)計(jì)。
1 、調(diào)心滾子軸承外圈熱處理后的加工
1. 1 硬車加工
以 GCr15,GCr15Si Mn,GCr18Mo 為代表的淬硬軸承鋼,經(jīng)淬火后硬度大于 58 HRC,屬于典型的耐磨軸承材料[4]。硬車是指使用多晶立方氮化硼( PCBN) 或立方氮化硼( CBN) 刀具、陶瓷刀具或涂層硬質(zhì)合金刀具等在車床或車削加工中心上對(duì)淬硬鋼( 55 ~ 66 HRC) 進(jìn)行切削加工,是代替磨削的經(jīng)濟(jì)性加工工藝,與磨削相比具有良好的加工柔性、經(jīng)濟(jì)性和環(huán)保性[12 -13]。軸承外圈采用硬車加工工藝,可代替淬火后的粗磨工藝。一次裝夾即可完成外圈 3 個(gè)面的加工,生產(chǎn)效率得到顯著提高,且可獲得良好的加工精度,表面粗糙度 Ra 可達(dá) 0. 4 μm 以下。
1. 2 滾道磨削
調(diào)心滾子軸承外圈滾道磨削原理如圖 1 所示,將磨頭設(shè)計(jì)成軸向尺寸較小的結(jié)構(gòu)。磨削時(shí),磨頭進(jìn)入外圈孔內(nèi),外圈軸線 A - A 與磨頭軸線B - B在一個(gè)平面內(nèi)相互垂直且相交于滾道球心。外圈在機(jī)床主軸的帶動(dòng)下以角速度 ωA繞 A - A 軸做旋轉(zhuǎn)運(yùn)動(dòng); 杯砂輪在電動(dòng)機(jī)的驅(qū)動(dòng)下以角速度 ωB繞 B - B 軸做旋轉(zhuǎn)運(yùn)動(dòng),并在機(jī)床進(jìn)給軸的帶動(dòng)下以進(jìn)給速度 n 沿砂輪軸線 B - B 做直線進(jìn)給運(yùn)動(dòng),通過杯形砂輪的端面與軸承外圈滾道的接觸實(shí)現(xiàn)磨削。這樣,可以保證加工出來的調(diào)心滾子軸承外圈滾道是一個(gè)球面,同時(shí)具有較高的加工精度。
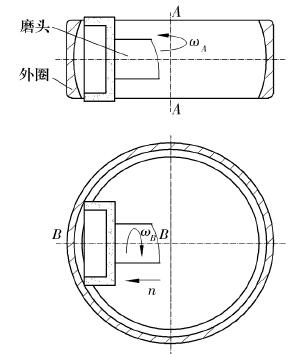
圖 1 調(diào)心滾子軸承外圈滾道磨削原理
2 、外圈車磨加工裝夾方式
外圈車削加工的機(jī)床主要有臥式數(shù)控車床和立式數(shù)控車床。一般情況下,對(duì)于 300 mm 及以下的中小規(guī)格軸承外圈,采用臥式數(shù)控車床加工;對(duì)于 300 ~ 800 mm 規(guī)格的軸承外圈,采用立式數(shù)控車床加工。
2. 1 軸承外圈浮動(dòng)夾具
軸承外圈屬于薄壁件,裝夾容易變形,為了保證加工精度,采用 6 點(diǎn)或 12 點(diǎn)浮動(dòng)夾具裝夾,可使夾緊力均勻地壓在軸承外圈外圓表面,減小因裝夾引起的變形。浮動(dòng)夾具適用于臥式數(shù)控車床及立式數(shù)控車床,一次裝夾可對(duì)軸承外圈的一個(gè)端面和內(nèi)孔進(jìn)行加工。軸承外圈 6 點(diǎn)浮動(dòng)夾具如圖 2a 所示,浮動(dòng)卡爪通過銷軸固定在基座上,浮動(dòng)卡爪可繞銷軸實(shí)現(xiàn)自動(dòng)定心,從而減小軸承外圈的變形。
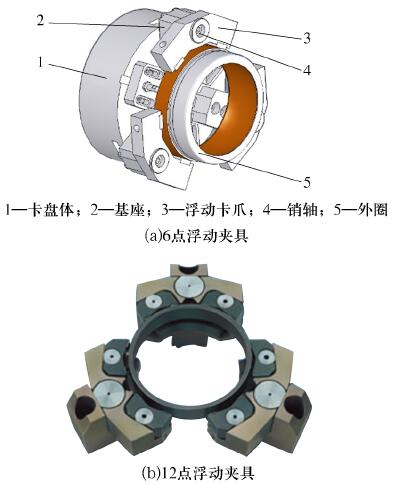
圖 2 軸承外圈浮動(dòng)夾具
通過更換浮動(dòng)卡爪可實(shí)現(xiàn)不同型號(hào)軸承外圈的裝夾。軸承外圈 12 點(diǎn)浮動(dòng)夾具如圖 2b 所示,適用于外圈較薄或直徑較大工件的裝夾。
2. 2 電磁吸盤
在薄壁軸承套圈的精密硬車削加工中,采用軸向吸持( 電磁吸盤) 是減小甚至消除徑向裝夾變形的可行方法[14]。如圖 3 所示,導(dǎo)磁塊安裝在磁力吸盤體上,確保磁力不變的情況下一次性加工套圈的 3 個(gè)面( 端面、外徑面、滾道面) 。電磁吸盤同樣適用于立式數(shù)控車床及臥式數(shù)控車床,對(duì)于精度要求較高或直徑較大的套圈,具有良好的吸持效果。

圖 3 電磁吸盤
利用電磁吸盤吸持軸承套圈端面時(shí),套圈的硬車工藝參數(shù)為最大吃刀深度 0. 25 mm,進(jìn)給量0. 8 mm / r; 加工精度為表面粗糙度 ( Ra) 0. 4 μm,圓度 0. 5 μm,圓柱度 10 μm,壁厚差小于 25 μm。電磁吸盤的磁力分檔可調(diào),永磁吸盤即使意外斷電也不會(huì)失去磁性,仍能可靠吸緊工件。電磁吸盤應(yīng)用于立式數(shù)控車床時(shí),套圈可采用V 形塊粗定位,如圖 4 所示。將 V 形塊安裝在立式數(shù)控車床刀盤的一個(gè)刀位上,在安裝套圈時(shí),將 V 形塊刀位轉(zhuǎn)至電磁吸盤的上方,將套圈靠在V 形塊上即可實(shí)現(xiàn)粗定位,然后通過千分表精確找正,縮短了輔助時(shí)間。
圖 4 軸承套圈在立式數(shù)控車床電磁吸盤上的定位
在臥式數(shù)控車床上使用的電磁吸盤如圖 5 所示。機(jī)床上設(shè)有 2 個(gè) V 形塊,每個(gè) V 形塊上有 2個(gè)滾輪,V 形塊通過支架固定在機(jī)床床頭箱體上。先將軸承套圈靠在滾輪上實(shí)現(xiàn)粗定位,再通過千分表找正,實(shí)現(xiàn)精確定位。
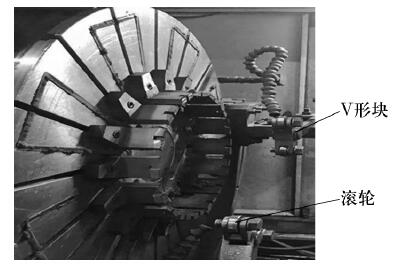
圖 5 電磁吸盤在臥式數(shù)控車床上的使用
文獻(xiàn)[3,12]對(duì)采用電磁吸盤吸持工件進(jìn)行了試驗(yàn)研究,結(jié)果表明試樣基準(zhǔn)面的平面度誤差越小,精密硬車加工所得試樣溝道的圓度誤差就越小。因此,在電磁吸盤吸持軸承外圈前,需要對(duì)定位面進(jìn)行精加工,增加基準(zhǔn)面與吸盤的接觸面積,提高加工精度。
3 、調(diào)心滾子軸承外圈硬車與精磨組合加工
3. 1 調(diào)心滾子軸承外圈的結(jié)構(gòu)與加工工藝分析
淬火后的外圈毛坯如圖 6a 所示,外圈外徑為( 261. 2 ± 0. 05) mm,表面粗糙度 Ra 為 3. 2 μm,圓倒角 R 為 8 mm; 滾道球半徑 SR 為( 116. 6 ±0. 025)mm,內(nèi)孔最大直徑為( 219. 6 ± 0. 05) mm,圓倒角 R為 4 mm,表面粗糙度 Ra 為 3. 2 μm; 寬度為( 86. 2 ±0. 05) mm; 一個(gè)端面表面粗糙度 Ra 為 0. 4 μm( 基準(zhǔn)面) ,另一端面的表面粗糙度 Ra 為 3. 2 μm。
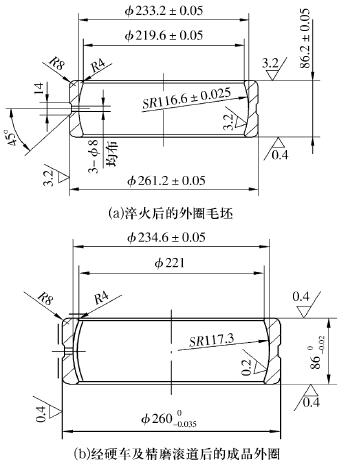
圖 6 調(diào)心滾子軸承外圈
在機(jī)床上硬車、精磨滾道后的成品外圈如圖6b 所示,加工后軸承外圈的上端內(nèi)外圓倒角尺寸不變,滾道的表面粗糙度 Ra 降至 0. 2 μm,其余加工面的表面粗糙度 Ra 均降至 0.4 μm; 軸承外圈直徑為 2600- 0. 035mm; 滾道球半徑 SR 為 117. 3 mm,內(nèi)孔最 大 直 徑 為 ( 234. 6 ± 0. 05 ) mm; 寬 度 為860- 0. 02mm。采用電磁吸盤吸持軸承外圈基準(zhǔn)面,硬車工序的加工余量: 外圓單邊余量 0. 6 mm,一個(gè)端面 0. 2 mm( 另一端基準(zhǔn)面無需加工) ,滾道單邊余量 0. 6 mm; 滾道精磨單邊余量 0. 1 mm。
3. 2 硬車與精磨組合機(jī)床的設(shè)計(jì)方案
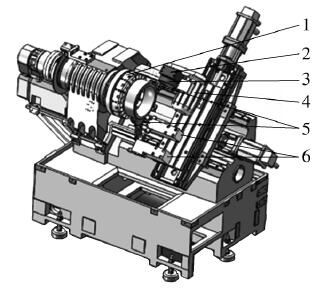
硬車與精磨組合機(jī)床在臥式數(shù)控車床的基礎(chǔ)上增加了磨削裝置,不僅具有硬車的功能,還具有精磨功能,在一臺(tái)機(jī)床上進(jìn)行一次裝夾就可實(shí)現(xiàn)調(diào)心滾子軸承外圈的硬車和滾道精磨加工。如圖 7 所示,組合機(jī)床采用 45°整體斜床身,最大回轉(zhuǎn)直徑 500 mm,最大切削長(zhǎng)度 200 mm,最大切削直徑 350 mm,主電動(dòng)機(jī)功率 7. 5 k W,最高轉(zhuǎn)速 4 000 r/min。主軸采用 P2 級(jí)陶瓷軸承,中度預(yù)緊,加工精度可達(dá)到 IT5。另外,組合機(jī)床具備磨削冷卻液和氮?dú)?2 種冷卻方式。
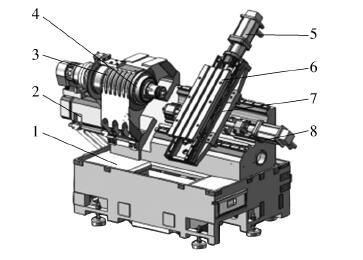
1—床身; 2—主電動(dòng)機(jī); 3—主軸箱; 4—主軸; 5—X 軸電動(dòng)機(jī); 6—排刀板; 7—床鞍; 8—Z 軸電動(dòng)機(jī)
圖 7 臥式數(shù)控機(jī)床主機(jī)結(jié)構(gòu)
機(jī)床采用如圖 8 所示的排刀結(jié)構(gòu),排刀板上安裝 2 套刀夾,每個(gè)刀夾上均安裝有內(nèi)孔車刀、外圓車刀和端面車刀各一把,同時(shí)安裝變頻調(diào)速電動(dòng)機(jī)和磨架。磨架前端安裝杯形砂輪( 最高轉(zhuǎn)速5 000 r / min) ,變頻調(diào)速電動(dòng)機(jī)經(jīng)帶傳動(dòng)機(jī)構(gòu)帶動(dòng)杯形砂輪旋轉(zhuǎn)。機(jī)床上的 V 形定位裝置如圖 9 所示,V 形塊通過滾軸安裝在支架上,通過滾輪軸在V 形塊上安裝 2 軸線與主軸平行的滾輪,通過滾輪與軸承外圓的接觸實(shí)現(xiàn)粗定位。V 形塊可繞滾軸擺動(dòng),實(shí)現(xiàn)自動(dòng)定心。
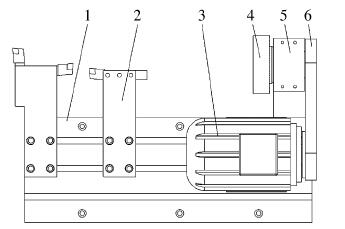
1—排刀板; 2—刀夾; 3—電動(dòng)機(jī); 4—杯形砂輪; 5—磨架; 6—帶傳動(dòng)機(jī)構(gòu)
圖 8 排刀刀架結(jié)構(gòu)
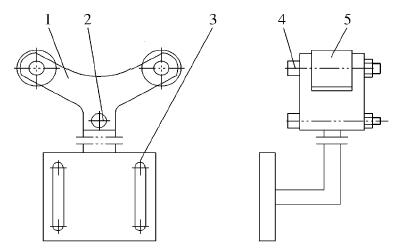
1—V 形塊; 2—滾軸; 3—支架; 4—滾輪; 5—滾輪軸
圖 9 V 形定位裝置
按照用戶要求設(shè)計(jì)的車磨組合機(jī)的結(jié)構(gòu)如圖10 所示,調(diào)心滾子軸承外圈采用電磁吸盤吸持。為避免電磁吸盤磁力影響工件加工精度,對(duì)軸承外圈的一個(gè)端面進(jìn)行精磨加工作為本工序的基準(zhǔn)面,其表面粗糙度 Ra 為 0.4 μm,平面度誤差小于0.005 mm。
1—電磁吸盤; 2—磨架; 3—杯形砂輪; 4—變頻調(diào)速電動(dòng)機(jī); 5—V形定位裝置; 6—刀夾
圖 10 車磨組合機(jī)的結(jié)構(gòu)
加工前,將調(diào)心滾子軸承外圈用弱磁吸在磁力吸盤上,用千分表對(duì)外圓表面找正后通電上磁;移動(dòng) 2 個(gè) V 形塊,使?jié)L輪接觸軸承外圓表面,然后調(diào)整 V 形定位裝置,使?jié)L輪離開軸承外圓表面 0. 2mm( 可根據(jù)實(shí)際毛坯件調(diào)整) 后固定,用于軸承外圈粗定位。加工時(shí),先用 V 形定位裝置粗定位軸承外圈,用弱磁將外圈吸持在磁力吸盤上,用千分表對(duì)外圓表面找正后通電上磁,啟動(dòng)機(jī)床進(jìn)行加工。排刀刀架帶動(dòng)車刀完成外圈內(nèi)、外表面和一個(gè)端面的硬車; 精磨外圈滾道時(shí),排刀刀架帶動(dòng)磨頭進(jìn)入外圈內(nèi)孔中,杯型砂輪和軸承外圈各自繞軸線轉(zhuǎn)動(dòng),實(shí)現(xiàn)外圈滾道的精磨。
在車磨組合機(jī)上一次裝夾即可完成調(diào)心滾子軸承外圈一個(gè)端面、外徑面和滾道面的硬車,并能完成滾道面的精磨加工。原需在 2 臺(tái)磨床上完成的粗磨、精磨加工工序在 1 臺(tái)車磨組合機(jī)上進(jìn)行一次裝夾即可實(shí)現(xiàn),工時(shí)減少了 1 /3,有效提高了用戶的加工效率。
4 、結(jié)束語
對(duì)硬車技術(shù)和調(diào)心滾子軸承外圈滾道磨削原理進(jìn)行了研究,對(duì)軸承套圈在數(shù)控車床上裝夾及定位方式進(jìn)行了分析。根據(jù)用戶的要求,在臥式數(shù)控車床的基礎(chǔ)上,完成了用于調(diào)心滾子軸承外圈加工的車磨組合機(jī)方案設(shè)計(jì)。在一臺(tái)機(jī)床上實(shí)現(xiàn)了軸承外圈外圓表面、滾道面和一個(gè)端面的硬車加工,以及對(duì)外圈滾道的精磨; 僅有軸承外圈滾道的超精研工序需要在另一臺(tái)機(jī)床上完成,滿足了用戶的需求。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別