


船用螺旋槳葉片五軸聯(lián)動(dòng)砂帶磨削方法研究4
2016-8-5 來(lái)源:重慶理工大學(xué)機(jī)械工程學(xué)院 作者:張明德 王加林 蘇占領(lǐng) 謝樂(lè)
摘要:針對(duì)大型船用螺旋槳葉片型面的高精度拋光打磨難題,基于零件的結(jié)構(gòu)特點(diǎn)與加工要求提出了一種五軸聯(lián)動(dòng)數(shù)控砂帶磨床磨削加工手段。為極力減小槳葉型面的波紋度,根據(jù)零件的三維幾何模型設(shè)計(jì)了一種適應(yīng)于該零件型面特點(diǎn)的連續(xù)加工軌跡線,加工過(guò)程中為避免接觸輪與槳葉底盤(pán)發(fā)生碰撞,提出了一種動(dòng)態(tài)調(diào)整磨削工具位姿的方法。最后,進(jìn)行了相關(guān)實(shí)驗(yàn),磨削后槳葉型面的尺寸精度偏差低于0.095ram且表面粗糙度降低明顯,整體加工效果優(yōu)于手工磨削,較高程度上提高了槳葉型面的磨削質(zhì)量與效率。
關(guān)鍵詞:船用螺旋槳;軌跡規(guī)劃;數(shù)控砂帶磨床;磨削加工
0、引言
螺旋槳是各類(lèi)大型艦船的核心零/部件之一,在推動(dòng)船只前進(jìn)的過(guò)程中其所起作用至關(guān)重要。螺旋槳葉片主型面是由吸水面、壓水面、導(dǎo)邊與隨邊等組成,其對(duì)水體壓縮與膨脹動(dòng)作的實(shí)現(xiàn)與槳葉主型面的彎扭變化有著緊密的關(guān)系。為提高螺旋槳的推重比,其型面的拋光打磨工序極為重要。磨削加工一般作為快速提升工件表面質(zhì)量的最終加工手段之一,砂帶磨削是磨削加工領(lǐng)域里極具代表性的一類(lèi)分支。得益于其柔性磨削、低磨削殘留應(yīng)力、工作效率高及剛性沖擊小的特性,故在磨削機(jī)理與工作性能層面較砂輪磨削加工相比差異性較大。對(duì)于復(fù)雜曲面類(lèi)零件表面的光整加工,砂帶磨削主要有研磨與拋光的作用,輔以附著于布基載體上磨粒微刃的高速旋轉(zhuǎn)動(dòng)作,其兼有材料去除的作用。
對(duì)于螺旋槳葉片(以下簡(jiǎn)稱(chēng)葉片)表面的精整加工,受限于加工質(zhì)量、工作效率、加工環(huán)境及加工成本等原因,普通的手工磨削方式已不能完全勝任。近年來(lái),國(guó)內(nèi)對(duì)于葉片表面的精整加工方法雖已得到不同程度的迭代更新,但較國(guó)外發(fā)達(dá)國(guó)家相比還有不小的差距。德日美等發(fā)達(dá)國(guó)家已率先引入數(shù)控砂帶磨床對(duì)葉片型面進(jìn)行拋光打磨,并且取得了高質(zhì)量的磨削效果[1圳。數(shù)控砂帶磨床有加工效率高、成本低、柔性大及零件加工一致性高的優(yōu)點(diǎn),用數(shù)控砂帶磨床代替工人手工作業(yè)將是未來(lái)復(fù)雜曲面加工的發(fā)展趨勢(shì)舊引,對(duì)保障人身安全、改善工人勞動(dòng)環(huán)境、減輕勞動(dòng)強(qiáng)度、提高勞動(dòng)生產(chǎn)率、節(jié)約原材料消耗以及降低生產(chǎn)成本有著十分重要的現(xiàn)實(shí)意義。
本文以大型船用螺旋槳葉片為研究對(duì)象,運(yùn)用五軸聯(lián)動(dòng)數(shù)控砂帶磨床輔以浮動(dòng)壓力磨頭機(jī)構(gòu)對(duì)其表面進(jìn)行拋光打磨,加工過(guò)程中使工件型面與砂帶保持局部貼合狀態(tài)以保證磨削過(guò)程的持續(xù)進(jìn)行。通過(guò)實(shí)際的加工實(shí)驗(yàn)證明,磨削后葉片表面的粗糙度明顯降低,尺寸精度也提升明顯。
1、五軸聯(lián)動(dòng)數(shù)控砂帶磨床磨削系統(tǒng)
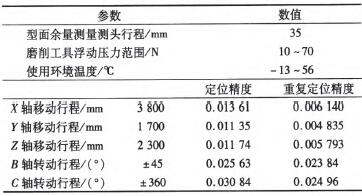
本文研究的數(shù)控砂帶磨床磨削系統(tǒng)如圖1所示,主要由浮動(dòng)壓力系統(tǒng)、葉片型面余量檢測(cè)系統(tǒng)等子系統(tǒng)組成。考慮到葉片主型面彎扭變化較大,四軸數(shù)控機(jī)床難以保證其加工精度,故采用五坐標(biāo)加工方式。為保證磨削加工動(dòng)作的持續(xù)進(jìn)行將葉片裝夾在可360。回轉(zhuǎn)的工作臺(tái)上,葉片的單次裝夾可實(shí)現(xiàn)數(shù)控機(jī)床對(duì)其吸水面、壓水面等主型面的連續(xù)磨削加工,此過(guò)程的實(shí)現(xiàn)較大程度上可規(guī)避由于裝夾誤差而影響機(jī)床的整體磨削加工精度。數(shù)控砂帶磨床首先由3個(gè)直線軸(x軸、y軸、z軸)組成,其中y軸可實(shí)現(xiàn)螺旋槳葉片的左右移動(dòng),x軸可實(shí)現(xiàn)磨削工具相對(duì)于葉片的上下移動(dòng),z軸可實(shí)現(xiàn)磨削工具相對(duì)于葉片的前后移動(dòng)。若單純依靠以上3個(gè)直線軸的運(yùn)動(dòng),那么數(shù)控機(jī)床末端磨削工具無(wú)法適應(yīng)葉片型面的彎扭變化,故其必須增設(shè)2個(gè)旋轉(zhuǎn)軸(曰軸、C軸)以提升磨削工具的可達(dá)性。砂帶磨床磨削系統(tǒng)原理如圖2所示,其中瓦為x軸上限行程,以為x軸下限行程,其余軸以此類(lèi)推。數(shù)控砂帶磨床主要性能指標(biāo)如表1所示。
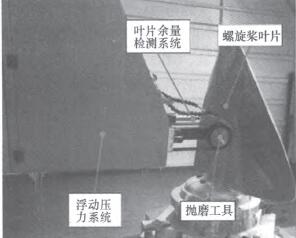
圖1數(shù)控砂帶磨床磨削系統(tǒng)
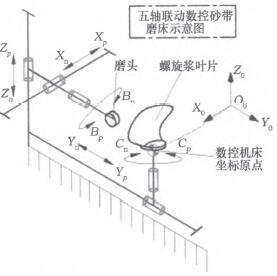
圖2數(shù)控砂帶磨床磨削系統(tǒng)原理
表1 數(shù)控砂帶磨床主要性能指標(biāo)
2、葉片型面砂帶磨削軌跡規(guī)劃及浮動(dòng)壓力系統(tǒng)
船用螺旋槳葉片主型面主要是由成組空間復(fù)雜曲面組成,空間復(fù)雜曲面可定義為空間域內(nèi)的參數(shù)曲面,是由一些樣條曲線通過(guò)一定非線性映射關(guān)系得出的拓?fù)淝妗Ec航空發(fā)動(dòng)機(jī)葉片不同的是其中間部位呈鼓形,較邊緣部位相比較厚,并且體積龐大、加工時(shí)間較長(zhǎng),船用螺旋槳葉片的組成結(jié)構(gòu)如圖3所示。
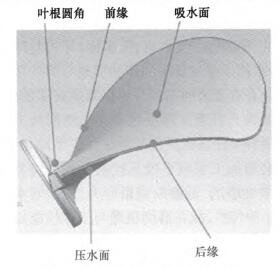
圖3船用螺旋槳葉片的組成結(jié)構(gòu)
2.1 砂帶磨削軌跡規(guī)劃與刀位點(diǎn)計(jì)算
大型船用螺旋槳葉片傳統(tǒng)的加工工藝路線通常需要經(jīng)過(guò)鑄造、銑削、磨削、檢驗(yàn)與滾花等幾個(gè)主要的加工階段。由于葉片主型面為復(fù)雜曲面且銑削后磨削前葉片型面殘留銑削紋路較大,故刀具磨削軌跡布排方式的合理與否對(duì)于葉片表面加工質(zhì)量與加工效率的提升至關(guān)重要。根據(jù)葉片結(jié)構(gòu)與銑削紋路特點(diǎn),將砂帶磨削方式設(shè)置為橫拋并從葉片根部逐次向上平移開(kāi)始多個(gè)切削行的加工,以此可以得到迂回連接的砂帶加工軌跡線,次之,將加工軌跡離散成均勻分布的磨削加工刀觸點(diǎn),如圖4所示。
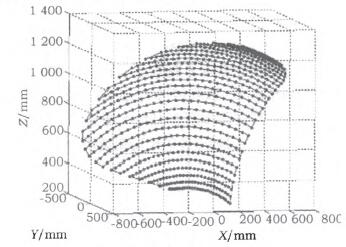
圖4數(shù)控機(jī)床磨削加工刀觸點(diǎn)
較普通數(shù)控機(jī)床加工刀具不同的是砂帶磨床中磨削工具的刀位點(diǎn)Q位于接觸輪中心(如圖5所示)。若給定磨削刀觸點(diǎn)P,結(jié)合刀觸點(diǎn)處的法向矢量,v,接觸輪半徑R及砂帶截面厚度日,可以得到理論刀觸點(diǎn)矢量P與刀位點(diǎn)矢量Q坐標(biāo)分量之間的位置關(guān)系表達(dá)式:
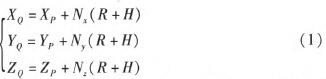
但實(shí)際加工過(guò)程中式(1)并不適用,究其原因可歸結(jié)為一方面由于接觸輪是柔性材料,其與工件表面接觸時(shí)必定會(huì)產(chǎn)生一定程度上的變形;另一方面隨著磨削動(dòng)作的持續(xù)進(jìn)行,附著于砂帶表面上的磨粒隨著磨削時(shí)間t的增加會(huì)逐漸磨損而間接影響砂帶厚度日。設(shè)定砂帶的初始磨損(快速磨損階段)厚度為丁,磨損系數(shù)d∈(0,1),則磨損后砂帶厚度日’為:
兼顧到以上兩方面因素產(chǎn)生的影響,設(shè)定機(jī)床作業(yè)過(guò)程中接觸輪的變形量R.∈(0,尺),以式(1)為基函數(shù)結(jié)合式(2),并在此基礎(chǔ)上作出相應(yīng)變形:
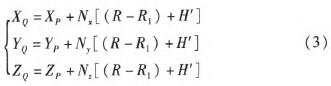
圖5砂帶磨床刀位點(diǎn)坐標(biāo)及磨削工具局部受力
2.2浮動(dòng)壓力磨頭系統(tǒng)
為減少實(shí)際加工過(guò)程中由于磨削壓力過(guò)大而引起的過(guò)切或者表面殘留波紋度過(guò)大現(xiàn)象(如圖6所示),此數(shù)控砂帶磨床配以浮動(dòng)壓力磨頭系統(tǒng)。浮動(dòng)壓力系統(tǒng)結(jié)構(gòu)如圖7所示,主要由張緊氣缸、接觸輪、比例閥等重要部件組成。通過(guò)控制系統(tǒng)輸入適應(yīng)于葉片表面的磨削壓力,比例閥可調(diào)節(jié)張緊氣缸2以改變施加于接觸輪上壓力的大小以達(dá)到“隨動(dòng)磨削”的效果,并可有效降低機(jī)床磨削過(guò)程中的剛性沖擊現(xiàn)象,張緊氣缸2亦可完成磨削工具的進(jìn)、退刀動(dòng)作。浮動(dòng)壓力系統(tǒng)中,張緊輪可改變砂帶包角的大小輔以張緊氣缸1可有效避免作業(yè)過(guò)程中的砂帶打滑現(xiàn)象。

圖6葉片表面加工缺陷
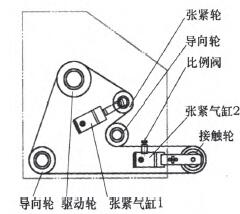
圖7浮動(dòng)壓力系統(tǒng)結(jié)構(gòu)
圖5中,砂帶的張緊力F。、F。、砂帶與導(dǎo)向輪之間的摩擦力與氣缸內(nèi)壁之間摩擦力總和F,、氣缸的張緊力P、接觸輪與工件接觸時(shí)產(chǎn)生的反向磨削壓力n之間有著緊密的關(guān)系,其數(shù)學(xué)表達(dá)式為:
為避免磨削過(guò)程中易出現(xiàn)的欠拋現(xiàn)象,浮動(dòng)壓力產(chǎn)生的位移實(shí)則非常小,亦可以得出砂帶的張緊力F。與F。所在平面之間產(chǎn)生的夾角p變化幅度非常小并可忽略不計(jì),若輸入張緊氣缸2中的氣體壓力為卸,其有效工作面積為S,則機(jī)床作業(yè)過(guò)程中變化的氣缸張緊力△F,=aps,磨削工具運(yùn)動(dòng)到任意位置時(shí)的摩擦力總和為B7,式(4)經(jīng)變形可得到變化的磨削壓力:
3、磨削工具位姿葉片根部動(dòng)態(tài)調(diào)整方法
螺旋槳葉根圓角部位即葉片主型面與底座過(guò)渡部位,由于其空間結(jié)構(gòu)過(guò)于緊湊及磨削工具輪廓尺寸大等原因,磨削工具運(yùn)動(dòng)至葉片根部時(shí)易發(fā)生不同程度的干涉碰撞現(xiàn)象,磨削工具易發(fā)生干涉部位如圖8所示。
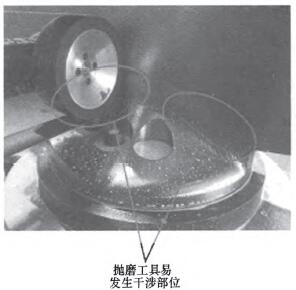
圖8磨削工具易發(fā)生干涉部位
若采用減小磨削工具輪廓尺寸的方法來(lái)避免干涉,必然會(huì)影響機(jī)床加工效率以增加葉片加工成本。基于此現(xiàn)狀,本文采用了動(dòng)態(tài)調(diào)整磨削工具位姿的方法,如圖9所示。計(jì)算出葉片主型面與葉根圓角部位的相交線2:與第i。。條u向參數(shù)線f,之間的距離,依據(jù)計(jì)算出來(lái)的距離動(dòng)態(tài)調(diào)整繞刀觸點(diǎn)處法向矢量n旋轉(zhuǎn)的u向切向矢量t的角度θ。
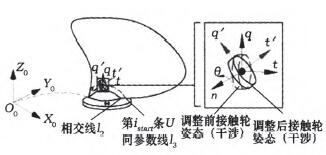
圖9磨削工具位姿動(dòng)態(tài)調(diào)整過(guò)程
抽取相交線f:與u向參數(shù)線f3作出分析。考慮到實(shí)際葉片根部型面彎曲變化較均勻,所以將其映射X00。Zo平面以便于分析,參數(shù)線f,與相交線z:之間的幾何關(guān)系如圖10所示。設(shè)定搜索方向?yàn)?/font>.,及凰軸為基線f。,并設(shè)定搜索容差為M,將Z,離散成均勻分布的刀觸點(diǎn),其中厶離散精度根據(jù)葉片型面實(shí)際磨削精度擬定。依據(jù)搜索方向l,,搜索所有被離散出來(lái)刀觸點(diǎn)列中的峰值點(diǎn)P。,即峰值點(diǎn)P。處皿值最大,以上搜索過(guò)程中亦可以得到所有刀觸點(diǎn)處與f3之間的最短距離D。,將所有刀觸點(diǎn)處的最短距離用數(shù)列形式表示出來(lái):
尋求數(shù)列D中的最小值D。,利用仿真軟件可以得到該刀觸點(diǎn)處的最佳轉(zhuǎn)動(dòng)角度鞏,結(jié)合以上分析過(guò)程可以計(jì)算出任意刀觸點(diǎn)所需要旋轉(zhuǎn)的角度θi:
其中Oi的正負(fù)須結(jié)合峰值點(diǎn)P。綜合考慮,若刀觸點(diǎn)Pi處于R左邊,那么結(jié)合實(shí)際葉片根部型面特點(diǎn)取Oi的符號(hào)為正,反之為負(fù)。設(shè)定n’為單位化之后刀觸點(diǎn)處的法向矢量,結(jié)合微分幾何相關(guān)知識(shí)可以得到任意刀觸點(diǎn)處旋轉(zhuǎn)之后的u向參數(shù)線切向矢量t7:
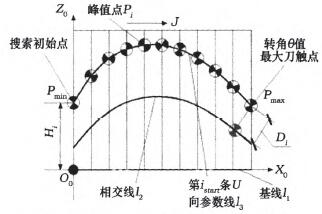
圖10參數(shù)線f3與相交線f:之間的幾何關(guān)系
磨削工具位姿調(diào)整分析流程如圖1 1所示。
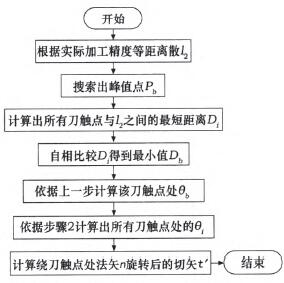
圖11磨削工具位姿調(diào)整分析流
4、加工實(shí)驗(yàn)
實(shí)際葉片表面殘留銑削紋路較大,為驗(yàn)證五軸聯(lián)動(dòng)數(shù)控砂帶磨床實(shí)際磨削效果,所以將磨削加工實(shí)驗(yàn)分為粗磨、半精磨和精磨進(jìn)行。
待加工工件為某機(jī)械廠生產(chǎn)的西2 500mm側(cè)推螺旋槳葉片,材料為錳青銅,葉片表面最厚處達(dá)40ram,葉片實(shí)際磨削參數(shù)如表2所示。
表2葉片實(shí)際磨削參數(shù)

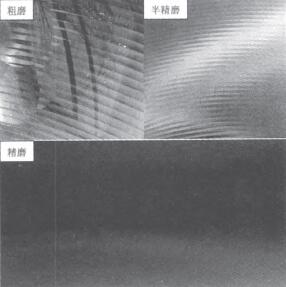
圖12葉片經(jīng)過(guò)各加工階段之后表面質(zhì)量效果
葉片表面經(jīng)過(guò)粗加工、半精加工、精加工3個(gè)加工階段之后表面質(zhì)量效果如圖12所示。
由圖12可以看出半精磨較粗磨相比,表面刀具紋路明顯變小,精磨后表面波紋度改善明顯。
為了解實(shí)際磨削之后葉片表面尺寸精度與粗糙度數(shù)值大小及分布情況,由下至上均勻抽取葉片壓水面上具有代表性的5條u向參數(shù)線,分別提取20個(gè)刀觸點(diǎn)進(jìn)行分析,固定x軸與z軸坐標(biāo)分量,利用海克斯康三坐標(biāo)測(cè)量?jī)x將磨削加工后刀觸點(diǎn)處y軸坐標(biāo)分量所反映的偏差在MATLAB平臺(tái)上進(jìn)行輸出,l,軸坐標(biāo)分量尺寸偏差如圖13所示,隨著磨削時(shí)間的增加,表面偏差波動(dòng)值逐漸趨于平緩,葉片型面
總體偏差與粗糙度測(cè)量結(jié)果如表3所示。
表3磨削實(shí)驗(yàn)后測(cè)量結(jié)果

葉片理論要求重量為383.45kg且重量偏差不超過(guò)原有重量的±4%。葉片銑削后磨削前稱(chēng)重為383.98kg,磨削后稱(chēng)重為378.20kg,偏差為一1.37%,符合實(shí)際加工要求。加之,本文動(dòng)態(tài)調(diào)整了葉根圓角區(qū)域的接觸輪位姿,使磨削工具的可達(dá)磨削區(qū)域提升約9%,并且整體磨削效果較好。
5 、結(jié)語(yǔ)
1)本文針對(duì)螺旋槳葉片型面結(jié)構(gòu)復(fù)雜、表面精整加工后尺寸精度難以把控的特點(diǎn),創(chuàng)新性地提出了運(yùn)用五軸聯(lián)動(dòng)數(shù)控砂帶磨床對(duì)其表面進(jìn)行高效高精度打磨,機(jī)床的工藝靈活性與加工適應(yīng)性均得到了較高程度的提升。最后進(jìn)行了實(shí)際加工實(shí)驗(yàn),結(jié)果證明葉片型面磨削效果與磨削效率遠(yuǎn)高于現(xiàn)階段高強(qiáng)度且磨削質(zhì)量難以管控的手工作業(yè)方式。
2)本文在不犧牲數(shù)控砂帶磨床原有加工效率的前提下優(yōu)化了磨削工具進(jìn)入葉根圓角難加工區(qū)域的位姿形態(tài),使磨削工具的可達(dá)磨削區(qū)域得到了一定程度上的提升。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別