



加工中心主軸松拉刀功能的優(yōu)化控制
2024-7-29 來源: 蘇州市職業(yè)大學(xué) 機(jī)電工程學(xué)院 作者:董曉嵐
摘要:松拉刀控制作為數(shù)控機(jī)床主軸系統(tǒng)的核心功能對加工中心運行的穩(wěn)定性和可靠性都有重要意義。針對加工中心運行中可能出現(xiàn)的機(jī)床運行前未緊刀、主軸運行中松刀、刀庫換刀前刀具異常以及手動松刀誤動作等松拉刀故障在 PLC 控制系統(tǒng)中設(shè)計相應(yīng)的優(yōu)化,實現(xiàn)在機(jī)床電氣控制端對機(jī)床機(jī)械故障進(jìn)行防控的優(yōu)化功能。重點優(yōu)化圓盤式刀庫換刀機(jī)械手在換刀過程中由于換刀機(jī)械手動作未到位引起的松拉刀故障。優(yōu)化功能在 KND 2000 Ci數(shù)控系統(tǒng)加工中心上進(jìn)行了可行性驗證,控制效果佳。
關(guān)鍵詞 :松拉刀 主軸系統(tǒng) PMC 設(shè)計
1、引言
加工中心主軸系統(tǒng)的松拉刀控制功能用于實現(xiàn)主軸上刀具在自動換刀及手動工作方式下松刀與緊刀的操作。自動松拉刀系統(tǒng)是主軸系統(tǒng)的核心組件,加工中心正常工作時,主軸通過內(nèi)部的拉刀爪拉緊刀具,刀具緊緊地卡在主軸上;加工中心在手動換刀或者自動換刀時,氣動系統(tǒng)提供松刀力壓縮主軸內(nèi)部的拉刀爪,主軸刀具被松開[1-2]。試驗機(jī)床選用臺灣 HSK BT40 拉刀爪(見圖 1),最大可提供 18kN拉刀力,65Nm 鎖緊扭矩,打刀行程 6mm。選用亞德客 NPM 3.5T 打刀氣缸(見圖 2),出力 3.5 T,打刀行程 13mm 以內(nèi),頂?shù)读吭?0.4~0.7mm 之間。
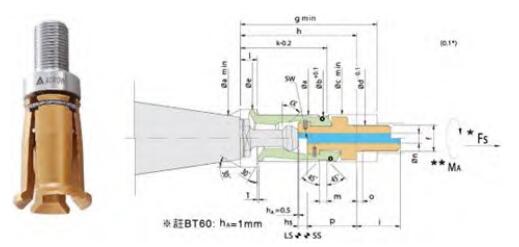
圖 1 主軸松拉刀結(jié)構(gòu)
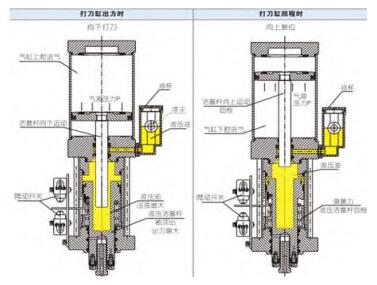
圖 2 打刀氣缸工作原理
2、松拉刀控制功能
主軸松拉刀功能的基本控制目標(biāo)是拉緊刀具時,要求刀具必須在主軸上卡緊,不得松動;松開主軸刀具時,松刀動作要快速穩(wěn)定且可靠性高。加工中心主軸自動松拉刀控制常規(guī)的功能如下:
(1)自動運行(AUTO)和 MDI 方式:主軸停止?fàn)顟B(tài)下,實現(xiàn)任何位置的松刀和拉刀操作。
(2)手動方式(JOG):由一個按鈕實現(xiàn)主軸松拉刀控制:按下按鈕時,松刀輸出;松開按鈕時,緊刀輸出。由非手動方式轉(zhuǎn)為手動方式時,總是輸出拉刀信號。由手動方式轉(zhuǎn)為非手動方式時,保持手動方式下松拉刀狀態(tài)[3-4]。
3、加工中心松拉刀功能優(yōu)化控制
由上所分析,松拉刀功能與主軸運行、換刀動作密切相關(guān),除常用的預(yù)警外,為防止加工中心主軸在運行過程中出現(xiàn)刀具掉落,圓盤式刀庫中換刀機(jī)械手在換刀過程中出現(xiàn)撞刀或者由于松刀未到位導(dǎo)致?lián)Q刀失敗等故障,特別是加工中心運行中松刀動作的誤操作很容易造成的嚴(yán)重故障[5-6],本文探討了加工中心的松拉刀額外的優(yōu)化控制功能。
(1)防止手動松刀按鈕誤動作優(yōu)化:設(shè)定松拉刀手動按鈕在 1 秒之內(nèi)人為或者系統(tǒng)線路異常跳動3 次,即視為異常,系統(tǒng)報警。
PLC 控制梯形圖如圖 3 所示:X0.0 是松拉刀手動按鈕的輸入信號,DIFD2 指令捕捉 X0.0 的下降沿信號并置中間變量 R200.1=1,R200.1 信號觸發(fā)定時器 TMRB T2 工作;X0.0 同時觸發(fā) CTR 計數(shù)器ACT 輸入信號,計數(shù)器啟動,CTR 計數(shù)參數(shù)=3;在 T2 定時器 1s 時間之內(nèi),計數(shù)器 CTR 指令記錄手動松刀按鈕信號的跳動值,當(dāng)手動松刀按鈕指令跳動次數(shù)超過 3 次時,中間變量 R200.3=1,R200.3觸發(fā)系統(tǒng)報警;當(dāng)在 T2 定時器到達(dá) 1s 后,中間變量 R200.2=1 觸發(fā) CTR 指令的復(fù)位端口 RST 信號,計數(shù)器 CRT 重新計數(shù)。
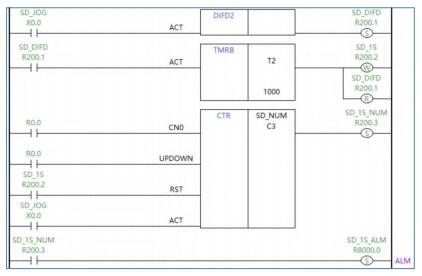
圖 3 手動松刀按鈕誤動作優(yōu)化
(2)主軸運動過程中,防止松刀信號誤輸出優(yōu)化:如果主軸處于旋轉(zhuǎn)狀態(tài),系統(tǒng)收到松刀指令,或者手動松刀按鈕被誤操作,系統(tǒng)報警,主軸進(jìn)入復(fù)位狀態(tài)[7-9]。
PLC 控制梯形圖如圖 4 所示:F2001.0、F2001.1、F2001.4 分別是主軸正轉(zhuǎn)、反轉(zhuǎn)、點動狀態(tài)的系統(tǒng)反饋信號,三個信號負(fù)邏輯信號觸發(fā)中間變量R100.0 再次取反,負(fù)負(fù)得正,則 R100.0 表示主軸處于旋轉(zhuǎn)狀態(tài);F30.0、F30.1、F30.2 分別是 X/Y/Z軸移動的系統(tǒng)反饋信號,定義 R7.2 為機(jī)床處于手動、手輪或者回零工作方式狀態(tài), M50 為系統(tǒng)松刀指令,M51 為拉刀指令。控制邏輯為:如果系統(tǒng)主軸在旋轉(zhuǎn)狀態(tài),或者 X/Y/Z 軸處于移動狀態(tài)下, X0.0手動松刀按鈕或者 M50 松刀指令試圖觸發(fā)主軸松刀時,系統(tǒng)報警被觸發(fā),主軸進(jìn)入復(fù)位狀態(tài)。
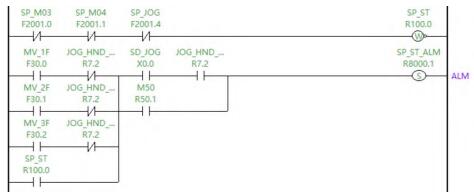
圖 4 主軸運動過程中,防止松刀信號誤輸出優(yōu)化
(3)機(jī)床準(zhǔn)備啟動運行前,刀具處于未緊刀狀態(tài)優(yōu)化:機(jī)床啟動運行前,如果主軸刀具處于松刀或者緊刀動作未到位狀態(tài),系統(tǒng)發(fā)出主軸旋轉(zhuǎn)指令M03/M04 或者手動方式下主軸正反轉(zhuǎn)及點動;或者系統(tǒng)發(fā)出 X/Y/Z 軸移動指令,系統(tǒng)報警,機(jī)床復(fù)位[10-12]。
PLC 控制梯形圖如圖 5 所示:G15.1 是刀具松刀到位輸入信號,G15.2 是刀具緊刀到位輸入信號。在系統(tǒng)試圖運行主軸或者移動 X/Y/Z 軸前,檢測系統(tǒng)是否收到松刀到位或者緊刀未到位信號,如果是,則系統(tǒng)報警觸發(fā)。
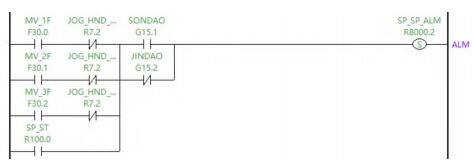
圖 5 機(jī)床準(zhǔn)備啟動運行前,刀具處于未緊刀狀態(tài)優(yōu)化
(4)換刀動作前,刀具處于異常狀態(tài)優(yōu)化:加工中心換刀前,如果主軸刀具處于松刀或者緊刀動作未到位狀態(tài),系統(tǒng)發(fā)出換刀指令,M06 或者手動方式下?lián)Q刀,系統(tǒng)報警,換刀指令不執(zhí)行。PLC 控制梯形圖如圖 6 所示:中間變量 R50.6是 M06 換刀指令的譯碼變量,DIFU2 指令取 M06指令的上升沿信號觸發(fā)中間變量 R300.0。在系統(tǒng)執(zhí)行 M06 指令前,檢測系統(tǒng)是否收到松刀到位 G15.1或者緊刀未到位 G15.2 信號, 如果是,系統(tǒng)報警觸發(fā),機(jī)床復(fù)位。
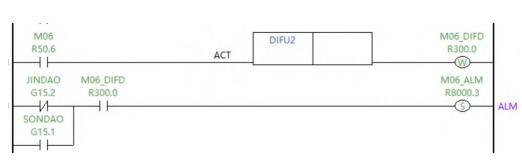
圖 6 換刀動作前,刀具處于異常狀態(tài)優(yōu)化
(5)換刀機(jī)械手停止位置異常優(yōu)化:圓盤式刀庫松拉刀優(yōu)化控制,防止換刀機(jī)械手動作停在刀臂原點和扣刀位置的中間,出現(xiàn)撞刀故障。
圓盤式刀庫換刀過程中,換刀機(jī)械手在自動工作方式下動作如下(見圖 7):換刀動作開始前,換刀機(jī)械手處于原點位置;系統(tǒng)發(fā)出 M06 換刀指令,換刀機(jī)械手第一次動作開始;當(dāng)系統(tǒng)收到機(jī)械手第1 次扣刀到位信號,機(jī)械手停止輸出,并自動進(jìn)行松刀輸出(見圖 8);系統(tǒng)檢測到松刀輸出到位信號后,換刀機(jī)械手第二次動作開始;當(dāng)系統(tǒng)收到機(jī)械手第 2 次扣刀到位信號,機(jī)械手停止輸出,并自動進(jìn)行緊刀輸出;系統(tǒng)檢測到緊刀輸出到位信號后,換刀機(jī)械手第三次動作開始;系統(tǒng)檢測到機(jī)械手原點信號后,機(jī)械手停止輸出[13-14]。

圖 7 換刀機(jī)械手動作流程

圖 8 換刀機(jī)械手扣刀到位松刀輸出
松拉刀動作必須和換刀機(jī)械手動作協(xié)同,讓松拉刀動作發(fā)生在換刀機(jī)械手第二次動作的前后,松刀動作發(fā)生在機(jī)械手第二次動作的開始之前,緊刀動作發(fā)生在機(jī)械手第二次動作停止之后。優(yōu)化控制的目的就是防止換刀機(jī)械手第二次動作停在刀臂原點和扣刀位置的中間,如果此時主軸執(zhí)行松拉刀動作則會出現(xiàn)撞刀故障。如果換刀機(jī)械手第二次動作準(zhǔn)備開始前,機(jī)械手扣刀信號沒有到位,也即第一次換刀機(jī)械手動作停止時,換刀機(jī)械手沒有停在扣刀位置;換刀機(jī)械手第二次動作結(jié)束后,機(jī)械手停止動作,可是機(jī)械手扣刀信號沒有到位,也即第二次換刀機(jī)械手動作停止后,換刀機(jī)械手沒有停在扣刀位置,上述情況下,松拉刀動作不能執(zhí)行[15]。
PLC 控制梯形圖如圖 9 所示:換刀機(jī)械手在整個換刀過程中一共動作三次,定義 R2000.1 為機(jī)械手第一次動作結(jié)束狀態(tài),R2000.2 為第二次動作開始啟動狀態(tài),R2000.3 為第二次動作結(jié)束狀態(tài),R2000.4 為第三次動作結(jié)束狀態(tài)信號,定義 M56 為換刀機(jī)械手動作指令。在優(yōu)化控制程序中,我們重點關(guān)注機(jī)械手第二次動作前后的機(jī)械手扣刀信號R2010.1 的狀態(tài)。如果出現(xiàn)以下四種狀態(tài),都表示換刀機(jī)械手停在異常位置,是主軸松拉刀動作不能執(zhí)行的條件之一:(1)當(dāng)換刀機(jī)械手第一次動作結(jié)束狀態(tài)復(fù)位 R2000.1=0,機(jī)械手第二次動作開始啟動R2000.2=1,但是機(jī)械手扣刀信號未達(dá)到 R2010.1=0;(2)或者換刀機(jī)械手停止動作信號觸發(fā) R2000.5=1,但是換刀機(jī)械手第三次動作未完成 R2000.4=0,機(jī)械手扣刀信號也未到達(dá)R2010.1=0;3)加工中心MDI 工作方式下,主軸返回第二參考點信號未達(dá)到F50.2=0;4)加工中心 AUTO 運行工作方式下,換刀機(jī)械手臂未回到零點位置 R2010.0=0。
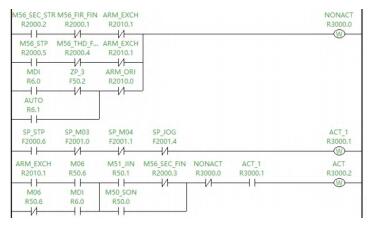
圖 9 防止換刀機(jī)械手停止位置異常優(yōu)化
此外,還可以將上述優(yōu)化功能的 2 和 4 的加載至圓盤式刀庫換刀的優(yōu)化控制功能中,也即主軸旋轉(zhuǎn)或者扣刀信號未達(dá)到時,主軸松拉刀動作不能執(zhí)行。故有,松拉刀動作不能執(zhí)行條件之二:如果主軸處于旋轉(zhuǎn)狀態(tài),F(xiàn)2000.6=1 是主軸靜止?fàn)顟B(tài)反饋信號,并且系統(tǒng) F2001.0 主軸正轉(zhuǎn)、F2001.1 主軸反轉(zhuǎn)、F2001.4 主軸點動的反饋信號都為 0 的狀態(tài)下,認(rèn)為主軸處于絕對靜止?fàn)顟B(tài),輸出 R3000.1 信號。松拉刀動作不能執(zhí)行條件之三:扣刀信號未達(dá)到R2010.1=0,M06 換刀指令不能執(zhí)行;扣刀信號達(dá)到 R2010.1=1,M06 信號才能執(zhí)行。中間變量R3000.2 是松拉刀動作可以執(zhí)行的條件,當(dāng)換刀機(jī)械手處于正常位置 R3000.0=0,主軸處于非旋轉(zhuǎn)狀態(tài) R3000.1=0,則 M50/M51 松拉刀指令可以執(zhí)行。
4、結(jié)語
以往對于主軸松拉刀控制功能的優(yōu)化大多圍繞于主軸松拉刀機(jī)械結(jié)構(gòu)的改進(jìn)與優(yōu)化,以提高主軸系統(tǒng)的穩(wěn)定性與可靠性,利用電氣 PLC 控制功能預(yù)警主軸松拉刀異常動作的優(yōu)化方面(如圖 10),涉及文獻(xiàn)甚少。本文以松拉刀按鈕誤動作、主軸啟動保護(hù)、機(jī)床運行啟動保護(hù)、換刀準(zhǔn)備動作保護(hù)、以及圓盤式刀庫換刀過程中的換刀機(jī)械手停止位置異常保護(hù)為優(yōu)化目標(biāo)展開,所有優(yōu)化程序在 KNDK2000 Ci 數(shù)控系統(tǒng)加工中心上進(jìn)行了可行性驗證,都得以實現(xiàn)且控制效果佳。
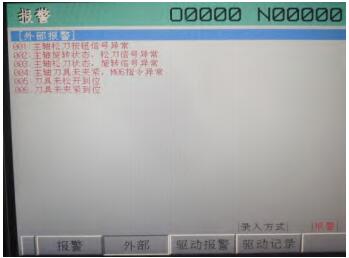
圖 10 KND 數(shù)控機(jī)床試驗報警
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別