



通過刀具主軸的精細運動實現(xiàn)高精度切削
2024-5-31 來源:- 作者:吉岡隼人
【摘要】近年來,隨著產(chǎn)品水平的提高,對加工精度的要求也越來越嚴(yán)格。另外,還希望實現(xiàn)具有微細結(jié)構(gòu)功能表面的三維曲面等更復(fù)雜的形狀加工。在本研究中,為了提高銑削加工的水平,通過使刀具主軸在XY和Z軸方向微動,來減少振動誤差并實現(xiàn)精細圖案加工。具體介紹如下:在主軸頭設(shè)置小型振動單元,通過反饋測量的振動信號,抑制XY平面內(nèi)的誤差;以及在主軸上嵌入超磁致伸縮元件,利用外部磁場進行微小定位的結(jié)構(gòu)。
近年來,為了實現(xiàn)高附加價值的產(chǎn)品和器件,各產(chǎn)業(yè)領(lǐng)域?qū)θS復(fù)雜形狀的加工要求不斷增加。特別是通過表面具有微細圖案而表現(xiàn)出特殊功能的功能表面早已為人所知,被稱為Bio Inspired Manufacturing(仿生制造)的生物模仿制造備受關(guān)注1)。預(yù)計未來將需要在加工三維形狀的同時在其表面加工出精細圖案的技術(shù)。
在表面上形成微結(jié)構(gòu)的MEMS加工技術(shù)的應(yīng)用正在廣泛普及,很多領(lǐng)域都已經(jīng)得到了應(yīng)用。通過應(yīng)用MEMS加工技術(shù),加工單位更小,加工更精細,從而實現(xiàn)更高效的形狀制造。但是MEMS加工技術(shù)在大多數(shù)情況下也存在應(yīng)用上的限制,如受加工對象材料限制,難以適用于任意曲面形狀等。另一方面,由于傳統(tǒng)的機械加工是物理性加工,所以具有可對廣泛的材料進行加工,還可制造溝槽、臺階以及三維曲面等形狀的特點。在對無數(shù)細微形狀的加工中,我們需要讓機器按照其形狀移動,這需要大量的加工時間。
本文以實現(xiàn)機械加工,特別是使用立銑刀銑削加工的高精度和高功能化為目標(biāo),介紹了我們研究小組正在研究的通過使刀具主軸微小位移來提高設(shè)備加工水平的相關(guān)內(nèi)容。
一、 機械加工的高精度化與微驅(qū)動
1.去除加工中的母性原理
機械加工包括利用材料變形的塑性加工,去除材料的切削加工、磨削加工以及研磨加工等多種類型。本文以切削加工,特別是使用立銑刀加工,——即高精度銑削加工為對象。
如圖1所示,銑削加工是利用主軸使多刃刀具高速旋轉(zhuǎn),對工件進行三維相對運動,從而削去不需要的部分,創(chuàng)造出所需加工形狀的加工方法。因此,通過刀具主軸與工件的相對運動,可以加工出任意形狀,而且與MEMS加工技術(shù)相比,可以高效地去除材料。但是,由于是通過刀具進行材料去除,兩者之間的相對運動會直接反映到加工形狀上,因此,當(dāng)?shù)毒呋蚬ぜ娜魏我粋€運動有誤差時,就會產(chǎn)生加工誤差。也就是說,以位移為基準(zhǔn)進行切削加工時,由于機床的運動精度會被反映到加工對象上,所以要求機器在短期和長期的時間內(nèi),保持穩(wěn)定的高精度運動。這在機械加工中被稱為母性原理(Copying principle),將機床和加工零件的關(guān)系比喻為親子遺傳關(guān)系。因此,在銑削加工中,用于旋轉(zhuǎn)立銑刀的主軸以數(shù)千至數(shù)萬轉(zhuǎn)高速旋轉(zhuǎn),為了實現(xiàn)高精度加工,即使在這種狀態(tài)下,也有必要將回轉(zhuǎn)跳動和振動等降低到極限。反過來考慮,如果能夠高速、高精度地控制刀具與工件的相對位移,就有可能實現(xiàn)高質(zhì)量的切削加工。
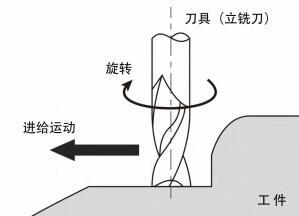
圖 1 使用立銑刀進行銑削
2.主軸的旋轉(zhuǎn)誤差和微小驅(qū)動
機床中主軸的旋轉(zhuǎn)精度是由旋轉(zhuǎn)軸加工精度、所使用的軸承精度、驅(qū)動電機的轉(zhuǎn)矩不穩(wěn)定、裝配精度、軸承潤滑狀態(tài)等多種因素的綜合影響而決定的。因此,無論在機械設(shè)計、裝配工藝以及加工過程中如何考慮條件,都很難完全抑制旋轉(zhuǎn)中的誤差。因此,為了實現(xiàn)更高的精度,在考慮上述問題的基礎(chǔ)上,還需要對加工過程中發(fā)生的旋轉(zhuǎn)引起的誤差進行測量,并通過實時進行某種反饋控制來降低誤差。
對于這種正在加工中的主軸,為了降低誤差而進行反饋的嘗試已經(jīng)有很多報告。最具代表性的例子是,支撐主軸的軸承不使用一般的滾動軸承,而是采用磁軸承,通過電磁力進行非接觸支撐,在抑制旋轉(zhuǎn)時的摩擦和振動的同時,通過控制電磁力來實現(xiàn)高精度旋轉(zhuǎn)。根據(jù)反饋控制系統(tǒng)的構(gòu)成,各種特性的實現(xiàn)和改變都很容易,還存在與滾動軸承組合2)和與空氣靜壓軸承組合。但由于旋轉(zhuǎn)的主軸采用非接觸支承,在剛性方面是不利的,因此在進行一般機械加工的加工中心等方面的應(yīng)用受到限制。
二、在XY平面內(nèi)主軸的微驅(qū)動
主軸旋轉(zhuǎn)中的誤差,如果主軸中心軸為Z軸,則有XY平面內(nèi)(主軸半徑方向)和Z軸方向(主軸中心軸方向)的分量。這里,著眼于XY平面內(nèi),軸方向?qū)⒃诘谌糠种袛⑹觥?/font>
1.旋轉(zhuǎn)同步跳動和旋轉(zhuǎn)異步跳動
主軸旋轉(zhuǎn)過程中的誤差分為旋轉(zhuǎn)角度具有可重復(fù)性的周期性跳動誤差(旋轉(zhuǎn)同步誤差,Repeatable Run-Out,以下簡稱RRO)和與旋轉(zhuǎn)角度無關(guān)的非周期性跳動誤差(Non-Repeatable Run-Out,以下簡稱NRRO)。利薩如圖形如圖2所示。例如,如果主軸存在相對于旋轉(zhuǎn)的不平衡量,則會導(dǎo)致旋轉(zhuǎn)過程中的跳動,這對應(yīng)于旋轉(zhuǎn)同步跳動,由于相對于旋轉(zhuǎn)角度具有可重復(fù)性,所以低速旋轉(zhuǎn)時,可以通過直線軸的定位進行補償。另一方面,NRRO是旋轉(zhuǎn)異步跳動,沒有可重復(fù)性,補償困難。典型的NRRO成分有滾動軸承的滾動體公轉(zhuǎn)周期、保持器的平衡等。另外,雖然數(shù)值大小本身RRO>NRRO,但難以預(yù)測和補償?shù)腘RRO無法抑制對加工表面的影響。因此,本研究以NRRO為對象。
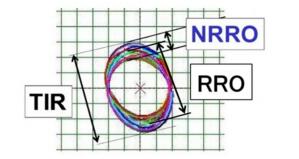
圖 2 Lissajous 圖形中的 RRO 和 NRRO
2. 微驅(qū)動原理及系統(tǒng)結(jié)構(gòu)
由于伴隨主軸旋轉(zhuǎn)的NRRO很難事先正確預(yù)測,因此要進行實時反饋控制。圖3是該系統(tǒng)的結(jié)構(gòu)。
以市場上銷售的精密加工中心為基礎(chǔ)增加了加振系統(tǒng)。由于以數(shù)萬轉(zhuǎn)的速度旋轉(zhuǎn)的主軸本身很難按照誤差進行微驅(qū)動,因此在本研究中,將具有由螺旋馬達驅(qū)動的板彈簧支撐質(zhì)量的單元固定在主軸頭部,通過調(diào)整傳感器測量的誤差信號的增益及相位,將誤差信號反饋到馬達電流中,利用質(zhì)量驅(qū)動產(chǎn)生的反作用力對主軸頭進行振動,從而進行補償。
采用這種方式,主軸的NRRO本身沒有受到抑制,但如前所述,切削加工中,刀具和工件的相對位移非常重要,因此通過連同主軸頭一起進行微小位移來抑制工件或搭載工件的工作臺的位移誤差。
系統(tǒng)通過測量刀具相對于主軸頭的相對位移(①)和主軸頭的振動加速度(②),通過帶通濾波器提取NRRO成分,調(diào)整增益和相位來進行振動反饋。另外,作為評價對象,還同時測量了裝載工件的工作臺到刀具的相對位移(③)。作為對主軸施加振動力的類似研究,也有在異常加工狀態(tài)下的微細加工時減小振幅等例子,但與這些相比,本研究的目標(biāo)在于普通加工時進一步提高精度。
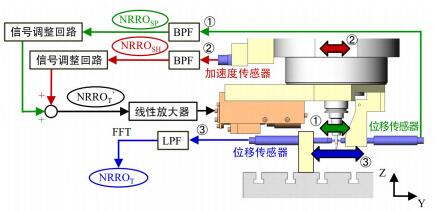
圖3 基于振動的誤差抑制系統(tǒng)的結(jié)構(gòu)
3.精密加工試驗的評價
為了評價所構(gòu)建的系統(tǒng)特性,通過使用立銑刀的精密加工試驗,對系統(tǒng)特性及加工表面進行了評價。在試驗中,為了忽略RRO的影響,采用單刃金剛石立銑刀進行加工,根據(jù)反饋的有無,對NRRO成分的降低率進行了評價。圖4顯示了其結(jié)果。如果只使用主軸的異步振動分量(NRROSP)和主軸頭的異步振動分量(NRROSH)中的任意一個作為反饋信號,有時降低效果不理想,或者相反NRRO也可能增大。另一方面,將兩者合起來進行反饋時,可以確認在30,000及40,000 r/min的任何轉(zhuǎn)速下均有較高的降低效果。
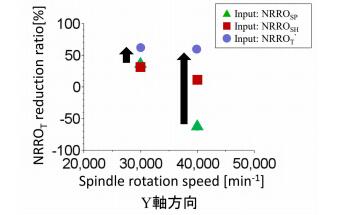
圖 4 y軸方向上NRRO的減小效果
圖5顯示了通過非接觸表面形狀測量系統(tǒng)對實際切削的加工表面進行評價的結(jié)果。由于使用的是半徑約1mm的單刃金剛石立銑刀,表面上球體的一部分凹陷應(yīng)該是均勻排列的,與不加振動相比,在有加振動的情況下,可以確認深度方向的偏差減小了。綜上所述,通過對加工表面的評價,確認了通過對主軸頭進行反饋激振,可以降低NRRO的影響。
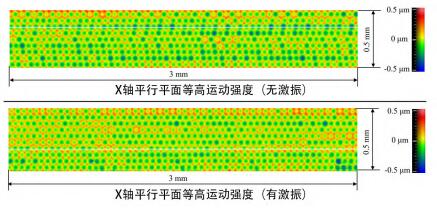
圖5 基于加工面的特征測量的評價
三、 主軸軸方向的微驅(qū)動
1. 軸向的微小位移控制與概念
一般來說,機床主軸為了實現(xiàn)高剛性,都采用重型和大型結(jié)構(gòu),為了配合加工面上無數(shù)的微細結(jié)構(gòu),整個主軸都要進行微細驅(qū)動,導(dǎo)致加工速度下降,效率非常低。為了在切削加工中實現(xiàn)精細結(jié)構(gòu)加工,必須使高速旋轉(zhuǎn)的立銑刀在XY平面以外的旋轉(zhuǎn)軸方向上發(fā)生微小位移。為了配合微細結(jié)構(gòu)實現(xiàn)高響應(yīng)驅(qū)動,最大限度地減小驅(qū)動質(zhì)量是很重要的。也就是說,不是驅(qū)動整個主軸結(jié)構(gòu),而是包括際進行切削加工的立銑刀在內(nèi),驅(qū)動質(zhì)量必須變小。這與精細定位機構(gòu)中的粗微動定位機構(gòu)類似。
2. 驅(qū)動原理和系統(tǒng)結(jié)構(gòu)
在本研究中,如圖6所示,在刀具支承部內(nèi)部嵌入了致動器,僅局部驅(qū)動前端部分,從而使驅(qū)動的慣性質(zhì)量最小化。在切削刀具不旋轉(zhuǎn)的車削加工中,壓電材料作為小沖程、高響應(yīng)的致動器之一,早在20世紀(jì)80年代就有相關(guān)報告。但是,像銑削加工那樣,為了給加工中高速旋轉(zhuǎn)的主軸供電而進行配線,在技術(shù)上還存在很多問題。因此,本研究采用了用超磁致伸縮材料代替壓電材料的設(shè)計。超磁致伸縮材料是一種因施加外部磁場而產(chǎn)生形變的功能性材料,通過合理設(shè)計的磁路,將設(shè)置在非旋轉(zhuǎn)部分的勵磁線圈所產(chǎn)生的磁場進行感應(yīng),可以非接觸地施加到旋轉(zhuǎn)的元件上。
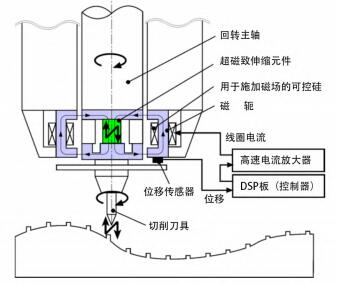
圖6 對帶有超磁致伸縮元件的旋轉(zhuǎn)刀具的局部驅(qū)動
利用將這種超磁致伸縮材料作為致動器嵌入的主軸系統(tǒng),構(gòu)建了三維加工系統(tǒng)。圖7顯示了系統(tǒng)的整體結(jié)構(gòu)。具有臥式三軸機床的結(jié)構(gòu),采用空氣靜壓主軸水平布局,Z軸及X軸采用直線電機驅(qū)動,垂直方向的Y軸采用滾珠絲杠驅(qū)動。通過對超磁致伸縮元件施加磁場,與每個軸上的定位同步,僅在軸向上驅(qū)動刀具部分,為了提高非線性較強的超磁致伸縮元件的定位精度,嵌入環(huán)形電容位移計提供反饋控制。通過組合該刀具的軸方向微動和XYZ軸運動,通過將刀具的軸向精細運動與XYZ軸的運動相結(jié)合,可同時高效地創(chuàng)造三維形狀和表面結(jié)構(gòu)。
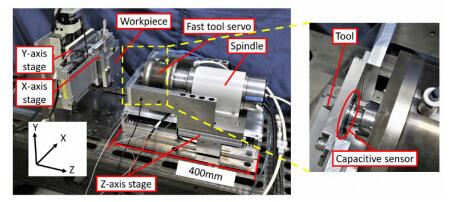
圖7 構(gòu)建的3D加工系統(tǒng)
為100 μm/s,工件材料為無氧銅。圖9顯示了用形狀測量機測量加工后的截面的結(jié)果。當(dāng)切削深度從3~0.1μm改變時,可以確認無論在哪個臺階上,加工的誤差都低于目標(biāo)0.05 μm。當(dāng)加工臺階小于0.2 μm時,臺階形狀變得模糊,這可能是由于軸向定位分辨率及進給軸的直線度問題等原因造成的。因此,加工分辨率被認為可達0.2 μm左右。
此外,通過將進給軸的運動和刀具軸方向的精細運動相結(jié)合,同時加工曲面形狀和表面結(jié)構(gòu)的示例如圖10所示。在如圖所示的加工中,利用XYZ的進給軸在球面上沿凹陷形狀的軌跡運動,與該運動同步在刀具軸方向上施加微小切削量,從而在表面加工出長方形孔形凹坑形狀。刀具旋轉(zhuǎn)速度為15000r/ min,進給速度為5mm /s,凹坑深度為5 μm。如圖所示,從加工的測量結(jié)果可以看出,加工幾乎是按照指令值進行的。另外,總共加工了26個凹坑,平均深度為4.95 μm,可以確認實現(xiàn)了標(biāo)準(zhǔn)偏差為0.14 μm的高精度加工。
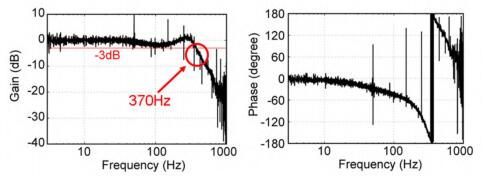
圖8 刀具伺服系統(tǒng)的波特圖
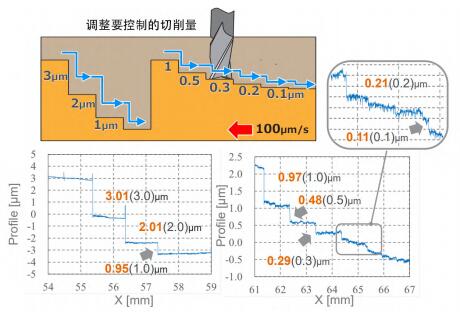
圖9 微切削加工的評價
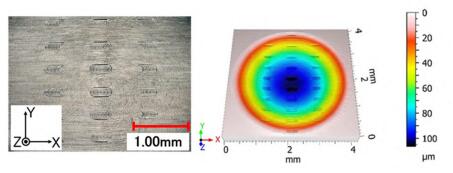
圖10 同時創(chuàng)建曲面形狀和曲面凹坑的示例
四、 結(jié)論
本文的研究是為了提高精密銑削加工的精度和質(zhì)量,通過在刀具主軸上實現(xiàn)各個軸方向的微動功能,實現(xiàn)了高精度加工和精細加工。具體來說,通過將加振單元的驅(qū)動反作用力作用于主軸頭上,可以減少NRRO對主軸的影響,通過在旋轉(zhuǎn)主軸中嵌入了由超磁致伸縮元件組成的非接觸式微動機構(gòu),并在加工過程中與進給軸的運動同步,實現(xiàn)了同時高效進行形狀加工和紋理加工的系統(tǒng)。此次嵌入主軸的超磁致伸縮元件是一種功能性材料,具有與壓電元件相似的特性。正如壓電元件不僅可以用作致動器,還可以用作傳感器一樣,超磁致伸縮元件在受到外力時也會改變其磁導(dǎo)率。值得一提的是,此次開發(fā)的基于超磁致伸縮元件的微動機構(gòu)還具有用作加工狀態(tài)監(jiān)測傳感器的潛力,有望得到進一步發(fā)展。希望通過該系統(tǒng)實現(xiàn)接觸檢測功能、加工力監(jiān)測功能以及位移控制和振動附加功能等在精密加工中有用的功能。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況