



絲杠磨損對數(shù)控機(jī)床進(jìn)給系統(tǒng)摩擦特性的影響研究
2021-8-24 來源:東方電氣集團(tuán)東方電機(jī) 華中科技大學(xué) 作者:陳文平 潘捷
摘要: 摩擦是影響數(shù)控機(jī)床進(jìn)給系統(tǒng)傳動精度的主要因素之一。絲杠磨損會改變進(jìn)給系統(tǒng)摩擦,降低其傳動精度,影響加工產(chǎn)品質(zhì)量。本文針對絲杠磨損引起的摩擦特性變化,基于 Stribeck 摩擦模型對比分析了絲杠未磨損和磨損區(qū)域的摩擦曲線。結(jié)果表明: 絲杠磨損后中低速階段的摩擦呈現(xiàn)強(qiáng)烈非線性,與 Stribeck 模型描述不相符; 模型相對誤差高達(dá) 13. 0% ,遠(yuǎn)高于未磨損區(qū)域的 3. 2% 。因此,摩擦特性的變化能反映絲杠磨損狀態(tài)變化。
關(guān)鍵詞: 數(shù)控機(jī)床; 滾珠絲杠; 磨損; 摩擦特性
1、引言
絲杠長時(shí)間使用時(shí),受工件的切削負(fù)載沖擊和零部件間的摩擦等因素影響,滾道表面金屬疲勞脫落,滾珠與滾道間接觸發(fā)生改變,造成進(jìn)給系統(tǒng)摩擦特性變化。摩擦的存在降低了工作臺運(yùn)動的平穩(wěn)性,使跟隨誤差偏大。
對于摩擦引起的運(yùn)動精度問題,學(xué)者們多通過建立精確的摩擦模型來估算摩擦,并以此為基礎(chǔ)進(jìn)行摩擦補(bǔ)償,以減小摩擦的影響。傅瑩等[1] 基于LuGre 摩擦模型,建立機(jī)器人轉(zhuǎn)動關(guān)節(jié)的摩擦模型,并通過實(shí)驗(yàn)驗(yàn)證了模型的正確性。Shubo Wang等[2]針對伺服系統(tǒng)的摩擦特性,建立非線性連續(xù)可微摩擦模型,并提出相應(yīng)的自適應(yīng)補(bǔ)償方法來提高系統(tǒng)的控制性能。Alexander Keck 等[3]針對線性驅(qū)動軸的摩擦,建立 ElastoPlastic 摩擦模型,并作為摩擦前饋補(bǔ)償?shù)膮⒖紒硖岣呦到y(tǒng)運(yùn)動性能。ZhangLibin 等[4]以 CFSM 模型來描述機(jī)器人關(guān)節(jié)的滯后效應(yīng),與 Stribeck 模型相比,提高了慢動作機(jī)器人關(guān)節(jié)扭矩的預(yù)測精度。Qing Pan 等[5]針對液壓系統(tǒng)的摩擦,結(jié)合滯后薄膜動力學(xué) 和 Bouc-Wen 模型對Stribeck 和 LuGre 模型進(jìn)行修正,實(shí)驗(yàn)結(jié)果表明,在流體潤滑狀態(tài)下,修正后的模型在描述摩擦力-速度環(huán)的滯后行為方面更精確。陳浩等[6]針對直線電機(jī)滑臺的摩擦特性,提出考慮加速度影響的 Stribeck 摩擦模型,并通過實(shí)驗(yàn)驗(yàn)證摩擦模型的準(zhǔn)確性。上述研究多是針對特定系統(tǒng),采用相應(yīng)模型去描述系統(tǒng)的摩擦特性,但是絲杠磨損引起的摩擦變化尚未可知,摩擦模型能否適用還有待驗(yàn)證。
為探究絲杠磨損對進(jìn)給系統(tǒng)摩擦的影響,本文在絲杠特性測試平臺上設(shè)計(jì)相關(guān)實(shí)驗(yàn),通過絲杠磨損和未磨損區(qū)域?qū)崪y摩擦力矩的對比分析,得到絲杠磨損對進(jìn)給系統(tǒng)摩擦的影響規(guī)律。
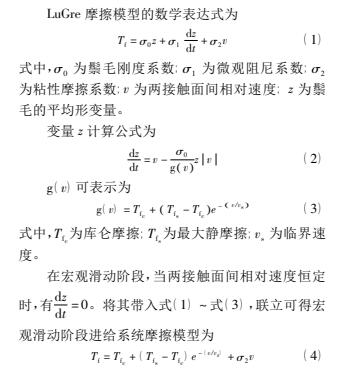
2、經(jīng)典摩擦模型
LuGre 模型是目前應(yīng)用較為廣泛的摩擦力模型,該模型利用摩擦接觸面間彈性鬃毛形變的平均量來描述摩擦的動態(tài)行為[7]。如圖 1 所示,將兩接觸面看作是充滿彈性鬃毛的剛性表面,接觸面產(chǎn)生相對位移后,接觸面上鬃毛發(fā)生不同程度變形,此時(shí)接觸摩擦是鬃毛彈性變形產(chǎn)生回復(fù)力的合力。
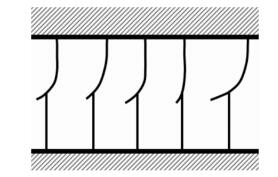
圖 1 LuGre 模型中的接觸鬃毛
該模型也是 Stribeck 模型。在速度較低時(shí),摩擦力與速度呈非線性關(guān)系,摩擦力隨速度增大而先減小后增大; 在速度較高時(shí),摩擦力與速度幾乎呈線性關(guān)系。Stribeck 模型曲線變化見圖 2。
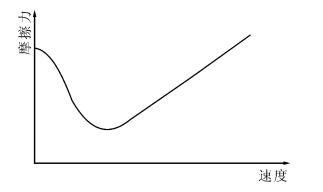
圖 2 Stribeck 模型曲線變化
3、絲杠特性測試平臺
在絲杠特性測試平臺上開展相關(guān)研究工作(見圖3) 。由圖可知,控制系統(tǒng)主要有 PMAC 運(yùn)動控制卡和安川∑7 系列伺服驅(qū)動器,機(jī)械組成部分有安川∑7 系列伺服電機(jī)、梅花形聯(lián)軸器、軸承座、Rexroth 滾珠絲杠副、直線導(dǎo)軌和工作臺。測試平臺配有多種傳感器,見圖 3b 橢圓框。由圖可知: 在兩聯(lián)軸器間安裝有 Kistler 4501A100R 扭矩傳感器,用于測量絲杠的扭矩信號; 在直線導(dǎo)軌旁安裝有海德漢公司的 LS477 光柵尺,用于測量工作臺的位置; 絲杠螺母上貼有溫度傳感器,用于實(shí)時(shí)監(jiān)測絲杠螺母的溫度。
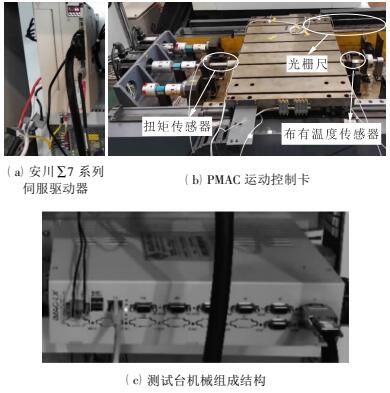
圖 3 絲杠特性測試平臺
測試平臺上安裝的絲杠在150~300mm 區(qū)域滾道表面磨損嚴(yán)重,并在長時(shí)間放置后該區(qū)域已經(jīng)出現(xiàn)銹蝕(見圖4b) 。由圖 4 可知,絲杠未磨損區(qū)域的滾道表面光滑,而磨損區(qū)域的滾道表面存在許多金屬銹斑,且分布不均勻。
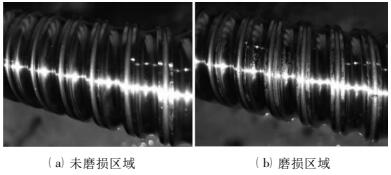
圖4 絲杠未磨損區(qū)域和磨損區(qū)域比較
4、絲杠磨損對摩擦的影響分析
測試平臺中,安裝在不同位置上的絲杠磨損程度不同,可用于對比分析絲杠磨損對摩擦的影響。為得到進(jìn)給系統(tǒng)的摩擦曲線,在測試平臺上進(jìn)行多組恒速空運(yùn)行實(shí)驗(yàn)。工作臺的運(yùn)動速度為 60 ~20000mm /min,且速度間隔不等,共計(jì)進(jìn)行 70 組實(shí)驗(yàn)。為保證實(shí)驗(yàn)過程進(jìn)給系統(tǒng)各零部件間充分潤滑,在實(shí)驗(yàn)前或泵油后令工作臺先往返運(yùn)動多次。
為降低溫度變化對摩擦力矩測量的影響,實(shí)驗(yàn)過程采用 Agilent 的 34972A 數(shù)據(jù)采集儀對螺母溫度進(jìn)行實(shí)時(shí)監(jiān)控,以保證實(shí)驗(yàn)溫度波動范圍較小。處理數(shù)據(jù)時(shí),絲杠兩端預(yù)留一定距離,以減小加減速和絲杠反向間隙對摩擦力矩的影響。取絲杠行程 50~ 450mm 的數(shù)據(jù)作為有效數(shù)據(jù)信號,并將其按位置區(qū)間劃分為若干段,分別統(tǒng)計(jì)速度和絲杠扭矩信號均值。取絲杠未磨損區(qū)域和絲杠磨損區(qū)域的實(shí)測摩擦力矩進(jìn)行比較,結(jié)果見圖 5。
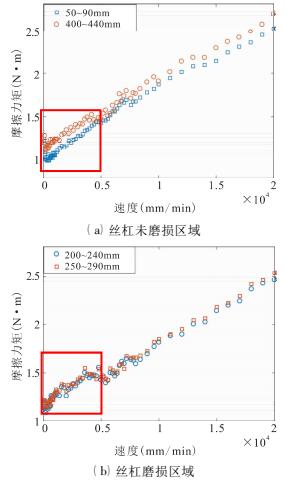
圖 5 絲杠未磨損區(qū)域和磨損區(qū)域的實(shí)測摩擦力矩比較
由圖 5 可以看出,絲杠磨損后進(jìn)給系統(tǒng)的摩擦曲線出現(xiàn)明顯分段。在中低速階段,絲杠磨損區(qū)域的摩擦曲線較未磨損區(qū)域表現(xiàn)出強(qiáng)烈的非線性,這與 Stribeck 模型曲線不符; 在高速階段,兩者趨勢相同,摩擦力矩與速度幾乎呈線性關(guān)系,這與高速階段Stribeck 模型曲線相一致。由此可知,在中低速階段絲杠磨損對進(jìn)給系統(tǒng)的摩擦有較大影響。
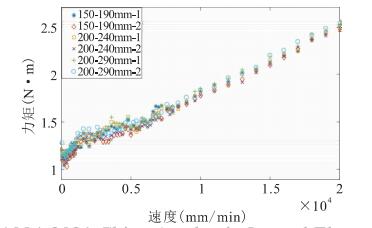
圖 6 絲杠磨損區(qū)域的實(shí)測摩擦力矩
圖 6 為絲杠磨損區(qū)域的實(shí)測摩擦力矩。摩擦特性測試平臺進(jìn)給系統(tǒng)的速度分割點(diǎn)選取可參考圖 6。可知,摩擦曲線的速度分割點(diǎn)在 5000mm /min 左右。因此,本文選取 5000mm /min 為速度分割點(diǎn)。
以 Stribeck 摩擦模型作為基礎(chǔ),利用遺傳算法對中低速階段和高速階段的摩擦力矩和速度進(jìn)行參數(shù)辨識,結(jié)果見圖 7 和圖 8。由圖 7 可知: 在中低速階段,絲杠未磨損區(qū)域的實(shí)測摩擦力矩隨速度提升先減小后增大,增長速率幾乎保持穩(wěn)定,這與 Stribeck 模型描述相符,模型最大相對誤差為 3. 2% ; 絲杠磨損區(qū)域的實(shí)測摩擦力矩隨著速度提升先減小后逐漸增大,但是增長速率卻逐漸減小,摩擦曲線趨于平緩,這與 Stribeck 模型描述不符,此時(shí)模型最大相對誤差達(dá) 12. 9% 。由圖 8 可知,在高速階段,絲杠未磨損區(qū)域和磨損區(qū)域的實(shí)測摩擦力矩與速度幾乎呈線 性 關(guān) 系,最大模型相對誤差分別 3. 3% 和3. 5% ,因此 Stribeck 摩擦模型可以描述高速階段實(shí)測摩擦力矩的變化。
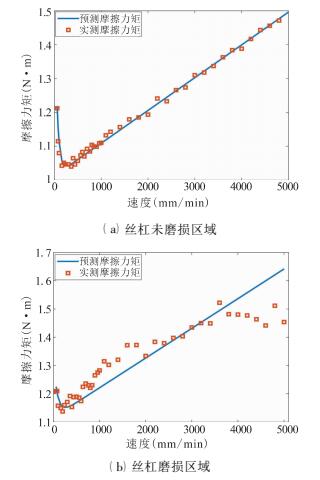
圖7 中低速階段摩擦力矩的預(yù)測值與實(shí)測值比較
對不同位置上的實(shí)測摩擦力矩和速度數(shù)據(jù)進(jìn)行參數(shù)辨識,中低速階段的模型及最大相對誤差見表1。由表 1 可知,受絲杠磨損影響,中低速階段 Stribeck 摩擦模型無法描述磨損區(qū)域的摩擦變化,其最大相對誤差達(dá) 13.0% ,遠(yuǎn)高于未磨損區(qū)域的最大相對誤差 3.2% 。
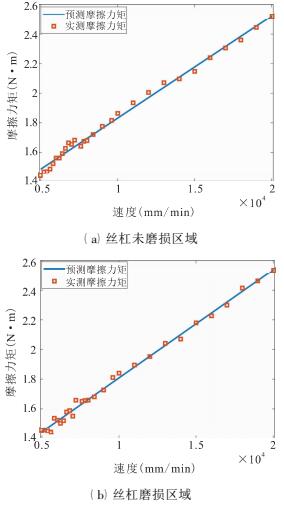
圖 8 高速階段摩擦力矩的預(yù)測值與實(shí)測值比較
表 1 中低速階段摩擦模型及其最大誤差
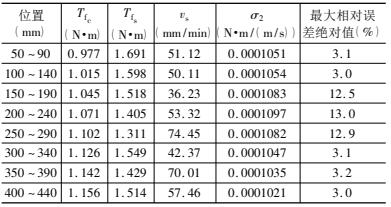
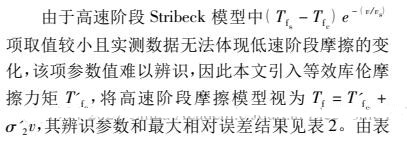
表 2 高速階段摩擦模型及其最大誤差
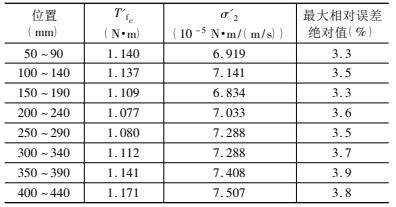
可知,絲杠磨損對摩擦的影響較小,經(jīng)典摩擦模型可以描述摩擦力矩的變化趨勢,模型相對誤差在 4. 0%以下。在高速階段,由于潤滑油在絲杠轉(zhuǎn)速較高時(shí)會在接觸面間形成動壓油膜,絲杠磨損引起表面質(zhì)量的改變對摩擦特性的影響明顯降低。
5、結(jié)語
本文針對絲杠磨損引起的摩擦變化,通過絲杠特性測試平臺的相關(guān)實(shí)驗(yàn)數(shù)據(jù),以 Striebck 摩擦模型為基礎(chǔ),對比分析了絲杠磨損和未磨損區(qū)域的摩擦曲線,得到絲杠磨損主要在中低速階段對進(jìn)給系統(tǒng)的摩擦影響較大,且摩擦表現(xiàn)為非線性,這時(shí)經(jīng)典Stribeck 模型無法描述其摩擦力矩的變化,模型相對誤差達(dá) 13.00% ,遠(yuǎn)高于未磨損區(qū)域的模型誤差3.2% 。后續(xù)可對絲杠磨損狀態(tài)下的摩擦特性進(jìn)行建模,為摩擦補(bǔ)償提供參考來提高傳動精度。也可以結(jié)合大量實(shí)驗(yàn)數(shù)據(jù),利用摩擦特性的改變來表征絲杠的狀態(tài)改變。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別