



PCKF1825 可逆雙反擊錘式破碎機回轉部的優化設計
2020-4-3 來源:北方重工富勒( 沈陽) 礦業有限公司 作者:趙冬博 李樂
摘要:針對 PCKF1825 可逆雙反擊錘式破碎機在實際投入使用后發現的諸多問題,進行了深入的研究和分析,運用 Solidworks 軟件對回轉部建立三維模型,優化關鍵部件并對主軸進行仿真模擬校核,最終達到了降低設備維護成本、延長部件使用壽命、強化設備整體性能的目的。
關鍵詞:可逆雙反擊錘式破碎機 回轉部 錘頭 錘盤 Solidworks 主軸
PCKF1825 可逆雙反擊錘式破碎機是一種新型的破碎設備,回轉部是其關鍵部件,盡管該設備與傳統 PC 型錘式破碎機相比有諸多優勢,但在實際使用中也存在錘頭、錘柄組件更換率高,錘盤磨損嚴重等問題,這給設備的使用效率和經濟效益帶來直接影響。為解決上述問題,運用 Solidworks 軟件對設備回轉部進行了優化設計和主軸校核。優化后的設備在投入使用后,提高了整體性能,滿足了設計和工作要求。
1、 PCKF1825 可逆雙反擊錘式破碎機
PCKF1825 可逆雙反擊錘式破碎機( 以下簡稱:PCKF1825 錘破) 破碎原理是物料通過錘頭組件的高速旋轉將其打擊,在經歷兩次破碎后進入主破碎腔,高速沖向左右兩側的鋸齒形齒板,通過被錘頭和齒板的反復破碎,最后從出料口排出,完成破碎。設備主要由破碎機主體、電動機、液力偶合器及液壓站等組成。破碎機主體主要由中箱體、側箱體、底座部及回轉部組成。
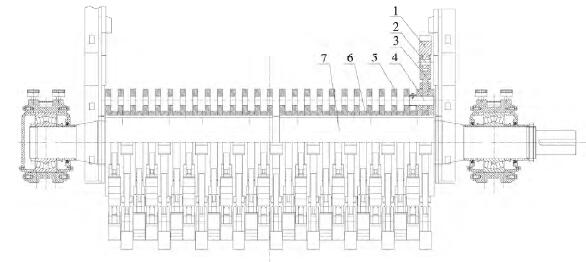
圖 1 原回轉部結構示意
1—錘頭; 2—錘頭銷軸; 3—錘柄; 4—錘柄銷軸; 5—錘盤; 6—隔套; 7—主軸
回轉部( 見圖 1) 是整臺設備的核心部分,主要由主軸、錘盤、錘頭組件及軸承座等組成。其回轉部采用大轉子多錘頭,電機為高速度。同樣的電機功率,當轉子直徑加大時,其線速度加快,從而可加大打擊力度,提高破碎能力,節省能源。主軸的兩端支撐在軸承座上,軸承選用專用軸承,可自動調心,能承受較大的動載荷和震動。軸上固定有許多錘盤,在錘盤之間通過錘柄銷軸連接錘頭組件,錘頭組件由錘頭、錘柄、錘頭軸、錘柄軸等組合而成。錘頭采用了特種耐磨合金材料制成,安裝好的錘柄、錘頭可正反兩面使用。回轉部是可逆的,當一側錘頭與反擊板磨損過大時,可使轉子反向旋轉,利用錘頭與反擊板的另一面工作,盡可能的延長使用壽命。
2 、優化設計的必要性
盡管 PCKF1825 錘破與傳統 PC 型錘式破碎機相比有諸多優勢,例如采用由特種耐磨合金材料制造的鋸形齒板和錘頭,金屬利用率高; 可逆的回部,具備高轉速、大破碎比、能耗低的性能,可以正反轉進行工作,提高了錘頭和齒板的利用率,延長了其使用壽命; 左、右箱體下部的偏心調節器使破碎腔內左右箱體同步變化,克服了分點調節因錯位而引起的同側箱體間隙不均,保證出料細度均勻,提高出料細度百分率等特點; 但在設備實際投入使用后,尤其是在破碎鐵礦石的過程中,出現了以下問題:
( 1) 錘頭組件磨損很快。錘頭組件( 見圖 2) 是錘式破碎機最為關鍵的零部件之一,PCKF1825 錘破原設計所采用的是組合式的錘頭,由錘頭、錘柄和銷軸等零件組成,其中錘柄是焊接件,是連接錘盤和錘頭的重要部件。盡管錘頭的材質是耐磨合金,在破碎物料過程中,尤其是破碎鐵礦石時,即便礦石硬度為中等硬度,錘頭組件的磨損率依然很高。按設備每天平均工作 16 h 計算,大概 4 ~ 5 d 就要將 1臺份( 共計 104 個) 錘頭組件全部更換 1 次,更換至少需要 1 ~ 2 d。在更換的同時還需要對錘頭組件進行配裝,個別錘頭組件還需要打磨修整。

圖 2 原錘頭組件結構示意
錘頭組件磨損率過高的主要原因是錘柄,因為錘柄是焊接件,耐磨性不高,而其本身又是連接錘盤和錘頭的主要部件,所以在破碎物料的過程中,錘柄的磨損在所難免,而且錘柄的過度磨損直接影響錘頭對破碎物料的使用效率及性能,同時也無法給錘頭良好的支撐。尤其是當錘柄磨損率達到某一程度時,將無法固定和支撐錘頭,在轉子極大的慣性力作用下,錘頭很可能受到離心力的作用,脫離錘柄,隨慣性飛出,在破碎機腔內不規則運動,對設備生產安全和使用壽命產生嚴重影響。此外,錘頭的磨損使其有效的打擊面積變小,在運轉中不能對物料進行充分的打擊破碎和對錘盤及主軸進行有效的保護。
( 2) 錘盤磨損嚴重。對于磨損的問題不止于錘頭組件,錘盤的磨損也同樣存在,尤其是錘盤的外圓,PCKF1825 錘破破碎腔有效長度為 2 458 mm,在該跨度中均勻分布 27 個錘盤,錘盤直徑為 800 mm,單個錘盤的厚度為 40 mm,兩個錘盤之間圓周方向均布 4 個錘頭組件,整個回轉部的錘頭交叉排列。雖然設備運行時回轉部是高速運轉的,物料在破碎腔內受到錘頭的打擊破碎,但也有部分物料在受到打擊產生反彈之后會不規則的打擊到錘盤外圓,錘盤外徑與左、右箱體最小距離至少有 500 mm,給物料足夠的勢能和打擊空間,再加上物料被打擊到齒板之后所產生的反彈力,這對于普通碳鋼材質的錘盤是極大的沖擊,尤其對錘盤外圓更是造成嚴重的磨損。原設計并未充分考慮上述幾點,也未針對錘盤外圓進行有效的耐磨保護,進而造成錘盤外圓磨損嚴重。原錘盤結構示意見圖 3。
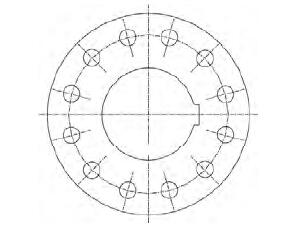
圖 3 原錘盤結構示意
3、 改進方式及優化設計
通過對上述問題的分析、研究與總結,決定對PCKF1825 錘破回轉部進行針對性的優化設計。在保證左、右箱體所組成的破碎腔空間尺寸不變的情況下進行改進優化。
3. 1 錘頭的改進和優化設計
將原來的組合式錘頭改為一體式錘頭,取消不耐磨的焊接錘柄。同時,加大錘頭的外廓尺寸,增加破碎的有效面積,提高錘頭整體的耐磨性,通過對鑄造工藝的研究,在鑄造時加入磁性元素,使新型錘頭表面呈弱磁性,這樣在破碎鐵礦石時,物料粉末就可被吸附在錘頭上,對錘頭進行有效的保護。通過理論設計和設備實際運行情況分析,新錘頭( 見圖 4) 采用整體鑄造結構,錘頭厚度由 90 mm增加到 110 mm,整體長度變短至 390 mm。將錘頭設計變短的原因主要是: 降低錘頭受到離心力和慣性力矩的影響,提高錘頭的運轉安全性; 降低更換錘頭的時間和經濟成本。通過計算和 SolidWorks 模擬分析,對錘頭的質量和打擊平衡中心進行了重新計算,同時保留原錘柄位置的限位塊設計,錘頭重量由39 kg 降至 29 kg。
改進后的錘頭外廓尺寸更大,破碎物料的有效面積更大,取消錘柄、銷軸等零件,也避免了錘柄的不耐磨和銷軸因受到循環應力而產生松動或斷裂[1]。使錘頭的耐磨性、安全性、使用壽命都有所提高,同時對錘盤也起到了更好的保護作用。

圖 4 改進后錘頭結構示意
3. 2 錘盤的改進和優化設計
在回轉部整體外徑保持不變的基礎上,由于錘頭整體變短,所以錘盤外徑相應增加,由 800 mm增加到 1 125 mm,進一步減小了物料在破碎腔內對錘盤的打擊空間,使物料在更合理的破碎腔空間內被高效破碎。改進后的左、右兩端的錘盤( 見圖5) 厚度由 40 mm 變為 45 mm,中間錘盤( 見圖 6) 厚度由 40 mm 變為 33 mm,圖 5、圖 6 中錘盤圓周黑色邊緣部分是在錘盤外圓堆焊耐磨層[2],堆焊厚度約為 5 mm,目的是為了保護錘盤,提高耐磨性。
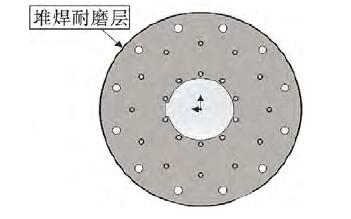
圖 5 端部錘盤結構示意
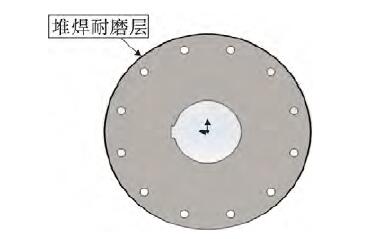
圖 6 中間錘盤結構示意
3. 3 回轉部整體改進和優化設計
在對回轉部兩個主要零件改進后,再將錘盤、錘頭進行重新布置,由于錘頭的外廓尺寸加大,錘盤的厚度也有所變化,所以在保證主軸整體裝配長度不變的情況下,將錘盤間距由 53 mm 變為 61 mm,錘盤總數由原來的 27 件/臺變為 26 件/臺,錘頭數量由原來的 104 件/臺變為 100 件/臺。其次,由于錘盤外徑的增大,在裝配過程中,為保證各錘盤之間的間距及垂直度,在每兩個錘盤之間增加 1 個支撐隔套。支撐隔套的固定方式是將隔套一端采用斷續焊的方式與錘盤焊成一體裝配在主軸上[3]。改進后的回轉部結構示意見圖 7。
3. 4 利用 Solidworks 校核主軸
在對回轉部優化設計后,雖然整體結構形式變化不大,但主要零部件的尺寸、重量、數量等參數均有所改變,這些參數的改變對主軸的強度產生了一定的影響,使主軸承受的總載荷有所增加。原回轉部主軸上承載的部件總重為 8 143 kg,改進后總重增 加至9 583 kg ,總 載荷增加 了約18 個百 分 點 。
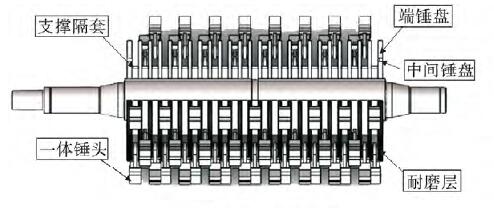
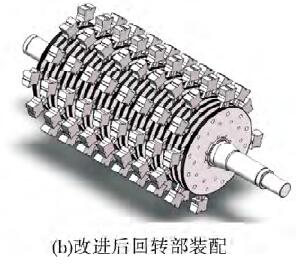
圖 7 改進后的回轉部結構示意
運用 Solidworks 對主軸進行模擬分析,在固定主軸兩端軸承座位置的圓柱面后,對主軸的主要承載表面均布施加 一 個 100 kN 的 外部 載荷,然 后通 過Solidworks 對主軸進行強度運算得出結果。運算主要考察主軸的應力、位移及應變情況,看其是否仍滿足設計要求。運算結果見圖 8。由運算結果可知,主軸的最大應力為4. 56 MPa,最大位移量為 0.011 mm,最大應變為1.3 × 10- 5。由于主軸材質為 45 號鋼,調質后的抗拉強度為 590 MPa,根據軸的材質和抗拉強度,查詢機械設計手冊[4]得其許用應力為 95 MPa。主軸的最大應力遠小于其許用應力,最大位移和最大應變對主軸及回轉部的整體影響也極小,基本可忽略不計,故主軸仍滿足設計和工作要求。
4、 結 論
( 1) 通過對 PCKF1825 可逆雙反擊錘式破碎機回轉部的性能研究,結合設備在實際運行中回轉部錘頭、錘盤等部件出現的問題,運用 Solidworks 三維軟件建立模型,對回轉部、錘頭、錘盤進行結構分析和優化設計,對改進后主軸重新校核,確認仍滿足設計和工作要求。
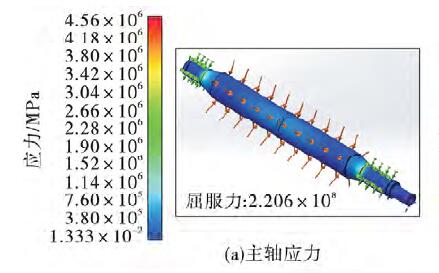
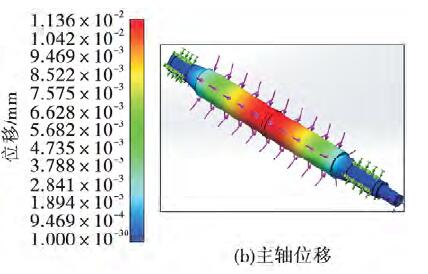
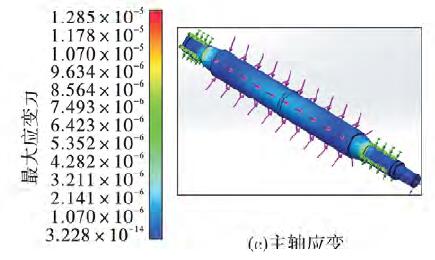
圖 8 主軸強度校核
( 2) 采用一體化高強度錘頭、錘盤堆焊耐磨層等設計方案使部件的耐磨性和抗沖擊性均有很大改善,提高了 PCKF1825 可逆雙反擊錘式破碎機的技術性能。
( 3) 據現場實際應用情況反饋,改進后錘頭平均使用壽命由 5 d 增至近 20 d,錘盤磨損情況有了根本性改善,更換錘頭的次數和更換時長也明顯降低,設備運行時間和使用效率明顯提高,降低了維護成本和更換部件所產生的費用,提高了經濟效益。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

