



軸承套圈端面圓弧槽磨削砂輪修形方法
2020-3-4 來(lái)源:洛陽(yáng) LYC 軸承 航空精密軸承實(shí)驗(yàn)室 作者: 巨恒偉 徐衛(wèi)東 劉友國(guó) 張艷麗
摘要: 分析軸承套圈端面圓弧槽傳統(tǒng)加工方法( 數(shù)控銑槽 + 手工砂紙打光) 存在的問題,基于 840D 數(shù)控系統(tǒng),通過(guò)輔助軟件 WINWOP 技術(shù)將砂輪修整成形后進(jìn)行成形磨削,詳細(xì)介紹了砂輪修形過(guò)程。改進(jìn)后的工藝方案徹底解決了二次定位的基準(zhǔn)不統(tǒng)一問題,圓弧槽尺寸及表面質(zhì)量均達(dá)到技術(shù)要求。
關(guān)鍵詞: 球軸承; 圓弧槽; 砂輪修整; 數(shù)控編程; 磨床
軸承套圈端面槽加工一般采用數(shù)控銑槽,然而銑槽工序一般在淬火前,淬火后槽面有一定腐蝕并且有黑皮,所以在熱處理后通常再安排手工打光工序,以提高表面質(zhì)量。但對(duì)于航空軸承,其對(duì)外觀和表面粗糙度要求較高,目前方式已不能滿足客戶需求,成為生產(chǎn)加工中的瓶頸。傳統(tǒng)端面磨削只能磨削平面類工作面,為了突破生產(chǎn)瓶頸,在配置 840D 數(shù)控系統(tǒng)的平面矩臺(tái)磨床上,將銑槽和手工光飾合并為修形磨削工序,并利用計(jì)算機(jī)輔助軟件 CAXA 和 WINWOP 編制砂輪修形磨削程序。
1、 加工工藝性分析
軸承內(nèi)圈端面槽結(jié)構(gòu)如圖 1 所示。內(nèi)圈端面槽深為10- 0. 1mm,圓弧為R6+ 0. 20mm 。加工難點(diǎn)為:8 個(gè)均布的圓弧槽 ( 對(duì)稱) ,加工過(guò)程中需要找正定位,而端面槽與圓弧砂輪交叉部分為一條圓弧線,找正難以控制; ELB 矩臺(tái)磨床自身不具備圓弧修整模塊。
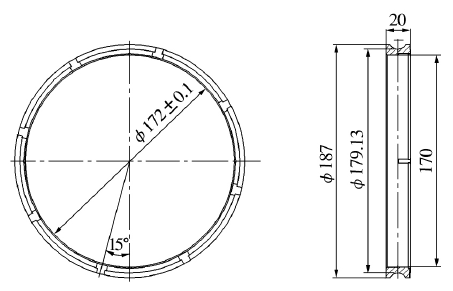
圖 1 槽結(jié)構(gòu)示意圖
2 、技術(shù)措施
基于 840D 數(shù)控系統(tǒng)的 ELB 矩臺(tái)磨床自身帶有一個(gè)放置工件的磁性橫向平臺(tái)及一個(gè)立式砂輪修整器,砂輪隨砂輪軸橫向往復(fù)磨削并且同時(shí)做縱向、垂直進(jìn)給,從而保證工件平面磨削功能。加工所用分度盤為平面分度盤,結(jié)構(gòu)原理類似于三爪卡盤,調(diào)節(jié)卡盤蝸桿可以使夾持尺寸在一定范圍內(nèi)達(dá)到無(wú)級(jí)調(diào)整,卡盤可用于內(nèi)外支承且 8 塊卡爪夾持面為圓弧形狀,能夠防止套圈裝夾變形。針對(duì)內(nèi)圈端面圓弧槽的加工難點(diǎn),采取措施為:
1) 利用分度盤將工件定位,使加工過(guò)程中 8個(gè)槽的加工基準(zhǔn)統(tǒng)一。
2) 利用 WINWOP 軟件編制砂輪程序( 圖 2) ,將砂輪修整成 R6+ 0. 20mm,在修整過(guò)程中需要聯(lián)合2 個(gè)金剛筆( D1,D2,如圖 3 所示) 對(duì)砂輪左右兩邊進(jìn)行圓弧修整,圓弧修整分段如圖 4 所示。
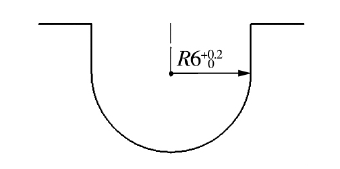
圖 2 模擬砂輪形狀

圖 3 D1,D2修整器
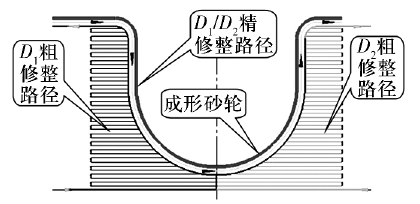
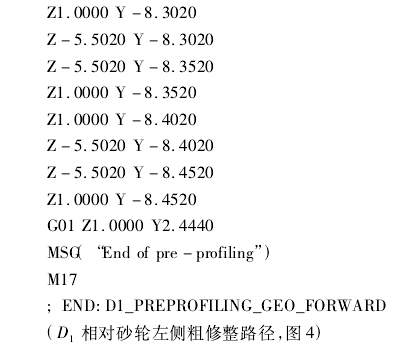
圖 4 粗、精修整示意圖
3 、數(shù)控編程
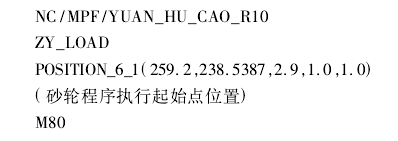
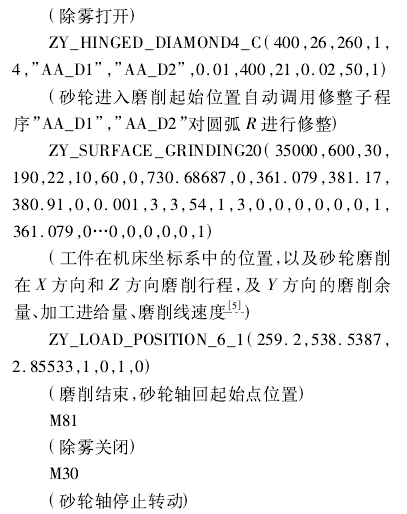
3. 1 砂輪成形修整主程序
基于西門子 840D 系統(tǒng)編制的砂輪修整整合程序?yàn)?
3. 2 砂輪成形修整子程序
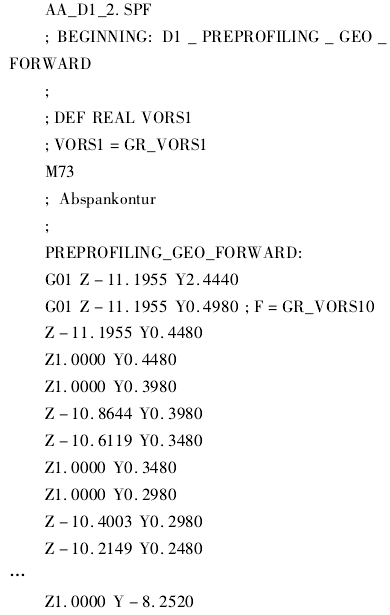
3. 2. 1 粗修整子程序
3. 2. 2 精修整子程序
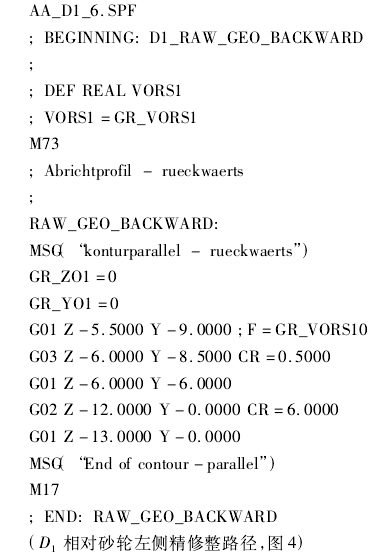
( D1相對(duì)砂輪左側(cè)精修整路徑,圖 4)右側(cè)砂輪修整子程序類似左側(cè)砂輪粗、精修整程序,如子程序 AA_D2。
4、 工藝方案及效果
改進(jìn)后的工藝方案去掉了銑圓弧 R 和打光圓弧槽工序,在終磨端面工序后增加磨削端面圓弧 R工序。采用砂輪成形修整磨削加工工藝,使多道工序合并簡(jiǎn)化,提高了套圈端面圓弧槽的尺寸精度和表面質(zhì)量,降低了勞動(dòng)強(qiáng)度,滿足了用戶需求。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別