


超細刀具的齒槽加工方法
2023-12-26 來源:沈陽飛機工業(yè)( 集團) 有限公司 作者:孫玉鋼,張秀云等
摘要: 在一些超細刀具的制造過程中,產(chǎn)品報廢率極高。若在刀具進行熱處理之前進行齒槽加工,熱處理之后往往會產(chǎn)生嚴重變形且無法校正,從而造成報廢; 熱處理之后進行齒槽加工極易造成刀具退火,導致硬度降低,嚴重影響刀具的使用性能。通過分析該類刀具的特點,結(jié)合目前的設(shè)備加工能力,采用帶有強冷的設(shè)備,通過設(shè)計一套工裝來實現(xiàn)該類刀具的加工,不僅大幅提高了生產(chǎn)效率,刀具質(zhì)量也得到了保證。
關(guān)鍵詞: 超細刀具; 齒槽加工; 工裝; 生產(chǎn)效率; 刀具質(zhì)量
1、引言
刀具生產(chǎn)過程中,一些超細刀具的加工難度高,極易造成報廢,且生產(chǎn)效率低。為了解決這一難題,通過分析該類刀具的特點,對現(xiàn)有加工方法和設(shè)備進行綜合分析,研制出一套簡易可行的工裝,實現(xiàn)該類刀具的快速加工,并且通過多次加工實踐表明,該方法不但大大降低了產(chǎn)品報廢率,而且大幅提高了產(chǎn)品的加工效率。
2、齒槽加工方法分析
2. 1 超細刀具的特點
在加工超細刀具時,可將刀具看做細長軸類零件。細長軸通常是指長度與直徑的比值( 簡稱長徑比) 大于 10 的軸。該類刀具在制造過程中通常存在以下幾個特點:
①開槽困難,開槽過程中容易產(chǎn)生讓刀; ②熱處理后,在磨削過程中容易產(chǎn)生形狀誤差( 如腰鼓形誤差) ; ③磨削過程中容易產(chǎn)生多角形振痕; ④加工過程中容易產(chǎn)生徑向圓跳動; ⑤該類刀具兩端不能制中心孔,只能制反頂尖。
2. 2 刀具齒槽的傳統(tǒng)加工方法
( 1) 熱處理前加工齒槽
方法簡介: 按照一般刀具加工的方法,在熱處理前用銑床銑削齒槽,熱處理淬、回火后采用刃具磨床磨削。采用該方法需在加工時每批增加要求刀具數(shù)量的 20% 左右,然后在全部加工刀具中篩選出合格刀具,但即使這樣,每批刀具往往也不能足量交付。
存在的缺點: 由于該類刀具太細,熱處理后部分刀具變形嚴重,無法進行校正,即使能夠校正也往往造成刃部損壞,刃具磨床磨削時無法修復,從而造成大量刀具報廢,制造成本較高,且會嚴重影響產(chǎn)品的交付工期。
( 2) 熱處理后加工齒槽
方法簡介: 刀具在熱處理之前不進行銑削齒槽,在熱處理之后直接用刃具磨床進行磨削齒槽。
存在的缺點: 由于刃具磨床沒有冷卻系統(tǒng),在加工過程中,進給量稍大就會導致刀具刃部退火,從而造成刀具報廢,且加工效率低,例如一件直徑 φ3、刃長 30 的刀具,僅開槽工序就需花費 4h 以上; 部分具有螺旋齒槽的刀具應用這種方法進行加工時,由于刃具磨床沒有螺旋槽磨削裝置,全憑工人的個人經(jīng)驗和手法來進行加工,螺旋槽的尺寸精度無法保證。
3、刀具齒槽新加工方法
由上述分析可知,因熱處理前加工齒槽的方法需要對熱處理工藝進行諸多改進,且牽扯較多人力物力,所以在此并不做深入研究,本文主要針對熱處理后加工齒槽法進行改進。
3. 1 超細刀具齒槽熱處理后加工注意事項及要求
①消除刀具殘余應力。刀具在磨削前,應增加校正和消除應力的熱處理工序,避免磨削時由于內(nèi)應力而使工件彎曲。
②合理選擇砂輪。選用粒度較粗、硬度較軟的砂輪,以提高砂輪的自銳性。為了減少磨削力,也可將較寬的砂輪修狹。
③合理修整砂輪。粗磨的砂輪一定要修整得鋒利,選用尖角的金剛鉆并采用較大的走刀量修整。磨削過程中,還要經(jīng)常修整使砂輪保持鋒利狀態(tài)。
④合理選擇磨削用量。開始磨削時,工件呈彎曲狀態(tài),砂輪作間斷磨削,因此最初幾次接觸時要慢且吃刀量要小,以減小沖擊力。
3. 2 設(shè)備選取
由于熱處理后加工齒槽法存在諸多弊端,該方法所用普通刃具磨床在加工精度以及加工能力上都達不到理想要求。以目前現(xiàn)有加工設(shè)備為例,需用到兩種新型的先進磨削設(shè)備。
進口 S11 型萬能工具磨床: 該磨床為德國DECKEL 公司研發(fā)的萬能工具磨床,設(shè)備加工精度高,適合各類精磨刀具加工,且能實現(xiàn)螺旋槽磨削,彌補了普通工具磨床的不足。缺點是自身沒有冷卻裝置,有時需要人工冷卻。
數(shù)控磨床: 該設(shè)備為 SCHNEEBERGER 公司研發(fā)的三坐標五軸數(shù)控磨床,加工能力強,能加工各類普通軸類刀具和特殊型面刀具,且加工精度高,設(shè)備具有密閉的加工環(huán)境和優(yōu)秀的冷卻系統(tǒng)。
存在的缺點: 一些較長、較短類刀具因超出其工范圍會導致機床報警而無法進行加工; 加工一些尾柄較短的刀具時往往會磨削到夾套,造成嚴重的安全事故; 大多采用一端裝夾的方式進行刀具加工,加工一些超細刀具時不但加工效率低,而且有時還會使刀具折斷,從而造成安全事故。
3. 3 刀具齒形新加工方法
3. 3. 1 工裝設(shè)計
采用進口 S11 型萬能工具磨床進行該類刀具齒槽加工,經(jīng)多次試驗得出,當吃刀量達到 0. 02mm 以上時,刀具有明顯的退火跡象。增加人工冷卻后效果有所改觀,但是要多增加一名操作人員協(xié)助完成,因此和普通工具磨床相比在加工效率和質(zhì)量上并沒有明顯改進。所以主要考慮在數(shù)控磨床上實現(xiàn)該類刀具的加工。
對于超細刀具加工,數(shù)控磨床存在無法裝夾的問題,為了彌補這一問題,設(shè)計如下工裝來實現(xiàn)裝夾加工。其中,圖 1a 為加工方法的工裝裝配主視圖,圖 1b 為圖 1a 中的 A - A 剖視圖。
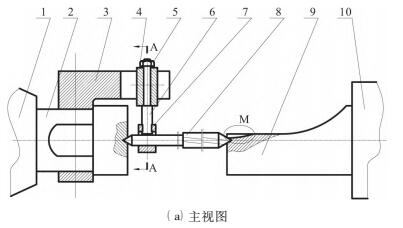
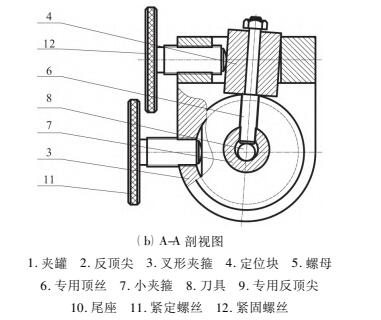
圖 1 工裝設(shè)計
3. 3. 2 工裝使用說明及功能實現(xiàn)
首先,刀具在熱處理之前不進行銑削齒槽,熱處理之后在刀具兩端磨制 60°錐面; 將叉形夾箍裝配在反頂尖上,調(diào)整叉形夾箍的位置,使緊定螺絲擰緊時正好固定在反頂尖的平臺上,如圖 1b 所示; 將反頂尖裝夾在數(shù)控磨床的夾罐上并夾緊; 將尾座裝在數(shù)控磨床上; 將專用反頂尖裝配在尾座上,裝配時使專用反頂尖的平臺方向向上,調(diào)整尾座位置,將該類刀具裝配在反頂尖和專用反頂尖上,用磁力千分表組件檢測直線度,調(diào)整尾座的位置,直到直線度合格為止; 將定位塊裝配在專用頂絲上,擰緊螺母,此時,定位塊能夠在專用頂絲上做輕滑合及旋轉(zhuǎn)運動; 卸下刀具,將小夾箍與刀具裝配,調(diào)整適當位置,擰緊專用頂絲組件; 裝配小夾箍和刀具組合結(jié)構(gòu),使刀具兩端的 60°錐面裝配在反頂尖和專用反頂尖的反窩上,同時保證定位塊在叉形夾箍的叉型槽內(nèi),擰緊緊固螺絲,使定位塊緊貼在叉形夾箍的叉型槽內(nèi)測。
在數(shù)控磨床中設(shè)置該類刀具的齒槽參數(shù),槽型加長 2mm 左右。在加工第一件刀具時,將砂輪的走刀速度和磨削深度等參數(shù)值調(diào)低,因為在磨削時,會磨削到專用反頂尖的平臺上表面。加工完成第一件刀具的齒槽后,在專用反頂尖的平臺上表面會形成與該類刀具齒槽完全相同的槽型( 圖 1a 中 M 處) ,從第二件刀具開始,由于專用反頂尖的平臺上表面已經(jīng)存在與該類刀具齒槽完全相同的槽型,給加工帶來足夠的進刀空間,所以開始按正常的加工速度進行加工。
3. 3. 3 新加工方法的應用注意事項
①中心孔有良好的接觸面,刀具本身的反頂尖要經(jīng)過精磨,為了減少中心孔和反頂尖的摩擦,磨削過程中還要經(jīng)常添加潤滑油。
②加工齒槽時要減少尾座反頂尖的壓力,尾座反頂尖的壓力應比一般磨削小,這樣可以減小刀具壓力所引起的彎曲變形,同時還可減小刀具在磨削時因膨脹伸長所引起的彎曲變形。
③調(diào)整冷卻液管噴頭的位置,使冷卻液能直接噴在切削點位置,以達到最好的冷卻效果,從而避免刀具刃部退火。
3. 3. 4 新加工方法的優(yōu)點
①能實現(xiàn)刀具的快速裝夾。
②能夠?qū)崿F(xiàn)各類直齒和螺旋齒槽的加工。
③加工過程中,可以采用很小的吃刀量和較高進給速度來彌補加工效率低的問題。
④有極佳的冷卻裝置,從而避免刀具刃部退火。
⑤通過雙頂尖的方式裝夾,有效避免了由一端裝夾而造成的磨削讓刀問題和刀具折斷等安全事故問題。
⑥能夠從根本上解決刀具合格率問題和加工效率問題,采用該方法加工的刀具合格率均達到 99%以上,且所用工時是原方法的 1 /5 ~ 1 /8。
4、結(jié)語
該齒槽加工方法經(jīng)過實際生產(chǎn)應用,有效避免了因熱處理造成的大量刀具報廢,使加工的該類刀具合格率均達到 99% 以上,加工效率也大幅提升,從而大大降低了該類刀具的加工成本。該加工方法也已經(jīng)在其他產(chǎn)品加工上得到了應用推廣。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況