


缸蓋噴油嘴孔、挺桿孔密封槽去毛刺工藝及刀具應(yīng)用
2020-4-12 來(lái)源: 江蘇高精機(jī)電裝備有限公司 作者:吳 勝
摘要:分析了機(jī)械切削加工產(chǎn)生的毛刺對(duì)被加工零件精度及性能的影響,詳細(xì)闡述了缸蓋專機(jī)生產(chǎn)線噴油嘴孔、挺桿孔密封槽去毛刺工序的所用加工工藝及刀具的使用效果。
關(guān)鍵詞:缸蓋;噴油嘴孔;挺桿孔;密封槽;毛刺;刀具
0 引言
目前,在發(fā)動(dòng)機(jī)零部件制造中,雖然已采用精鑄、精鍛、精沖等新技術(shù)、新工藝,但機(jī)械加工仍占零件機(jī)械總加工量的60%左右。在零件加工制造過(guò)程中,不同的加工制造方法在不
同程度上都會(huì)產(chǎn)生毛刺,而工件材料、工件結(jié)構(gòu)形狀、切削用量、刀具類型和幾何參數(shù)、走刀方向等都是影響毛刺生成的主要因素。
機(jī)械切削加工產(chǎn)生的毛刺直接影響著被加工工件的尺寸精度、表面粗糙度及檢測(cè)精度,還會(huì)造成配合零件間的干涉、卡死而致工件裝配困難,甚至造成產(chǎn)品質(zhì)量事故,引起其功能突發(fā)失效而危及設(shè)備和人員的安全。毛刺是工件在制造過(guò)程中產(chǎn)生的多余部分,許多零件經(jīng)機(jī)械加工后去毛刺是必不可少的。在機(jī)械加工中清除被加工零件上的毛刺,是一件既不起眼又很令人煩惱的工作,尤其是在大批量生產(chǎn)中,去毛刺工序往往出人意料地耗費(fèi)著較大的精力和費(fèi)用。
1 、加工狀況分析
2009年,我公司為山東某發(fā)動(dòng)機(jī)公司提供缸蓋加工專機(jī),主要用于加工缸蓋氣門導(dǎo)管底孔、閥座孔、噴油嘴孔及挺桿孔,其噴油嘴孔及挺桿孔密封槽的去毛刺工序加工效果一直不理想。如圖1所示,噴油嘴孔及挺桿孔在完成孔的精加工后,又進(jìn)行孔內(nèi)密封槽的加工。僅在去毛刺加工工藝的處理上,不論是先加工槽還是先加工孔,槽內(nèi)側(cè)孔口的毛刺都是一般的刀具無(wú)法清除干凈的。
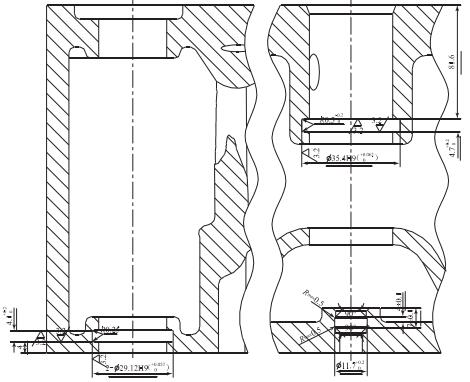
圖1 挺桿孔及噴油嘴孔加工工序圖
如圖2所示,在原機(jī)加工線都是采用機(jī)械刷去毛刺的工藝,刷絲材料為準(zhǔn)0.2鋼絲(高強(qiáng)度鋼或不銹鋼),這是一種簡(jiǎn)便的去毛刺方法,其特點(diǎn)是刷子與工件接觸壓力小,轉(zhuǎn)速高,能有效地進(jìn)行切削與拋光,比較適用于半精加工或精加工后有輕微毛刺和要求表面光潔度高的零件,它不僅能產(chǎn)生光飾作用,還能消除加工表面的應(yīng)力,提高耐磨性和抗疲勞強(qiáng)度。但這種機(jī)械刷對(duì)于毛刺大于300 μm(0.3 mm)的零件效果并不好。由于槽口的毛刺較硬,鋼絲刷效果不好,客戶又用手工方式去一次毛刺,工作效率較低。客戶現(xiàn)場(chǎng)還有用磨料刷(氧化鋁、碳化硅等合成材料絲)去除毛刺,效果也不滿意。
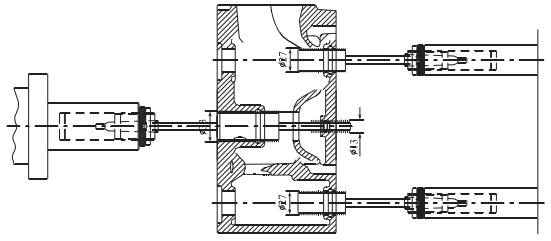
圖2 機(jī)械刷去毛刺加工示意圖
2、新型彈性去毛刺刀具的使用
隨著客戶進(jìn)行工藝細(xì)化、重視邊緣工藝工作的展開(kāi),對(duì)零件的毛刺、清潔度等問(wèn)題愈加重視,通過(guò)多方、多渠道尋找咨詢,寧波格立特機(jī)電設(shè)備有限公司提供了一種瑞士HEULE新型舍棄式彈性去毛刺刀具,經(jīng)在客戶現(xiàn)場(chǎng)做工藝試驗(yàn),效果良好。該刀具及其工作原理如圖3所示,新型舍棄式彈性去毛刺刀具是由一硬質(zhì)合金涂層(TIN)、兩面有刃可換刀片及一帶有簧片裝置的刀桿組成的。刀具從初始位置開(kāi)始過(guò)孔時(shí),主軸不旋轉(zhuǎn),刀片依靠孔壁的力量轉(zhuǎn)至刀片的球頭部位接觸工件且沿孔壁表面穿過(guò)孔,到達(dá)槽中間處時(shí)刀片離開(kāi)孔壁表面,在彈簧力作用下完全伸出刀桿表面,恢復(fù)刀片的初始位置,此時(shí)主軸旋轉(zhuǎn)工進(jìn)→主軸旋轉(zhuǎn)后退工進(jìn)→槽中間主軸停止旋轉(zhuǎn)→后退至孔內(nèi)→完全退出孔。入口處刃口接觸工件會(huì)有劃痕,進(jìn)入工件后是刀片的球頭部位(圖4)接觸工件,故不會(huì)劃傷工件,不影響精度,但仍留有痕跡,通過(guò)與用戶溝通,用戶表示可以接受。
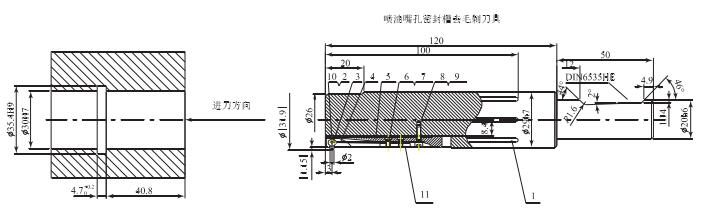
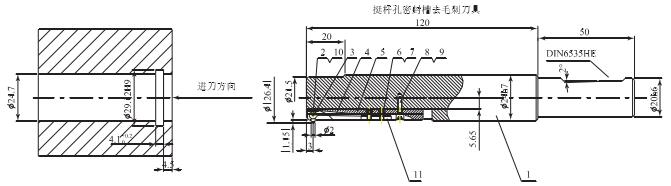
圖3 新型舍棄式彈性去毛刺刀具工作原理及刀具圖

圖4 刀片球形頭部設(shè)計(jì)
使用該刀具前需增加吹氣處理,以去除前切槽工序積留在環(huán)槽及孔內(nèi)的切屑,避免刀片受到損傷,保證該刀具的加工可靠性及延長(zhǎng)刀具壽命。
3、 結(jié)語(yǔ)
新型舍棄式彈性去毛刺刀具的切削工藝,實(shí)際上是對(duì)槽口進(jìn)行倒角去刺,該刀具解決了專機(jī)上主軸不能徑向進(jìn)給而產(chǎn)生的無(wú)法讓刀問(wèn)題;而且由于刀片壓制成型、有(TIN)涂層,故該刀具切削性能穩(wěn)定、壽命長(zhǎng):刀具切削刃為微弧形,倒出的角呈微弧形狀,特別干凈,在專機(jī)批量加工中取得了令人滿意的效果。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別