


瓦爾特:高科技絲錐 - 研發真諦
2015-9-1 來源:數控機床市場網 作者:瓦爾特
新材料的攻絲
瓦爾特“Eco”絲錐是行業的佼佼者,多年來一直保持最佳暢銷勢頭。為了應對新材料的加工挑戰,瓦爾特提供了新一代高科技絲錐“Eco Plus”。通過大量的研發工作,“ECO plus”產品的性能上了一個新的臺階。
絲錐的質量和加工可靠性至關重要,因而在絲錐制造廠成功確定一道工序后,決不輕易更改,除非有很充分的理由。作為精密刀具專家的瓦爾特公司,肯定了解這一點。因此,瓦爾特專注于質量和持續性:1999年以來,用于盲孔螺紋(Walter Prototyp Paradur®)和通孔螺紋(Walter Prototyp Prototex®)的“Eco”絲錐產品系列已連續多年成為刀具細分行業最暢銷產品之一。
"Eco-nomical"螺紋切削
盡管我們有大量長期使用的成功案例,但是在某些時候,即使最暢銷的產品也會開始老化而需要更新。這是因為行業要求在不斷變化,包括與使用的材料有關。這些材料越復雜,對加工這些材料的刀具就要求越高。汽車業的曲軸和凸輪軸的抗拉強度不斷地增加。對于日益擴大的能源行業來說,穩定性是其核心競爭力之一。風電裝置的轉子通過成百上千個螺紋連接,旨在能承受多年的最大載荷。對于耐高溫材料的應用而言,攻絲越來越具有挑戰性。這促使瓦爾特的研發工程師研發出更加優秀的產品。通過長時間研發,在“Eco”的基礎上,我們研發出了“Eco Plus”產品。“自15年前上市以來,‘Eco’(現在是‘Eco Plus’)就一直代表‘economic(經濟性)',也就是說,最佳的性價比。這是一款優秀的刀具,”瓦爾特全球螺紋加工產品管理的負責人Timo Mager說。
、絲錐研發項目經理Jürgen•Birk(右)定期討論Eco Plus的發展狀況")
螺紋產品經理TimoMager(左)、絲錐研發項目經理Jürgen•Birk(右)定期討論Eco Plus的發展狀況
材料創新帶來的挑戰
對于這類高品質絲錐而言,用戶別無他求,只關心一件事情——穩定性。攻絲是工件的最后加工工序之一。也就是說,如果刀具斷在孔中,那么通常來說,引起的損失無法估量。最理想的情況是,斷在孔中的刀具還能侵蝕處理;最壞的情況是,整個零件報廢。由于存在這類風險,你能夠理解客戶對絲錐的特別關注。即使只有細微的崩刃,他們也會快速更換刀具,不管它們還剩下多長的使用壽命。“由于材料和加工方法的變化,即使是Eco產品系列,也開始受到影響。人們老是抱怨絲錐崩刃或者刀具使用壽命的波動性增大”,TimoMager根據公司以往的經驗表達了自己的意見。“我們無法接受這樣的事實,我們必須趕上現代材料帶來的日益增長的需求步伐,研發出新刀具。”
韌硬度還是硬韌度?
刀具最重要的因素是基材有最佳平衡的硬韌比。換句話說,保持刀具壽命與加工可靠性之間的平衡。瓦爾特Zell am Harmersbach工廠絲錐開發項目經理Jürgen Birk說:“咱門舉一個可能是最為人知的例子——金剛石,我們知道它是最硬的材料。但是,不能隨意敲打金剛石,否則,它將變得粉碎。為什么?因為硬度達到極點,表示韌性較差。因此,每一位機械加工人員的夢想是總所周知的‘橡膠金剛石’。我們還沒有為Eco Plus絲錐開發出類似的新基體材料,但我們正在努力。”得益于一種特殊的熱處理工藝(需要在相應溫度下進行特殊的調質處理以及專門優化的后處理過程),瓦爾特工程師已經研發出了足夠硬而且韌性大的粉末冶金高速鋼基體材料。
這聽起來簡單,但實際上是一個非常漫長的過程,正如產品經理TimoMager所說:我們花了大量的時間研發,才最終明白韌硬比是絲錐崩刃增加的根本原因。最初,我們嘗試了不同的磨削工藝和涂層。后來,我們集中全部的注意力在熱處理工藝的參數上。這是把握正確方向的關鍵步驟。”

正在使用的瓦爾特PrototypParadur®內冷Eco Plus絲錐
螺紋硬度測試
正如其他公司一樣,瓦爾特研發人員也不愿意透露研發細節,但是,項目經理Jürgen Birk還是透露了一些蛛絲馬跡。Zell有十多臺先進機床投入研發工作。但是,這些十分引入注目的機械不是用于生產,而是專門用于標況下測試。鉆頭、銑刀和絲錐都重復同樣的動作,他們全部由計算機自動控制。研發負責人一直坐鎮相關測試機床。他監測工藝過程,評估刀具性能,而且在發生故障時,馬上采取相應措施。“每次試驗開始時,我們都要抽調經驗豐富的主要技術骨干加入試驗,”Birk說。“我們設計出3~5種基體,并制作了試驗刀具。我們總是在同一臺機床上生產試驗刀具,以減少加工制造的影響。”然后開始實際試驗:刀具在標準化材料上攻螺紋,直至刀具使用壽命結束。這涉及到數千個螺紋孔,需要花一周的時間。我們進行了一系列試驗,涉及到采用5種不同熱處理工藝生產的三個規格的刀具,試驗持續時間長達約15周。盡管過程費時,但非常值得。
客戶現場試驗
試驗階段取得較好效果只是成功的開端,更重要的是用戶現場應用。刀具性能只能通過在實際生產工況下的實踐才能證明。為了確定刀具適合實際用途,瓦爾特共安排了47次現場試驗。研發團隊對試驗結果相當滿意:取得積極成果。換句話說:通過實踐證明,與所試驗的其他同類刀具相比,Eco Plus絲錐壽命更長,崩刃更少。6次現場試驗得出了中性結果。他們達到的性能水平與其他同類刀具一樣。實地試驗中,沒有得出負面結果。
瓦爾特在一家高精密傳動技術公司的制造廠進行了一次實地試驗。該公司生產齒輪箱、行星齒輪、伺服驅動器和專用驅動器等零件。試驗中,選擇了由不銹鋼制成的鎖緊圈作為試驗工件。試驗采用了一臺松浦(Matsuura)加工中心攻盲孔螺紋,螺紋直徑為M6,螺紋深度為16毫米。在線速度為5米/分時,內冷Paradur® Eco Plus 的使用壽命為1071個螺紋孔。其他同類刀具的使用壽命僅有720個螺紋孔,而且與瓦爾特絲錐相比,他們的切削參數降低到3米/分。因此,Paradur® Eco Plus性能優勢為48%。

瓦爾特PrototypParadur® Eco Plus絲錐
螺紋好,一切皆好
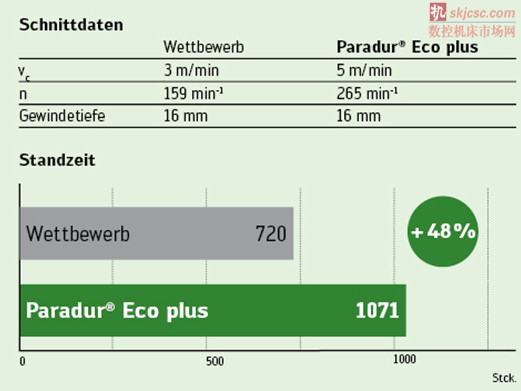
在一家高精密傳動技術公司的制造廠進行了一次實地試驗;結論:經過實踐證明,與同類產品相比,瓦爾特PrototypParadur® Eco Plus絲錐的性能優勢為48%。
試驗所取得的成功是瓦爾特研發人員的智慧結晶:“Eco Plus產品系列的新韌硬比和優化的表面組織結構完全適合所有復雜螺紋加工,”Birk說。“它不僅適合那些視可靠性為第一要務的客戶,而且還適合整個金加工行業的用戶安全的加工螺紋孔。Eco Plus代表了加工可靠性高,生產效率高。”Eco Plus產品系列可用于多種應用——不僅用于通用機械行業,也用于航空工業、汽車工業和能源行業。瓦爾特的這款絲錐幾乎可用于所有材料:純鈦、短屑和長屑鋁合金、球墨鑄鐵和可鍛鑄鐵、350~1100 N/mm2的不銹鋼以及350~1400 N/mm2的鋼材。它的確是一款萬能通用刀具,可提高加工過程的經濟性,減少絲錐的種類。為了滿足客戶需要,讓更多的客戶從中受益,該絲錐產品系列在不斷擴大,我們在2014年推出了加工UNC和UNF螺紋的產品。那么,現在還會出現絲錐崩刃嗎?“這已經不是問題了,”TimoMager說:“2014年初,我們進行了分析,沒有接到任何相關的投訴。”
瓦爾特官方微信

投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

