


防錯技術在齒輪類零件加工中的應用
2018-12-3 來源:西安法士特汽車傳動 中鋼集團西安重機 作者:糾永杰 黃引團
摘要: 本文結合齒輪類零件生產加工實際,采用 PFMEA 和防錯方法,以預防為出發點進行工藝開發設計,在工藝開發過程中識別出潛在的缺陷發生的風險,并進行有效改善,最大可能的規避了質量問題的發生,使生產質量水平得到了大幅的提高。
關鍵詞: PFMEA;防錯;齒輪加工
0 引言
隨著技術的不斷發展,產品的更新換代周期越來越短,同時顧客對產品質量的要求也越來越高,面對這種形勢,企業要想在激烈的市場競爭中取得優勢,必須提升自身的質量觀,將顧客的需求作為質量符合的標準。以前“逐步改善”的質量模式已跟不上新形式的發展,制造業的大多數企業都面臨著質量升級的瓶頸。“
零缺陷”質量管理以極高的生產效率、極低的不良成本,體現了一個企業的管理水準和競爭力。
1 、零缺陷質量管理
在質量管理的發展歷程上,20 世紀 60 年代,由美國的菲利普·克勞士比最早提出“零缺陷”的口號。強調預防系統控制和過程控制,要求全體工作人員“從開始就正確地進行工作”,“第一次就把事情做對”,使產品符合對顧客的承諾要求,從而保證產品質量和工作質量。
零缺陷理論在質量定義上,質量是滿足顧客的需求;在系統上是預防,預防產生質量;工作標準是零缺陷,堅信缺陷的發生是有根源的,缺陷是可以避免的。零缺陷理論被廣泛應用于制造過程的改善,實踐經驗表明,通過預防,質量成本可以永久的降低。
設計時通過充分的風險辨識,尋找缺陷產生的根源,通過有效的對風險進行預防和檢測,將生產運行中可能遇到的質量風險化解在初始階段,同時利用防錯方法來有效避免缺陷的發生,最大程度消除產品在生產過程中可能發生的缺陷,直至全制造過程達到一次合格的目標。
2 、過程失效模式與后果分析
過程失效模式及后果分析(PFMEA)是一種綜合分析技術,其目的是通過分析和識別產品制造過程中可能出現的失效模式,及這些失效模式可能引發的后果,有的放矢地制定預防措施,從而最大限度的降低質量不過關的可能性,確保產品符合標準。PFMEA 內容包括識別與產品相關的過程潛在失效模式;評價對過程和顧客的潛在影響;識別潛在制造或過程失效模式;評價對顧客的影響;識別潛在制造或裝配失效的原因,確定減少失效或找出失效條件的過程控制變量;對潛在失效模式分級,建立考慮糾正措施的優選體系。PFMEA 的主要分析步驟:
①明確分析范圍;
②評價可能會造成產品質量不合格的問題,并分析這些問題一旦出現可能對產品質量和客戶造成的潛在影響,同時對這些影響就嚴重程度進行評級;
③針對每個潛在失效模式,盡量找到其失效原因和原理,然后有針對性的制定預防措施;
④編制潛在失效模式分級表,優先控制可能會造成巨大不利影響的失效模式;
⑤根據失效模式影響的分析結果,找出系統中的薄弱環節,制定和實施各種改進措施,并跟蹤控制措施的實施情況,更新失效模式分級表。
潛在模式的綜合風險評估最終歸結為風險順序數(RPN),RPN 是嚴重度(S),頻度(O)和探測度(D)的乘積,RPN 越高,意味著風險越大,它使我們能夠對問題的輕重緩急進行排序,但確定“可接受”風險的時候必須意識到優先級別的選取應當建立在對嚴重度、發生頻度、探測度的分析上,而不是通過 RPN 閥值來決定。 我公司對 RPN 的規定為:一般情況下,不管 RPN 的結果如何,當嚴重度 S>8 時,必須采取糾正措施。
PFMEA 應始終反映最新水平及最近的相關措施,它是一個動態文件。PFMEA 是質量管理的升級,它將“持續改進”上升到“提前預防”。相關人員應更新自身思路,適應PFMEA
要求,最大限度的避免質量風險。
3 、防錯技術概述
PFMEA 找出了過程中的潛在風險,但 PFMEA 自身并不是解決問題的工具,解決問題需要采取防錯技術,防錯技術是指通過運用一些技術、裝置和標準,去預測、阻止或者發現差錯,以實現產品零缺陷的過程方法。防錯技術以人為本,預防為主,在缺陷發生之前就及時得到發現。
防錯技術具有以下特點:
①可以對產品全檢,但不增加操作者的勞動負荷;
②只有滿足規定的操作要求,作業過程才能繼續;
③差錯發現及時,可以快速糾正;
④設置成本低。
運用防錯方法除了消除產品缺陷、減少返工返修,提高產品合格率外,還能提高人員的作業效率,縮短新員工的培訓周期,提高換型時間,改善作業安全性等作用。根據防錯的有效性,防錯可分成以下三個等級:
①不制造缺陷:通過工藝設計,確保零件在制造過程中避免質量問題發生,對于可能發生的缺陷在預先得以設防,其中工藝工程師是建立防錯體系的主導者。
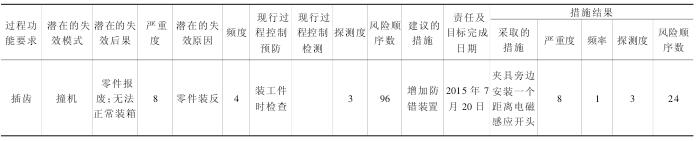
表 1同步器滑動齒套 PFMEA 分析案例

表 2 同步器滑動齒套 PFMEA 分析案例
②不傳遞缺陷:缺陷在某個工序產生并被當場發現,通過采用各種技術方式防止缺陷流入下道工序。
③不接受缺陷:此工序發現前道工序造成的缺陷。其中不制造缺陷是有效性級別最高的,成本也最低。機加工過程中的防錯技術應用主要有零件夾緊定位防錯、斷刀監測、刀具識別、零件加工尺寸防錯、零件漏工序加工防錯、零件類型防錯等幾種類型。
防錯的思路要遵循工業工程中的 ECRS 原則。針對存在的問題,要盡可能從源頭上消除,如果不能消除,則考慮采用替代的方式,避免依賴于操作者的技能或責任心去防止差錯。在必須依賴于操作者的作業環境中,應盡量采用重組、合并等方法,簡化操作步驟,以減少差錯環節,同時采用檢測手段及時發現差錯。
綜上,生產線的防錯設計應基于過程失效模式及后果分析(PFMEA)。在工藝規劃的初期,工藝方案一旦確定,由工藝工程師主導,質量工程師、維修工程師、生產線調度等參加的工作小組,必須對每一道工序展開透徹的工藝過程潛在失效模式分析,將所關心的每道工序中可能發生的缺陷的危害性即嚴重度、缺陷形成原因所決定的頻度、缺陷控制方法所決定的不可探測度等要素通過設定的標準予以量化,評判出各種失效模式的風險等級,并提出相應的預防措施,據此作出詳盡的質量控制計劃,對其中高風險的工藝過程制訂周密的防錯計劃。
工藝工程師借助工藝過程失效模式及后果分析,從諸多的工藝過程中找到質量控制的薄弱環節,實施極具針對性的防錯計劃,保證生產線穩定可靠地制造出高品質的產品。
4 、防錯技術在齒輪加工中的應用
齒輪是汽車傳動系統的基礎部件,在變速箱和車橋中大量使用。在齒輪加工過程中,防錯技術的合理有效運用具有十分重要的作用。由于齒輪零件的質量直接影響到變速箱總成的質量,為了避免出現更多的產品問題,齒輪加工車間應該將防錯重點放在關鍵零部件的關鍵工序上,采取先進的防錯檢測方法,加強制造過程的控制,才能實現最終產品的零缺陷。
以某齒輪生產車間加工的鎖銷式同步器滑動齒套插齒工序為例予以說明。同步器滑動齒套在變速箱內與驅動齒輪和減速齒輪采用花鍵連接,齒套外嚙合齒與驅動輪或減速輪的內嚙合齒同步后相嚙合。該齒套工藝流程為:鍛造毛坯—粗車成型—精車—鉆孔、倒角—插齒—倒圓角—去毛刺—熱處理—熱后車撥叉槽—最終檢驗—涂油、入庫。其中插齒工序包括正、反兩面插齒,因此零件裝反和漏工序是此工序高風險的兩種失效模式。項目啟動初期,PFMEA 工程分析小組針對插齒特點并結合以往 PFMEA 制定經驗,制定了該工序 PFMEA 分析表(見表 1),利用該分析表提前發現了此工序存在的高風險失效模式。
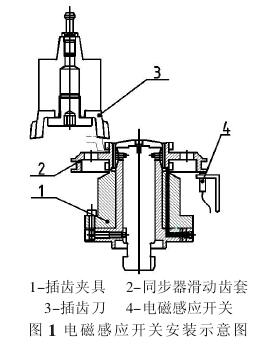
由表 1 可知,此工序的零件裝反存在失效風險(RPN=96),必須制定有效措施防止此失效發生。工程分析小組在機床夾具旁邊安裝一個距離電磁感應開關,如圖 1 所示,使機床能夠識別工件是否裝夾正確,裝夾時如果工件裝反,在機床啟動時,機床報警,提示工件裝反,消除撞機造成的影響。
同時通過在后工序的制動控制來實現漏插齒失效模式的探測,工程分析小組采用在后工序夾具上增加防錯銷,如果漏插齒工序,則后工序無法加工,從而杜絕漏工序失效模式的發生。通過采取以上措施,將此工序的頻度由 4 降 至 1,RPN 值 由96 降至 24 (見表 2),可認為采取的措施有效。
5 、結語
防錯不僅是一項系統工程,而且是實現“零缺陷”的有效手段,更是以預防為主的零缺陷質量管理體系中的核心組成部分。在進行生產線設計時,只有在正確評估各種失效模式的風險程度,準確地對關鍵工序、關鍵步驟進行防錯設計,才能取得事半功倍的效果。
此外,生產線防錯經驗的及時總結,以制造工程師牽頭,質量工程師、維修工程師和生產線調度、班組長等多方參與組成的工作小組,定期共同審核過程失效模式及后果分析,通過回顧生產線運行狀況,總結生產現場的最新經驗,及時修訂 PFMEA,依此對防錯系統進行重新評估,以決定增加必要的防錯裝置,優化防錯機構,不斷改善整個防錯系統,才能逐步實現“零缺陷”的質量目標。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

