


CK61200車床的關鍵結構設計及其主軸有限元分析術
2016-10-28 來源:江蘇大學機械工程學院 作者:顧寄南,熊偉,陳功,劉家博
摘要:論文先簡要介紹自行設計的CK61200系列(32t)重型數控車床的關鍵結構,包括雙刀架及其控制系統和主軸,然后以該車床主軸為重點研究對象,在考慮加工工件自身重力的工況下,基于有限元理論。運用ANSYS Workbench軟件對其進行靜態、模態分析。在產品設計階段,分析得出主軸的最大變形和最大應力,以此可以判斷剛度是否足夠;分析得出其固有頻率和振型,以此可以避開共振區域。而上述求得的主軸動靜態參數均在合理范圍內,驗證了主軸設計的合理性,為后續進行機床的整機有限元分析及優化設計奠定基礎。
關鍵詞:CK61200車床;關鍵結構;有限元分析
0.引言
數控機床的高速化和高精密化是其主要發展趨勢之一。而主軸系統是數控機床的關鍵部件,其靜態、動態性能的好壞直接影響到機床的最終加工質量和切削效率?。隨著機床加工速度和精度的不斷提高,對其主軸部件也提出了更高的設計和加工制造要求。因此,國內外眾多研究機構和科研院所對主軸部件的動靜態特性展開了廣泛、深入的研究¨1。
現階段對機床主軸的結構力學分析研究主要有以下兩點不足之處:①將主軸孤立的進行分析,很少考慮在加工過程中,加工工件自身的重力對主軸的影響。這種分析方法只適用于小型機床。但是對于本研究中的重型機床而言,由于加工工件本身的質量很大,對主軸性能的影響也非常大,故工件自身重力不能忽略p J。②多利用經驗公式對主軸進行計算,其結果精度難以保證。而有限元法具有很多傳統方法無法比擬的優點,如精度高,適應性強以及計算格式規范等,尤其在分析大型復雜零部件時,優勢更加明顯。利用有限元法可以進行靜力學分析和模態分析,如果能夠很好的簡化處理幾何模型,選擇合適的單元類型,以及控制好邊界條件,那么計算效率及結果精度都會大大地提剮引。
1.機床的關鍵結構設計
圖1為自行設計的CK61200雙刀架臥式重型數控車床的結構簡圖,該車床的總質量約150t,其加工工件的最大質量可達60t,最大加工工件長度為6m,按照系譜的規定,最大長度可增加到8m,10m,14m三種規格。主要用來對不同材料的大直徑軸類零件、盤狀和圓筒形零件進行高速車外圓、切槽、切斷、端面、鏜孔等半精加工和精加工,也可用于大型軋輥類零件的高速加工。兩個數控刀架分別安裝在兩個滑板上,縱向(z軸)滑板和橫向(x軸)滑板。在伺服電機的驅動下,橫向滑板分別由兩個滾珠絲杠帶動,縱向滑板則由齒輪齒條傳動。兩個刀架均為四工位自動回轉刀架,位于主軸的同一側,可同時進行2軸或4軸聯動加工。
與普通機床相比,雙刀架數控機床可多刀同時加工,能極大的提高工作效率,但是,目前雙刀架數控機床仍沒有得到廣泛的應用,其中一個主要的原因是傳統的雙刀架數控機床大多采用兩個獨立的控制系統”J,由于兩個刀架的數據和加工狀態相互獨立,不能及時交換,因而兩刀不能進行相互協調,零件的加工精度很難得到保證,也容易引起加工故障。本機床采用西門子840D雙通道、雙方式組控制系統,雙刀架系統連接簡圖如圖2所示。該系統配置了一個主軸模塊MSD和兩個雙軸驅動模塊FDD。每個刀架分別配置了一個手持單元,兩個伺服電機,共用一個OP010、一個PCU20和一個操作面板MCP。PLC為該系統自帶的$7-300。通道1(第一方式組)包括:車床主軸SP、左刀架坐標軸Xl和Z1;通道2(第二方式組)包括:車床主軸sP、右刀架坐標軸胞和z2。由于共用一個系統。上述問題得到了很好的解決,兩個刀架可以相互協調加工,極大的提高了加工的效率和精確性。另外,由于采用了統一的標準,使得編程和操作更為簡潔方便。此外,為了保證該雙刀架機床的安全可靠性,還設置了硬限位(數控機床的硬件限位)和軟限位(依據機床數據限定)雙重安全保護措施舊1。
CK61200機床主軸系統的結構如圖3所示。主軸部件可實現分段無級變速,設計的轉速范圍:500—10000r/min。該機床主軸采用雙支撐結構,均采用NSK高精度陶瓷球軸承。主軸前支撐采用雙圓柱滾子軸承來承受徑向力,可以提高機床主軸徑向剛度及主軸的回轉精度,同時還采用了背靠背安裝的角接觸球軸承來承受主軸的軸向力以及降低主軸軸向竄動量,提高軸向剛度;后支撐選用帶內錐孔的圓柱滾子軸承來承受主軸徑向力。
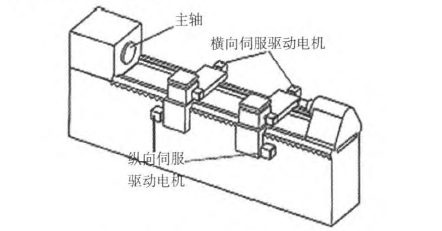
圖1 CK61200車床結構簡圖
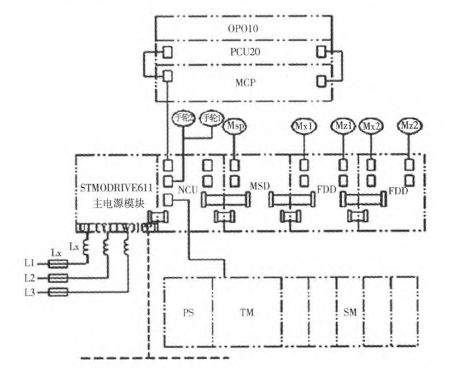
圖2雙刀架系統連接簡圖
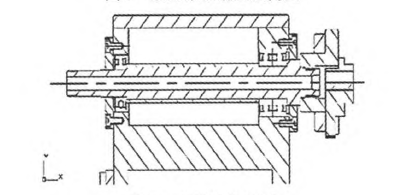
圖3主軸結構簡圖
2.主軸所受載荷分析與計算
在加工過程中,主軸在低速傳動全功率的時候力學性能最差,傳遞全功率的最低轉速稱為計算轉速_7l。為分析主軸的最大變形和應力,現計算在低速重載工況下的受力參數。電動機通過一系列的齒輪傳動將動力傳到主軸,帶動其轉動。查閱相關技術資料后可知,CK61200機床計算轉速/7,。=150r/min電動機功率P=80KW,工作效率為0.8,由公式:
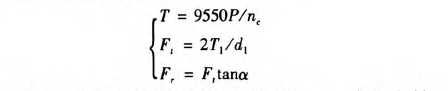
取d=200,得到轉矩T=5093.3N·m,求出主軸在齒輪處所受到的圓周力F=15160N,徑向力F,=5518N。根據設計要求,強力切削時被切削材料為45鋼,車刀進給速度K=240mm/min;背吃刀量%=5mm;進給量.廠=1.6mm/r,在切削加工過程中,車刀所受的切削總力,可以分解為三個互相垂直的分力:進給力t,背向力F,和主切削力t。同時,主軸受到車刀相應的反作用力。根據切削力的指數公式:
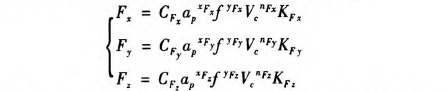
式中:C肌Cn、C凡取決于被加工材料和切削條件的有關系數;戈¨Y¨nt、戈-、YFf、np戈小yf、凡f分別為0P六啡的指數;K,、KF、K,為受切削速度、刀具幾何參數、刀具磨損等因素影響的修正系數。以上系數均可通過查表得到,有上述公式可計算到:
3. 主軸有限元模型的建立和邊界條件的設定
現以該車床主軸為分析對象,采用三維實體造型軟件SolidWorks和有限元分析軟件ANSYS Workbench分別完成主軸有限元模型的建立和邊界條件的設定。先在SolidWorks中建立主軸的三維實體模型然后導入到ANSYS Workbench中,選用solid45單元類型,自由網格劃分完成對主軸三維模型的網格劃分,如圖4所示。材料選擇45鋼,其材料屬性:彈性模量2.09E+11N/m2,泊松比0.269.密度7.89E+03kg/m3.網格劃分結束后,對主軸施加約束以及載荷。
根據工況,在前支撐的節點上施加圓柱面約束限制菇,Y和z方向上的平移,在后支撐上約束Y和z方向上的平移,由此位移約束施加完畢.齒輪和主軸連接傳動部分的節點加載E和F,,主軸前端部施加切削力。根據機床設計參數,能加工的工件最大質量為60t,根據此工況,在主軸的右端中心部位加載一個集中力,大小為最大工件重力的一半。這樣整個主軸的載荷設置結束。
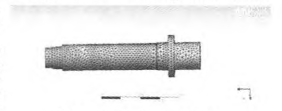
圖4主軸有限元模型
4.主軸靜力學分析
主軸的靜力分析主要包括強度和剛度的計算。對主軸進行靜力學分析后,得到了其應力圖和變形圖。主軸的應力云圖如圖5所示,它反映了主軸上各個單元的受力情況‘81。從圖中可以看出,主軸上的最大應力為9.8x106Pa,小于材料45鋼的許用應。力,最大應力出現在主軸與軸肩端面相交的截面上,此處受力最大。主軸的變形圖如圖6所示,它反映了主軸受力后的變形情況。從圖中可以看出,最大變形量為1.247×10~mm,最大變形處位于右端端面處。
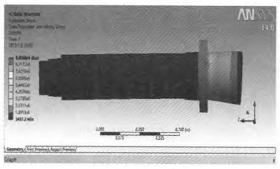
圖5主軸等效應力圖
根據上述分析得出的結果,主軸上受到的最大應力要小于45鋼材料的許用應力;主軸的最大變形量為1.247×10一mm,也小于機床設計手冊推薦的值,由此可以判斷機床主軸的強度和剛度是滿足工作要求的。
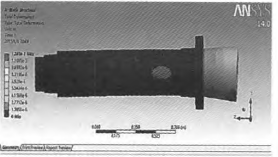
圖6主軸總變形圖
5.主軸模態分析
根據有限元理論,主軸的動力學方程如下:

結構的振動可以視為各階振型的線性疊加,而低階振型比高階振型對結構的振動影響大,低階振型對結構的動態特性起決定作用,結構的振動特性分析通常取前5階¨1|,對主軸進行模態分析后,得到了其前4階模態分析結果,見圖7~圖10和表1。
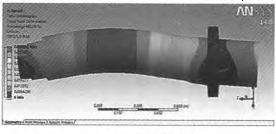
圖7一階振型
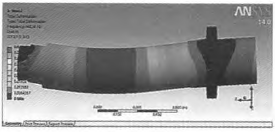
圖8二階振型
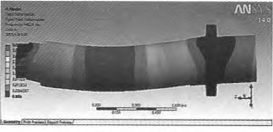
圖9三階振型
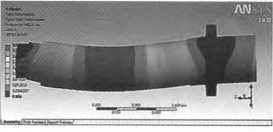
圖lO四階振型
表1主軸模態分析結果

當主軸以臨界轉速轉動時,軸的撓度將達到最大值,到達“I臨界”狀態,主軸將產生強烈振動,導致軸的壽命下降,甚至破壞軸,根據模態分析得到的固有頻率由式(6)可以計算出主軸各階臨界轉速,見表2。
式中:n一臨界轉速(r/min)f--固有頻率(Hz)
表2主軸各階臨界轉速
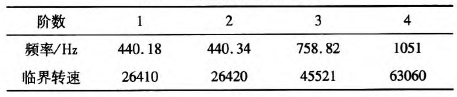
主軸的最高工作轉速為10000 r/min,遠遠小于臨界轉速。因此該主軸設計合理,能有效地避開共振區域,保證主軸的加工精度。
6. 結論
雙刀架數控機床可多刀同時加工,能極大的提高工作效率,本機床采用的西門子840D雙通道、雙方式組控制系統,由于共用一個系統,很好地解決了兩個刀架協調加工地難題,極大的提高了加工的效率和精確性,另外,由于采用了統一的標準,使得編程和操作更為簡潔方便。此外,為了保證該雙刀架機床工作時的安全可靠性,還設置了硬限位和軟限位雙重安全保護措施。以車床主軸為重點研究對象,利用ANSYS Work—bench有限元分析軟件建立了主軸模型,對其進行了靜力分析和模態分析,在考慮工件重力的工況下,得到更精確的分析結果。驗證了主軸設計的合理性,在設計階段就對機床的性能作出預判,縮短產品的研發周期,提高效率,節省成本,增加企業的市場競爭力。同時該機整機有限元分析及優化設計奠定了基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

