


多軸車床非圓車削加工的實現
2016-8-12 來源:中國工程物理研究院機械制造工藝研究所 作者:李廣正 李佳偉 周茂書
摘要:創新性的提出了一種非圓車削加工方法。非圓車削相比與銑削加工方式具有刀具適應性強的特點,加工特殊結構零件時能極大的提高加工效率、降低成本。該方法利用多軸車床現有功能,通過增加Y軸運動,解決了傳統非圓車削中不可避免的刀具工作角度變化的問題,同時討論了非圓規則截面車削的編程方法,通過加工驗證該方法是可行的。
關鍵詞:非圓車削;多軸車床;偏心圓弧;刀具工作角度
0、引言
車削加工和銑削加工是機械加工中最常用的兩種加工方式,其各自有明確的加工對象、刀具以及編程方法。傳統的車削方法只能加工回轉類結構的零件。對于非圓截面(如凸輪)或是回轉體上有凸臺等結構的零,件,傳統車床是無法加工的。

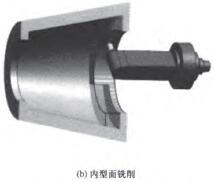
圖l典型的非回轉體零件加工
如圖1所示,若采用側刃銑削外型面,則要求刀具具有較長的刃長,而在對工件內腔進行銑削時,為了避免刀具干涉,常采用角度頭加球頭銑刀的加工方式,刀具剛度減弱,切削條件惡劣,切削表面質量差且切削效率也受到影響。而車削過程中切削路徑為連續軌跡,切削質量通常較高,且車刀不受工件曲率半徑約束,對零件適應性較好。因此,對于特殊的非回轉體類零件,以車代銑是工藝優化的方向。
從幾何形狀上看,非圓截面上各處徑向尺寸隨轉角連續變化,為了實現非圓截面的車削,最直接的方式就是在一個車削回轉周期上進行快速的X軸徑向插補,文獻中利用UG和MALAB軟件生成可用于車床的數控代碼n】,但是此時刀具的工作前后角隨著轉角不斷變化,尤其是在非圓度較大的地方。這種切削角度不斷變化會引起切削力波動,影響加工表面質量,還可能存在負后角的地方,發生刀具干涉。文獻【2】基于傳統兩軸機床,設計了一種復合機構,控制刀具的位置與姿態,使刀具保持理想的工作角度,但是需要額外的運動機構和控制系統,實現起來較復雜。
為了實現恒定的刀具工作角度,筆者利用機床已有的功能,在不增加額外運動機構的情況下,提出了一種新的非圓截面車削加工方案。
1、恒角度非圓車削實現
凸輪為典型的非圓零件,如果把凸輪作為驅動件,從動件為假想刀具,接觸點為假想切削點,則研究凸輪機構中接觸點的運動軌跡可以幫助理解刀具在非圓車削時的運動軌跡與姿態。根據從動件的幾何形狀,可分為三種情況:1)尖底;2)滾子;3)平底,三種凸輪機構及其對應接觸點的法向矢量示意如圖2所示。
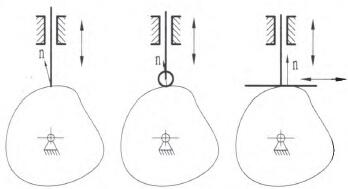
圖2凸輪機構接觸點法向矢量示意
刀具的工作基面是根據切削速度矢量建立的,根據文獻【2】,非圓車削時的合成切削速度方向即為非圓輪廓曲線過切削點的瞬時切線方向。在尖底和滾子凸輪機構中,過接觸點的瞬時切線方向都在不斷變化,因此為了實現恒定刀具工作角度,需要根據非圓輪廓調整刀具的姿態。而在平底凸輪機構運動過程中,接觸點在非圓輪廓上的切線方向保持為水平方向,此時接觸點并不在對稱中心處,若刀具的切削點與凸輪接觸點重合,此時刀具有恒定的工作角度。
傳統車削加工一般要求刀心通過工件回轉中心以獲得理想的工作角度,而在非圓車削中,為了實現切削過程中刀具恒定的工作角度,則要求刀具“偏心”,這也是非圓車削中刀具恒定工作角度實現的關鍵。
筆者利用的是一臺配備有SIMENS840D系統的具有CⅪ億四軸聯動的車床,從原理上能夠滿足上述非圓車削的要求。然而要實現車削加工,還需要數控程序的支持。
2、編程方法
常規的車削僅需要對xz軸進行編程,即對回轉體母線輪廓進行編程,主運動為主軸回轉。而非圓車削是對單個截面進行編程,即CXY軸編程,主運動為C軸進給,車削完一個截面C軸進給360。,編程方式類似于加工中心。
目前的數控插補以直線和圓弧插補為主,本文也僅討論由直線和圓弧組成的非圓截面的車削編程。事實上,任意曲線都能以給定的誤差用圓弧曲線和直線進行擬合,因此采用本文的加工方式,理論上能夠實現任意非圓輪廓的車削【3】。
本節首先討論單段直線和圓弧輪廓的編程方法,然后再討論各段在相切和相交時兩種情況的編程。本節示意圖的視圖均為操作者朝向主軸方向,主軸順時針旋轉為正。
2.1單段輪廓的編程方法
2.1.1同心圓弧的車削
圓弧圓心位于工件回轉中心,此情況即為常規的車削,此時刀具定位到象限點,保持靜止,C軸進給,其運動示意如圖3(a)所示,編程格式為:
其中X值為圓弧半徑值,Ic為圓弧的角度增量。
2.1.2直線的車削
由于直線的法向矢量為恒定的,因此在直線段的車削時,刀具僅產生Y軸位移對工件進行拉削,此時c軸靜止,其運動示意如圖3(b)所示,編程格式為:
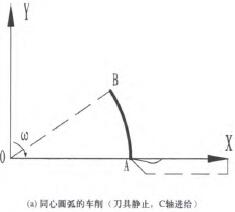
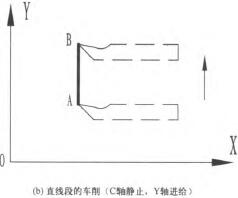
圖3非圓車削運動示意圖
2.1.3偏心圓弧的車削
前面兩種情況,或者刀具靜止或者C軸靜止,運動關系比較清楚,當圓心不在回轉中心時,實際運動軌跡為C軸進給與刀具進給的合成運動。
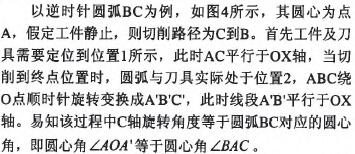
更進一步,在O X軸插入點O’,使得00’=AC=A’B’,由于線段Ac和A’B’均平行于0X軸,則四邊形OACO。和OA’B’O’都構成了平行四邊形,使得0.C=OA=OA’=O’B’,則點C、B’落在圓心為O’的圓弧上,其半徑值為回轉中心距BC圓弧中心點A的距離。由于B點的任意性,因此在刀具切削圓弧BC上任意一點時,其實際切削點都落在圓弧CB”上,則切削點(刀具)的實際運動軌跡為圓弧cB’。
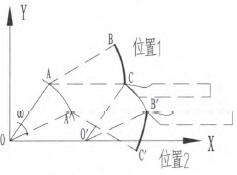
圖4偏心圓弧車削不意
在明確了工件及刀具的運動軌跡后,可以得到該類圓弧加工的編程格式為:
其中XY為終點B’的坐標值,IC為偏心圓弧對應圓心角。
當切削圓弧為順時針方向時,可以得到相同的結論。需要說明的是,如圖4所示,切削的圓弧CB為逆時針方向,而刀具的實際軌跡圓弧CB’為順時針方向,因此在G0幼303的判斷上要與常規相反,且CR值為回轉中心到圓弧中心距離,而非圓弧BC的半徑值。
2.2輪廓間過渡
由于在任意切削點位置,該點的法向矢量都要滿足與X軸線平行,因此在每段輪廓加工開始前,工件都先進行定位,以滿足矢量要求,通常選擇直線段作為初始加工輪廓。在進行下一段輪廓加工時,如果輪廓之間保持相切,切點處法向矢量保持不變,則工件不需要重新定位,加工程序只需把各單段輪廓連接起來即可。
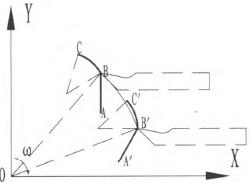
圖5相交輪廓處過渡示意
若相鄰輪廓不相切,則需要在兩段輪廓之間增加一行過渡程序段,對工件進行定位,以滿足切削起始點的法向要求。如圖5所示,在相交點B處,刀具與切削點B相對位置保持固定,C軸進給,因此刀具做圓弧插補,圓心為回轉中心,重新定位后,工件與刀具從位置ABC變換成位置~BIC’,該程序段刀具實際不發生切削。過渡段編程格式如下:
其中xY為定位完成后終點B’坐標值,CR為回轉中心到切削點距離,IC為上一段輪廓結束到下一段輪廓開始C軸需要定向的角度增量,若該角度值為正值,則圓弧應為順時針,若角度值為負值,則圓弧應為逆時針。
3、試驗結果
圖6為一非圓輪廓,輪廓關于X軸對稱,由l段直線和3段偏心圓弧組成,在點A、D處輪廓相交,其余輪廓相切。試驗件采用2A12硬鋁進行車削,機床為DMG公司生產的四軸車床,數控系統為S玎怔NS840D。
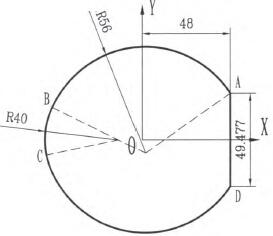
圖6非圓試驗件尺寸圖示及加工程序
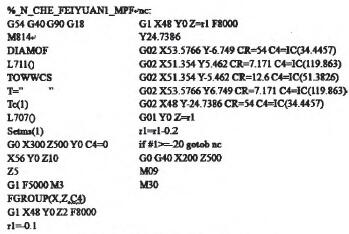
常規多軸車床中C軸的使用一般用于對工件進行定位和分度,即使在程序段中進行多軸的編程,C軸與各軸也是分步進給的,但本文提出的非圓車削方法中,C軸與XYZ進給軸必須進行聯動才能實現準確的切削路徑,因此需要在程序中加入FGROuP(x,Y,z,C)程序段,此命令用于協同各軸進給速度,此后程序段中F值單位為度/每分鐘,程序尾調用F(iRouP()取消。
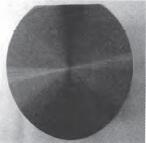
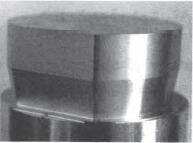
圖7非圓車削加工試驗件
試驗件中非圓車削等效每轉進給為0.2,車削表面粗糙度小于Ra3.2,通過引入宏變量,還可以實現變截面的車削,相比于銑削方式,加工更靈活。
4、結論
本文創新的提出了一種非圓車削加工方法,該方法解決了傳統非圓車削中刀具工作角度不恒定的問題,同時討論規則非圓截面車削的編程方法,利用手工即可實現非圓車削的編程,避免了常規非圓車削需借助CAM軟件采集離散點的繁瑣。通過加工驗證,該方法是可行的。
該方法可應用于一般非圓輪廓截面的車削,如凸輪軸、橢圓軸的加工,可先利用相切圓弧逼近非圓曲線,再根據本文提到編程方法進行加工。也可應用于一般異形結構零件,根據零件的結構構造規則非圓截面曲線,通過非圓車削去除大部分加工余量,圓角部分用銑床進行清根,相比傳統的工藝方法,能極大提高加工效率。
參考文獻:
【l】王少雷,梁建明,王占英,等.非回轉工件基于三軸數控車床的加工方法【J】.煤礦機械,2014,9(35):146.147.
【2】吳丹。王先逵,趙彤,等.非圓車削中刀具運動實現方法【J】.清華大學學報,2003,43(11):1472.1475.
【3】黃標,李紅.用彼此相切圓弧等誤差逼近非圓曲線fJ】.現代制造工程。2003,8:19—20.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

