機(jī)床")



C61100 車(chē)床改裝為深孔加工機(jī)床的研究與實(shí)踐
2020-4-27 來(lái)源: 江蘇鵬飛集團(tuán)股份有限公司 作者:楊增旺 錢(qián)開(kāi)明 李曉平 丁晨晨
摘要: C61100 車(chē)床改裝為深孔加工機(jī)床,按照產(chǎn)品零件深孔加工要求,確定改裝方案,進(jìn)行床身加長(zhǎng)、進(jìn)給傳動(dòng)機(jī)構(gòu)、刀桿支架、授油器、工作臺(tái)及裝卡找正工具以及油路等結(jié)構(gòu)改裝設(shè)計(jì),零部件經(jīng)采購(gòu)、制造、安裝和調(diào)試,應(yīng)用改裝的機(jī)床進(jìn)行深孔加工,機(jī)床性能和孔加工質(zhì)量達(dá)到標(biāo)準(zhǔn)和圖樣要求,滿(mǎn)足了零件深孔加工需求。
關(guān)鍵詞: 車(chē)床; 深孔加工; 床身; 傳動(dòng)機(jī)構(gòu); 授油器; 油路
輥壓機(jī)在水泥工業(yè)應(yīng)用以來(lái),增產(chǎn)降耗效果十分明顯。其主要依靠?jī)蓚€(gè)水平安裝的同步相向旋轉(zhuǎn)的擠壓輥進(jìn)行高壓料層粉碎。為使軸系能穩(wěn)定地連續(xù)運(yùn)行,降低主軸及軸承的工作溫度,主軸需加工深孔通水冷卻。深孔加工是主軸加工一道重要工序,開(kāi)始輥壓機(jī)試制時(shí),沒(méi)深孔加工機(jī)床,依靠外協(xié),其加工周期長(zhǎng),質(zhì)量難控制,且需往返運(yùn)輸費(fèi)用。隨著輥壓機(jī)生產(chǎn)批量增加,為減少生產(chǎn)周期,公司決定上馬深孔加工機(jī)床,由于深孔加工機(jī)床的特殊性,其價(jià)格比較昂貴。對(duì)于非專(zhuān)業(yè)化深孔加工的廠家,成本過(guò)高。用普通車(chē)床改裝為深孔加工機(jī)床,其具有成本低、制造周期短以及一機(jī)多用等優(yōu)點(diǎn)。
1、 C61100 車(chē)床改裝為深孔加工機(jī)床的設(shè)計(jì)
1. 1 輥壓機(jī)主軸深孔加工要求
現(xiàn)以 PFG15100 型輥壓機(jī)主軸為例,零件如圖 1所示: 材 料 為 42CrMoA,重 量 14 160 kg,軸徑最大直徑1000 mm,軸孔直徑220 mm 深 2 150 mm,而其他大規(guī)格的輥壓機(jī)主軸尺寸更大,重量更重。因此,孔加工選用工件固定、刀桿刀具旋轉(zhuǎn)加工方式。車(chē)床改裝為深孔加工機(jī)床方案為:前半部分為用舊車(chē)床改裝深孔鉆鏜床機(jī)身,后半部分為裝夾工件的工作臺(tái)及裝卡找正工具。
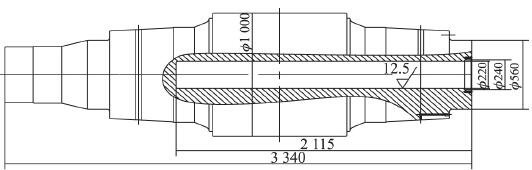
圖1 軸結(jié)構(gòu)圖
1. 2 改裝車(chē)床的選擇
1. 2. 1 車(chē)床型號(hào)的選擇
車(chē)床型號(hào)主要取決于深孔鉆削的功率,加工大、中直徑的深孔宜采用錯(cuò)齒內(nèi)排屑深孔鉆,計(jì)算錯(cuò)齒內(nèi)排屑深孔鉆的機(jī)床功率 P 的公式為[1]:

式中:vc為切削速度,m/min; fn為進(jìn)給量,mm/r;Dc為鉆頭直徑,mm;η 為機(jī)床效率,可取 0. 75 ~ 0. 85;kc為比切削力,N/mm2;ap為切深,mm;對(duì)于實(shí)心鉆,ap=Dc/2,mm;對(duì)于擴(kuò)孔鉆ap= ( d2- d1) /2,mm。
硬質(zhì)合金多刃排屑深孔鉆的切削用量:加工材料42CrMoA,硬度 175 ~ 275HB,進(jìn)給量 0. 1 ~ 0. 3 mm / r,切削 速 度 45 ~ 90 m/min,將 參 數(shù) 代 入 公 式 計(jì) 算,C61100 車(chē)床主電動(dòng)機(jī) 30 kW 可滿(mǎn)足孔 220 mm 采用一次 150 mm 實(shí)心鉆孔和粗、精二次擴(kuò)孔鉆加工功率需求。
C61100 機(jī)床主軸轉(zhuǎn)速范圍 3. 15 ~ 315 r / min,滿(mǎn)足多種切削速度選擇。
1. 2. 2 床身長(zhǎng)度的確定
床身長(zhǎng)度取決于鉆孔的最大深度,由 式計(jì)算[2]:
舊 C61100 車(chē) 床 身 長(zhǎng) 5 700 mm,考 慮 l鉆孔深度取5 000 mm,舊車(chē)床改裝其床身需加長(zhǎng)。
1. 3 C61100 車(chē)床結(jié)構(gòu)改裝
對(duì) C61100 車(chē)床的改裝主要包括機(jī)床本體改裝、工作臺(tái)及裝卡找正工具和油路改裝等。
1. 3. 1 機(jī)床本體改裝
機(jī)床本體改裝包括床身加長(zhǎng)、進(jìn)給傳動(dòng)機(jī)構(gòu)設(shè)置、刀桿支架、授油器等增添。
(1)機(jī)身加長(zhǎng)對(duì)接床身的設(shè)計(jì)計(jì)算主要考慮在整機(jī)吊裝時(shí)求出聯(lián)接螺栓的受力大小,確保安全,滿(mǎn)足強(qiáng)度要求;聯(lián)接后滿(mǎn)足剛度要求及精度要求[3]。根據(jù)最大鉆孔深度取 5 000 mm,而現(xiàn)有舊 C61100 車(chē)床床身長(zhǎng) 5 700 mm,需要對(duì)現(xiàn)有車(chē)床床身加長(zhǎng) 5 000 mm,加長(zhǎng)床身導(dǎo)軌截面形狀、尺寸、跨距及床身高與舊 C61100 車(chē)床相同,新床身對(duì)接端設(shè)有連接螺栓安裝孔洞,床身底部設(shè)有地腳螺栓安裝孔,床身用 HT250 鑄造而成。經(jīng)時(shí)效處理的床身先進(jìn)行導(dǎo)軌面和對(duì)接端面加工,同時(shí)對(duì)舊車(chē)床床身尾部端面銑削加工,新舊床身對(duì)接,水平和垂直用鍵銷(xiāo)定位,螺栓連接緊固,對(duì)接后的新舊床身在導(dǎo)軌磨床上進(jìn)行導(dǎo)軌整體磨削至標(biāo)準(zhǔn)要求。磨削的床身在吊裝運(yùn)輸過(guò)程會(huì)影響導(dǎo)軌精度,因此,最終安裝時(shí)必須重新調(diào)整床身導(dǎo)軌水平和直線(xiàn)度等。
(2)進(jìn)給傳動(dòng)機(jī)構(gòu)深孔加工進(jìn)給機(jī)構(gòu)必須穩(wěn)定可靠,不能有爬行現(xiàn)象,機(jī)床的進(jìn)給量是無(wú)級(jí)調(diào)速,以適宜多種材料的深孔加工,一般進(jìn)給量在 0. 05 ~ 0. 35 mm/r 范圍內(nèi),最好使用帶有過(guò)載保護(hù)的進(jìn)給機(jī)構(gòu)。C61100 車(chē)床改深孔加工機(jī)床,原床頭箱拆卸改裝在新制的軸向移動(dòng)拖板上,拖板由進(jìn)給傳動(dòng)機(jī)構(gòu)驅(qū)動(dòng)在床身導(dǎo)軌上移動(dòng),機(jī)床進(jìn)給傳動(dòng)中,最大切削負(fù)載不得超過(guò)電動(dòng)機(jī)轉(zhuǎn)矩。折電動(dòng)機(jī)軸的最大切削負(fù)載轉(zhuǎn)矩 Ti為[4]
根據(jù)深孔切削負(fù)載及進(jìn)給量數(shù)值進(jìn)行設(shè)計(jì),按有關(guān)產(chǎn)品樣本選用絲杠、減速機(jī)、伺服電動(dòng)機(jī)等零部件,機(jī)構(gòu)由 K1000Ti - A 系統(tǒng)控制,進(jìn)給傳動(dòng)機(jī)構(gòu)如圖 2。新制的拖板置于床身導(dǎo)軌上,拖板上固定的床頭箱帶動(dòng)刀桿旋轉(zhuǎn)并向前進(jìn)給進(jìn)行,切削。刀具的進(jìn)給力 F由伺服電動(dòng)機(jī)通過(guò)扭矩限制器、減速機(jī)、絲杠傳給了螺母。拖板與絲杠螺母座由鍵定位,螺釘緊固聯(lián)接。在伺服電動(dòng)機(jī)與減速機(jī)間設(shè)有扭矩限制器,根據(jù)鉆頭直徑與進(jìn)給力關(guān)系,選用不同直徑規(guī)格鉆頭設(shè)置不同大小的額定進(jìn)給扭矩。其功用為:當(dāng)機(jī)床在加工過(guò)程中出現(xiàn)過(guò)載,如工件中出現(xiàn)個(gè)別硬點(diǎn)或切屑堵塞致使排屑不暢等,導(dǎo)致刀具瞬時(shí)力矩加大,扭矩限制器會(huì)在驅(qū)動(dòng)扭矩超過(guò)設(shè)定范圍時(shí),自動(dòng)斷開(kāi)進(jìn)給,避免損壞刀桿刀具及各機(jī)械傳動(dòng)件,保護(hù)進(jìn)給傳動(dòng)精度不受影響,保護(hù)刀具以防過(guò)載損壞。
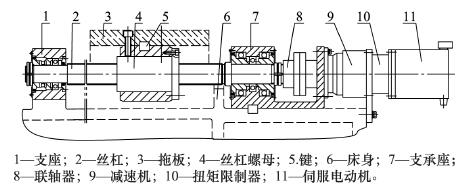
圖2 進(jìn)給傳動(dòng)機(jī)構(gòu)結(jié)構(gòu)圖
(3)刀桿支架刀桿支架其作用主要是對(duì)刀桿中部進(jìn)行扶正和支撐,防止刀桿中部甩動(dòng)劇烈,提高深孔加工質(zhì)量。刀桿支架按最大規(guī)格的刀桿設(shè)計(jì)制作,中心高與移動(dòng)床頭箱相同,內(nèi)孔再組合較小規(guī)格的襯套組件,既滿(mǎn)足了各種規(guī)格刀桿的使用要求,減少了各種規(guī)格支架的數(shù)量和更換刀桿支架等時(shí)間,提高工作效率。
(4)授油器授油器主要功能是將高壓切削液通過(guò)鉆頭與孔的間隙進(jìn)入鉆頭前端,靠切削液的壓力將切屑推入鉆頭中孔中經(jīng)刀桿排出,并對(duì)刀桿支承和導(dǎo)向。授油器在床身導(dǎo)軌尾部移動(dòng)并固定,鉆鏜孔前,旋轉(zhuǎn)手輪螺母使伸縮軸靠向工件表面,將前密封圈貼緊工件表面上,授油器的后端尼龍件及密封圈對(duì)刀桿起消振和密封作用;授油器的背面,有一個(gè)從冷卻泵來(lái)的輸油管,油管接頭與伸縮軸聯(lián)接,冷卻液通過(guò)授油器送入工件切削區(qū)。授油器結(jié)構(gòu)如圖 3。
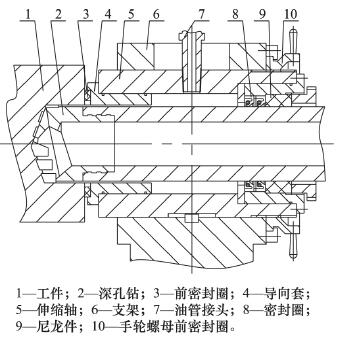
圖3 授油器結(jié)構(gòu)圖
1. 3. 2 工作臺(tái)及裝卡找正工具
工作臺(tái)是直接固定在地面的,沒(méi)有旋轉(zhuǎn)、移動(dòng)、升降等附加功能,因此工作臺(tái)只需在高度和面積上符合工件加工工藝要求即可,工作臺(tái)用 HT200 鑄造,其下部設(shè)有地腳螺栓孔,上部臺(tái)面加工 T 形槽。優(yōu)化設(shè)計(jì) V 形塊、定位塊等裝卡找正工具,安裝在工作臺(tái)上,對(duì)應(yīng)工件配套使用,可實(shí)現(xiàn)軸類(lèi)、箱形等工件上同心或偏心深孔加工。
1. 3. 3 油路改裝
深孔加工油路系統(tǒng)主要由油箱、排屑箱、油泵、電動(dòng)機(jī)和液壓元件等組成,結(jié)構(gòu)如圖 4。油箱高度受車(chē)床中心高的限制,排屑箱置于油箱上,油箱的箱體設(shè)有隔板,保證污物能夠沉淀,此外還應(yīng)有濾油裝置,濾油裝置主要由所要求的過(guò)濾精度確定,過(guò)濾精度取決于工件材料、切屑形態(tài)及工件表面粗糙度等因素。一般過(guò)濾精度取所要求的表面粗糙度值的 10 倍,即 50 μm 的過(guò)濾精度可滿(mǎn)足表面粗糙度 Ra= 5 μm 的要求。箱體設(shè)有二層隔板,切削液采用 5級(jí)過(guò)濾裝置,切削液入油箱先用 4 mm 密集孔進(jìn)行粗過(guò)濾,然后通過(guò)油箱中的回油孔 80 目銅網(wǎng)過(guò)濾進(jìn)入油箱,在油箱中分別用 100 目和 120 目銅網(wǎng)進(jìn)行三四級(jí)過(guò)濾,最后在油箱油泵進(jìn)油管上裝磁性過(guò)濾器進(jìn)行第五級(jí)過(guò)濾,過(guò)濾系統(tǒng)的過(guò)濾精度可達(dá) 5 ~ 10 μm 以上,從而保證了深孔加工的表面粗糙度要求。
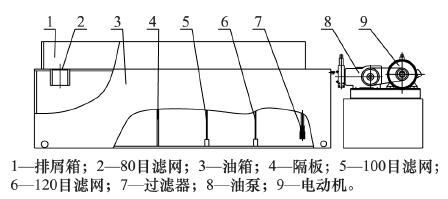
圖4 油路系統(tǒng)結(jié)構(gòu)圖
油箱應(yīng)有足夠的容積,保證切削液能正常冷卻以及污物的沉淀和分離,通常切削液在油箱中每小時(shí)循環(huán)次數(shù)不能超過(guò) 6 次,油箱的容積至少應(yīng)相當(dāng)于最大油泵流量的10倍[5],根據(jù)加工的孔徑,選用3WP60 三柱塞高壓往復(fù)泵,流量為 130 L / min,油泵壓力 < 30 MPa,油箱容積設(shè)計(jì)不小于 1 500 L。

圖5 改裝的深孔加工機(jī)床
2 、結(jié)語(yǔ)
C61100 車(chē)床改裝為深孔加工機(jī)床,經(jīng)床身加長(zhǎng),車(chē)床床頭箱改裝固定在移動(dòng)拖板上,由新增的進(jìn)給傳動(dòng)機(jī)構(gòu)驅(qū)動(dòng),裝有硬質(zhì)合金多刃排屑深孔鉆的刀桿與床頭箱主軸花盤(pán)連接,刀桿經(jīng)刀桿支架和床身尾部授油器導(dǎo)向套的支承和導(dǎo)向,實(shí)現(xiàn)旋轉(zhuǎn)刀桿的軸向移動(dòng);改進(jìn)的油路高壓切削液經(jīng)授油器進(jìn)入鉆頭前端,靠切削液的壓力將切屑推入鉆頭經(jīng)刀桿孔中排出,切屑送入排屑箱,切削液入油箱過(guò)濾;設(shè)計(jì)的工作臺(tái)及裝卡找正工具能實(shí)現(xiàn)多種工件裝夾找正,改裝的深孔加工機(jī)床如圖 5。改裝的深孔加工機(jī)床經(jīng)試切和生產(chǎn)加工,其機(jī)床性能和孔加工質(zhì)量達(dá)到標(biāo)準(zhǔn)和圖樣要求;機(jī)床投產(chǎn)加工,解決了深孔加工難題,提升了企業(yè)機(jī)加工能力,增加了經(jīng)濟(jì)效益。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車(chē)銷(xiāo)量情況
- 2025年7月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別