床")



回轉(zhuǎn)窯托輪現(xiàn)場(chǎng)車削
2019-6-4 來源:四川啟明星鋁業(yè)有限責(zé)任公司 作者:王國強(qiáng)
摘要:我公司回轉(zhuǎn)窯托輪因磨損后表面異常,影響托輪的調(diào)整及大窯正常運(yùn)行。通過對(duì)托輪現(xiàn)場(chǎng)車削車床的設(shè)計(jì)、加工制作及對(duì)托輪表面的車削加工,在不停窯對(duì)托輪表面進(jìn)行了修復(fù),節(jié)約了大量的備件成本及停窯經(jīng)濟(jì)損失,確保回轉(zhuǎn)窯的正常運(yùn)行。
關(guān)鍵詞:回轉(zhuǎn)窯;托輪;車床;車削;修復(fù)
回轉(zhuǎn)窯是鋁用炭素工藝中的關(guān)鍵設(shè)備,它主要完成鋁用炭素的第一步工序即石油焦的煅燒,它的性能和運(yùn)轉(zhuǎn)情況在很大程度上決定了鋁用炭素陽極成品的質(zhì)量和成本,從設(shè)備維護(hù)和正確使用方面來說,回轉(zhuǎn)窯托輪與輪帶接觸的好壞決定了回轉(zhuǎn)窯的安全穩(wěn)定運(yùn)行,因此托輪表面異常磨損后必須及時(shí)修復(fù)。
1、現(xiàn)狀
我公司煅燒車間有三條煅后焦產(chǎn)能為5~6t/h的回轉(zhuǎn)窯生產(chǎn)線。回轉(zhuǎn)窯規(guī)格為φ2.2m×45m圓柱形筒體,帶三檔托輪支撐,回轉(zhuǎn)窯投入運(yùn)行以來來,托輪表面多次出現(xiàn)以下異常情況(如圖1所示):①托輪兩端部分高、中間部分低,呈鞍形度,使回轉(zhuǎn)窯不能上下竄動(dòng),長時(shí)間在同一位置擠壓運(yùn)行,容易使托輪形成橢圓,引起回轉(zhuǎn)窯振動(dòng)。②托輪一端高、一端低,呈錐形度,迫使回轉(zhuǎn)窯只能朝一個(gè)方向竄動(dòng),導(dǎo)致回轉(zhuǎn)窯擋輪因超負(fù)荷而損壞,回轉(zhuǎn)窯滑出運(yùn)行軌道(托輪)。
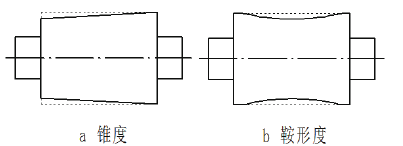
圖1 托輪上產(chǎn)生的缺陷
按設(shè)備正常使用要求,托輪更換一般來講在以下情況下更換:①托輪磨損出現(xiàn)裂紋;②托輪局部崩塊較大、較深;③托輪磨損量超過原托輪直徑8%以上;④設(shè)備計(jì)劃檢修(大修)維護(hù)確需更換。
未達(dá)到更換標(biāo)準(zhǔn)而磨損異常的托輪拆下外委加工修復(fù),費(fèi)用約10000元/個(gè),不僅降低了設(shè)備的運(yùn)行效率,同時(shí)增加了設(shè)備的檢修和維護(hù)成本,不利于車間的連續(xù)生產(chǎn),因此,對(duì)于異常磨損的托輪現(xiàn)場(chǎng)修復(fù)尤為重要。
2、技術(shù)方案確定
我們通過分析可知托輪滿足現(xiàn)場(chǎng)車削條件,可對(duì)托輪進(jìn)行現(xiàn)場(chǎng)車削修復(fù):①托輪材質(zhì)為ZG340-640高碳鋼,硬度為210HB左右;②回轉(zhuǎn)窯轉(zhuǎn)速為1~3r/m,正常運(yùn)行為2.3r/m,輪帶直徑2.7m,托輪直徑0.9m,托輪外圓線速度為0.35m/s;③托輪安裝場(chǎng)地空曠,兩支撐軸承之間有600MM空間。
3、移動(dòng)車床的制作
現(xiàn)有車床尺寸無法滿足現(xiàn)場(chǎng)安裝條件,根據(jù)車床工作原理設(shè)計(jì)一套如圖2所示的簡(jiǎn)易車床。
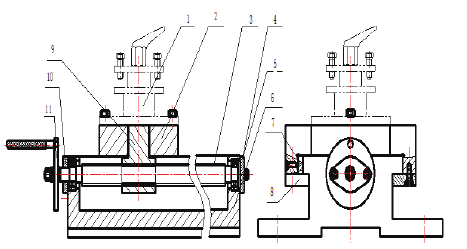
圖2 移動(dòng)車床結(jié)構(gòu)
車床主要由小托架、大托板、傳動(dòng)絲桿、滑塊及固定底座五部分組成。小托架帶刀架部分用我車間現(xiàn)有的CD6140,車床床身用20MM鋼板制作,傳動(dòng)部分采用Tr36*4梯形螺桿組合。由于托輪軸線與回轉(zhuǎn)窯軸線夾角根據(jù)回轉(zhuǎn)窯運(yùn)行情況不斷調(diào)整,為保證托輪現(xiàn)場(chǎng)車削的圓柱度,車床底座安裝孔如圖3所示。
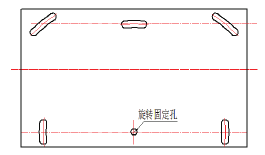
圖3 底座調(diào)節(jié)孔示
4、車床現(xiàn)場(chǎng)安裝
(1)焊接車床基座。用δ20mm的鋼板按車床底座安裝尺寸制作基座,基座上帶螺紋安裝孔,根據(jù)車削有效距離及回轉(zhuǎn)窯安裝斜度焊接在相應(yīng)托輪臺(tái)板上。
(2)車床安裝找正。由于托輪兩側(cè)端面已磨損,無法作為找正基準(zhǔn),因此將托輪與軸承座之間的軸表面作為車床軸線與托輪軸線平行找正的基準(zhǔn),用大角尺長邊靠在車床導(dǎo)軌水平面,另外一垂邊靠在軸上,用直尺測(cè)量調(diào)整車床兩端頭使兩邊距離基本一致后鎖緊底座螺栓固定。
(3)車刀選擇。托輪材質(zhì)為ZG340-640高碳鋼,硬度210HB左右,托輪在運(yùn)行中有振動(dòng)和軸向竄動(dòng),選擇YG8 20×20 45° 焊接合金車刀。
5、托輪現(xiàn)場(chǎng)車削加工要點(diǎn)
(1)車刀安裝注意事項(xiàng)。①刀頭不宜伸出太長,否則切削時(shí)容易產(chǎn)生振動(dòng),影響工件加工精度和表面粗糙度。一般刀頭伸出長度不超過刀桿厚度的兩倍,保證能順利排削即可。②刀尖應(yīng)與車床主軸中心線等高。車刀裝得太高,后角減小,后刀面與工件加劇摩擦,裝得太低,前角減少,切削不順利,會(huì)使刀尖崩碎。刀尖的高低,可根據(jù)托輪主軸中心高低來調(diào)整。③車刀底面的墊片要平整,并盡可能用厚墊片,以減少墊片數(shù)量影響刀具剛性。調(diào)整好刀尖高低后,至少要用兩個(gè)螺釘交替將車刀刀柄擰緊。
(2)試車。手動(dòng)操作刀架小拖板調(diào)整進(jìn)刀量,頭次進(jìn)刀速度要慢,進(jìn)刀量要少,進(jìn)刀量調(diào)好后再手動(dòng)操作大拖板的操作手柄進(jìn)行試車削,試車完一刀后,再測(cè)量托輪兩頭尺寸是否一致再做相應(yīng)調(diào)整,試車合格后方可進(jìn)行托輪的正式車削工作。
(3)車削。①在車削回轉(zhuǎn)窯左側(cè)正轉(zhuǎn)托輪時(shí),切削力由上向下,進(jìn)刀量可適當(dāng)大些,車削深度約3mm~4mm。②車削回轉(zhuǎn)窯右側(cè)反轉(zhuǎn)托輪時(shí),切削力由下向上抬,進(jìn)刀量要減小,車削深度約2mm~3mm。③為防止因切削力過大造成刀具崩裂,走刀速度要緩慢均勻,托輪每轉(zhuǎn)一圈進(jìn)給量要小于0.25mm,如果托輪竄動(dòng)量過大視情況改變吃刀量。④為保證車削托輪表面的粗糙度,在最后還有1mm左右車削深度時(shí),改變進(jìn)刀量,切削深度調(diào)整為0.5mm進(jìn)行精車。⑤當(dāng)托輪切削量超過5mm,必須對(duì)所車削的托輪平行頂進(jìn)調(diào)整,以保證回轉(zhuǎn)窯的中心高度,同時(shí)還要注意觀察回轉(zhuǎn)窯的運(yùn)行狀態(tài),當(dāng)窯體快速上竄或下滑時(shí),要及時(shí)通過歪斜托輪調(diào)整法確保回轉(zhuǎn)窯正常運(yùn)行。
6、結(jié)語
回轉(zhuǎn)窯托輪現(xiàn)場(chǎng)車削修復(fù)后,托輪與輪帶接觸面由20%增大到50%以上,托輪能正常調(diào)整控制回轉(zhuǎn)窯的正常上下竄動(dòng),振動(dòng)消除,運(yùn)行平穩(wěn),滿足生產(chǎn)使用要求。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別